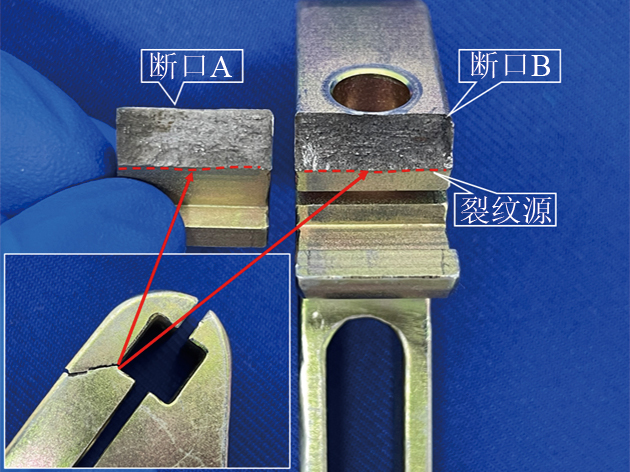
图 1 断裂拐臂的宏观形貌

高压开关在输变配电系统中起着至关重要的作用。高压开关由开断元件、支撑绝缘件、传动元件、基座及操作机构等基本部分组成。以断路器为例,其开断元件系统主要包含灭弧室、触头系统、辅助触头系统、导电回路等。常见的传动元件有连杆、轴、齿轮、拐臂等,其主要功能是将操作命令传递给开断元件的触头等部件,因此传动元件对高压开关的安全可靠运行起着至关重要的作用。
某机构产品更新换代前,在验证操作机构性能时出现异常报警,连续操作中断,经检查发现该机构辅助开关驱动拐臂断裂(见图1)。该驱动拐臂材料为35CrMo钢,35CrMo钢为合金结构钢,具有优异的强度、韧性和焊接性能[1],广泛应用于汽车制造、石油化工、工程机械、压力容器等行业。笔者采用一系列理化检验方法[2]对拐臂断裂的原因进行分析,并研究了硬度、表面处理对材料性能的影响,以避免该类问题再次发生。
拐臂断口的宏观形貌如图2所示。由图2可知:驱动拐臂断裂位置为凹槽根部,该凹槽为线切割加工而成,凹槽呈方形,根部为直角,表面经过电镀彩锌处理。
利用数码显微镜对断口A进行观察,结果如图3所示。由图3可知:断口A分为裂纹源区、扩展区和终断区,裂纹源区位于凹槽内直角位置,可见金属光泽的闪光小刻面,呈结晶状,断口平整,无明显的宏观塑形变形[3];扩展区和终断区表面较为粗糙,呈结晶状,断口A呈脆性断裂形貌。
在断口A裂纹源截面处截取金相试样,采用光学显微镜对其进行观察,结果如图4所示。由图4可知:试样表面存在镀锌层,镀锌层厚度为2.59~3.43 μm,试样的显微组织为回火索氏体[4],符合调质处理要求。
将断口A进行乙醇超声波清洗,利用扫描电镜(SEM)对其断口A进行观察,结果如图5所示。由图5可知:断口呈多面体“冰糖块状”沿晶断裂特征,晶粒轮廓鲜明,晶界上可见明显鸡爪痕花样[5-6],符合氢脆断裂特征。
将断裂拐臂表面镀锌层打磨掉后,采用直读式光谱仪对拐臂进行化学成分分析,结果如表1所示。由表1可知:断裂拐臂的化学成分不符合GB/T 3077—2015 《合金结构钢》对35CrMo钢的要求,符合标准GB/T 3077—2015对42CrMo钢的要求。
| 项目 | 质量分数 | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Mo | Cr | P | S | Ni | Cu | |
| 实测值1 | 0.435 | 0.179 | 0.631 | 0.166 | 1.011 | 0.008 | 0.001 | 0.032 | 0.021 |
| 实测值2 | 0.445 | 0.186 | 0.631 | 0.174 | 1.028 | 0.009 | 0.001 | 0.032 | 0.020 |
| 实测值3 | 0.444 | 0.191 | 0.638 | 0.171 | 1.038 | 0.008 | 0.001 | 0.033 | 0.020 |
| 标准值(35CrMo钢) | 0.32~0.40 | 0.17~0.37 | 0.40~0.70 | 0.15~0.25 | 0.80~1.10 | ≤0.03 | ≤0.03 | ≤0.3 | ≤0.3 |
| 标准值(42CrMo钢) | 0.38~0.45 | 0.17~0.37 | 0.50~0.80 | 0.15~0.25 | 0.90~1.20 | ≤0.03 | ≤0.03 | ≤0.3 | ≤0.3 |
