钛合金管路作为一种高端制造工业领域常用的结构,具有强度高、抗腐蚀性能好等优点,在航空发动机、航天火箭推进系统等领域有着广泛的应用[1-5]。通常钛合金管路系统是通过几根特定整形后的管路进行焊接,最终形成整个流体通路的[6]。由于钛合金焊接性能相对较差,在焊接加工过程中,受焊接环境条件、焊接设备、焊接工艺以及操作人员等因素的影响,焊缝易出现气孔、夹杂、裂纹、未焊透等类型缺陷,影响整个系统的结构完整性,严重时可能引发管道泄漏,造成质量事故[7-9]。因此,在完成钛合金管路的焊接工序后,需要对焊缝进行无损检测分析,以评价其焊接质量。
目前,对于钛合金管路的焊缝检测,各类标准及检测场景还以射线照相检测方法为主,随着数字化制造技术的发展,数字射线检测技术逐步得到应用,其具有成像速度快,数字化存储等优点,便于实现自动化检测,是未来的主要发展趋势。但目前,由于对检测灵敏度的要求较高,且无成熟的应用标准,针对钛合金薄壁小直径管对接焊缝的检测能力是否满足技术标准要求,还未见相关研究报道[10-15]。
钛合金小径管对接焊缝通常采用双壁双影进行透照,实际检测时,需要根据检测要求,选择合适的探测器类型和参数设置,以确保图像质量和检测精度[16-20]。检测工艺参数的确定至关重要,如曝光参数和焦距等,其会直接影响检测结果的准确性。文章通过试验,分析不同检测技术参数对图像质量的影响,并使用含缺陷试件进行试验验证,得到最佳检测工艺条件,验证了数字射线检测技术的有效性。
1. 试验设计
1.1 检测设备
目前,开放式数字检测系统的应用较为普遍。该系统通常由射线源、成像面板、检测工装、数据处理模块与显示模块等部分组成。其中,射线源的焦点尺寸及成像面板的参数直接影响检测成像的质量,为验证两种射线检测方法的检测能力,文章采用相同的射线源进行对比,射线源焦点尺寸为0.3 mm,成像面板的像素尺寸为100 μm,检测系统可以给出32帧叠加平均图像,射线照相的胶片型号为AGFA D5。
1.2 检测试件
标准GB/T 35388—2017《无损检测 X射线数字成像检测 检测方法》中关于图像分辨率的识别并未区分单壁透照或双壁透照,且在壁厚小于10 mm的情况下,单壁透照与双壁透照的像质计像质值要求一致。由于钛合金小径管的直径和壁厚规格较多,为了便于试验,文章采用2倍厚度的平板件来替代小径管双壁双影垂直透照区的最小厚度。采用尺寸(长×宽)为200 mm×200 mm的TC1钛合金板材进行数字射线检测工艺试验,材料厚度分别为0.5,1.0,2.0,4.0,6.0,8.0,10.0 mm,以模拟不同厚度条件下的检测效果。
1.3 试验方案
GB/T 35388—2017规定了数字射线检测系统的最佳放大倍数,其表示为
式中:SRb为探测器基本空间分辨率;d为射线源焦点尺寸。
通过计算得到检测系统最佳放大倍数为1.4。A级检测时最小焦距为射线源至工件表面距离f与物体至探测器距离b之和,射线源至工件表面距离可表示为
透照时,需要针对实际透照布置计算最小焦距是否符合标准要求,限制实际透照时的几何不清晰度。实际透照时使用放大透照布置,焦距为700 mm,放大倍数为1.4,则射线源至工件表面距离为500 mm,物体至探测器实际距离为200 mm。将上述条件代入式(2),计算出的最小焦距为277 mm,实际焦距为700 mm,满足标准要求。
将钛合金板材置于透照视场的中心位置,单丝像质计及双丝像质计置于源侧钛合金板材上,双丝像质计与成像面板呈2°~5°的夹角。检测灵敏度试验中,针对管电压、管电流、放大倍数、焦距设计了正交试验,采集成像结果,对图像中的单丝和双丝线对进行统计对比。试验步骤如下:① 固定管电流为3 mA,放大倍数为1.4,焦距为700 mm,验证不同管电压对成像质量的影响;② 根据材料厚度,固定管电压,放大倍数为1.4,焦距为700 mm,验证不同管电流对成像质量的影响;③ 确定透照灵敏度最高时不同厚度钛合金板的管电压及管电流,固定焦距为700 mm,验证不同放大倍数对成像质量的影响;④ 确定透照灵敏度最高时不同厚度钛合金板的管电压及管电流,验证不同焦距对成像质量的影响。
2. 试验过程及结果分析
利用数字射线检测系统,按照上述检测工艺进行检测灵敏度试验,对每一组试验结果进行统计,采用识别的丝型像质计丝号作为成像对比度灵敏度的评价指标;验证试验时,通过测定双丝像质计的丝径表征图像分辨率,借助图像处理软件的轮廓提取功能,最后一组可识别率不大于20%的丝对即为该透照条件下的最小分辨率。
2.1 管电压对灵敏度和分辨率的影响
针对不同厚度的钛合金板材,放大倍数设置为1.4,固定管电流为3 mA,固定焦距为700 mm,改变管电压,对不同厚度的钛合金板进行测试,结果如表1所示(表中“—”表示无法检测到有效数值,下同)。由表1可知,当透照管电压较低时,衰减系数增大,无法穿透工件进行检测;随着管电压增加,工件被穿透,检测图像对比度灵敏度逐渐增加,当管电压到达某一数值时对比度灵敏度达到最大值;之后管电压增加,灵敏度反而减小。因此,可以得到不同厚度钛板透照时最高灵敏度对应的最佳管电压。如厚度为0.5 mm的钛板使用40 kV管电压透照可识别W19号丝,厚度为8.0 mm的钛板使用100 kV管电压透照时,灵敏度最高,可以识别W13号丝。
不同厚度钛板透照时的最佳管电压如表2所示。由表2可知,对钛板透照时,随着管电压的增加,图像对比度与图像分辨率没有同步达到最大值。图像对比度先增加后降低(0.5 mm钛板除外),图像分辨率则逐渐降低。因此实际检测时,应综合评估管电压对图像对比度灵敏度及分辨率的影响。
2.2 管电流对灵敏度和分辨率的影响
采用表2所示的最佳管电压,将管电流从1.0 mA逐步增加到系统最大管电流3.0 mA,记录不同管电流下不同厚度钛板成像的灵敏度,结果如表3所示。由表3可知,对不同厚度钛板进行透照时,固定透照管电压、图像处理帧数,逐步增加管电流,图像对比度灵敏度及分辨率均逐步增加。
2.3 焦距对图像对比度和分辨率的影响
由射线检测原理可知,成像几何条件对图像对比度有影响,成像几何条件包括透照焦距、放大倍数等。采用不同厚度钛板及其透照最佳管电压,放大倍数设置为1.4,固定管电流为3 mA,改变焦距进行试验,结果如表4所示。由表4可知