按照GB/T 231.1—2018 《金属材料 布氏硬度试验 第1部分:试验方法》对断裂拐臂进行布氏硬度测试[7],结果为360,368,365 HBW,不符合35CrMo钢的调质处理要求(269~331 HBW),符合42CrMo钢的调质处理要求(353~381 HBW)。
为了分析氢元素含量对零部件的影响[8],选用试样材料为35CrMo钢和42CrMo钢,热处理方式为淬火+回火,硬度分别为269~331 HBW和353~381 HBW,表面处理方式为电镀锌,膜厚度为5 μm。对试样进行去氢处理,去氢处理温度为190 ℃,去氢处理时间为3 h。制备去氢间隔时间分别为1,2,3,4,5 h的试样,以及不去氢试样,共6组。
35CrMo钢在不同去氢处理工艺、硬度下的氢元素质量分数、力学性能测试结果如表2所示。由表2可知:试样在不去氢情况下的氢元素含量最多,去氢间隔1 h内氢元素含量最少;随着去氢间隔时间的延长,氢元素质量分数逐渐增大;去氢间隔时间对试样的抗拉强度影响不大,但随着硬度的增大,试样的抗拉强度增大;在硬度为269~331 HBW时,试样的断后伸长率为17.6%~19.0%,去氢间隔时间对其影响不大;在硬度为353~381 HBW条件下,试样的断后伸长率随着氢元素含量的增加而降低,在不去氢的情况下,试样的断后伸长率最小,为10.0%,低于标准GB/T 3077—2015的要求(不小于≥12%);在硬度为269~331 HBW条件下,试样的冲击吸收能量与去氢间隔时间的关系不大,在硬度为353~381 HBW条件下,试样的冲击吸收能量随着氢元素含量的增加而减小,在不去氢的情况下,试样的冲击吸收能量最小,去氢间隔时间为5 h时,试样的冲击吸收能量为60 J,低于标准GB/T 3077—2015的要求(不小于63 J),因此建议在间隔4 h内进行去氢处理。
| 去氢处理工艺 | 硬度/HBW | 氢元素质量分数/% | 抗拉强度/MPa | 断后伸长率/% | 冲击吸收能量/J |
|---|---|---|---|---|---|
| 间隔时间1 h | 269~331 | 0.70 | 945.0 | 19.0 | 167 |
| 353~381 | 0.85 | 1 137.0 | 15.0 | 93 | |
| 间隔时间2 h | 269~331 | 0.80 | 917.0 | 19.0 | 165 |
| 353~381 | 0.95 | 1 135.0 | 16.0 | 93 | |
| 间隔时间3 h | 269~331 | 0.70 | 922.5 | 18.0 | 160 |
| 353~381 | 1.00 | 1 150.0 | 15.0 | 82 | |
| 间隔时间4 h | 269~331 | 0.80 | 932.0 | 18.0 | 163 |
| 353~381 | 1.05 | 1 150.0 | 14.0 | 75 | |
| 间隔时间5 h | 269~331 | 0.90 | 930.0 | 18.0 | 161 |
| 353~381 | 1.05 | 1 132.0 | 12.0 | 60 | |
| 不去氢 | 269~331 | 1.15 | 930.0 | 17.5 | 160 |
| 353~381 | 1.25 | 1 150.0 | 10.0 | 55 |
42CrMo钢在不同去氢处理工艺、硬度下的氢元素质量分数、力学性能测试结果如表3所示。由表3可知:随着去氢间隔时间的延长,试样的氢元素含量逐渐增多;试样的硬度越大,抗拉强度越大;在硬度为269~331 HBW条件下,试样的断后伸长率为16.0%~20.0%,随着去氢间隔时间的延长,试样的断后伸长率略有减小;在硬度为353~381 HBW条件下,试样的断后伸长率随氢元素含量的增加而降低,在不去氢的情况下,试样的断后伸长率最小,去氢间隔时间为4 h时,试样的断后伸长率为10.0%,低于标准GB/T 3077—2015的要求(不小于≥12%),建议在3 h内进行去氢处理;试样的冲击吸收能量随着去氢间隔时间的延长而减小。
| 去氢处理工艺 | 硬度/HBW | 氢元素质量分数/% | 抗拉强度/MPa | 断后伸长率/% | 冲击吸收能量/J |
|---|---|---|---|---|---|
| 间隔时间1 h | 269~331 | 0.80 | 945 | 20.0 | 164 |
| 353~381 | 0.70 | 1 155 | 14.0 | 92 | |
| 间隔时间2 h | 269~331 | 0.80 | 955 | 19.5 | 164 |
| 353~381 | 0.70 | 1 155 | 14.5 | 91 | |
| 间隔时间3 h | 269~331 | 0.85 | 947 | 19.0 | 160 |
| 353~381 | 0.65 | 1 157 | 12.0 | 80 | |
| 间隔时间4 h | 269~331 | 1.00 | 960 | 18.5 | 165 |
| 353~381 | 0.75 | 1 142 | 10.0 | 73 | |
| 间隔时间5 h | 269~331 | 1.05 | 957 | 16.0 | 160 |
| 353~381 | 1.20 | 1 157 | 9.5 | 57 | |
| 不去氢 | 269~331 | 1.15 | 952 | 16.0 | 161 |
| 353~381 | 1.20 | 1 147 | 9.0 | 55 |
由上述理化检验结果可知:断裂拐臂的化学成分、硬度不符合标准要求,材料由35CrMo钢更改为42CrMo钢,断口呈结晶状,断口平整,无明显的宏观塑形变形,断口微观形貌呈多面体“冰糖块状”沿晶断裂特征,晶粒轮廓鲜明,晶界上可见明显鸡爪痕花样,呈典型氢脆沿晶断裂特征。造成氢脆的主要原因为制造过程中去氢不及时,或表面处理后未进行去氢处理,最终导致氢元素扩散至材料中,造成拐臂断裂。
电镀锌表面处理后,碳元素质量分数为0.32%~0.45%的合金结构钢在硬度为269~331 HBW条件下,材料的抗拉强度、断后伸长率、冲击吸收能量不受去氢处理的影响,可不进行去氢处理。在硬度为353~381 HBW条件下,对于碳元素质量分数为0.32%~0.40%的合金结构钢,应在4 h内进行去氢处理;对于碳元素质量分数为0.38%~0.45%的合金结构钢,应在3 h内进行去氢处理,否则会增加材料氢脆断裂的风险[9-11]。
断裂拐臂的材料由35CrMo钢更改为42CrMo钢,材料的去氢处理不当,导致氢元素扩散至材料中,引起材料发生氢脆,最终导致拐臂断裂。
在生产制造零部件时,如变更零部件的材料,则需综合考虑材料的硬度、表面处理等因素,防止高硬度零件在进行表面处理时,因电镀时溶入金属中的氢原子富集在晶格缺陷(如空位、位错、晶界、夹杂等)处未及时去除,造成氢脆问题。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号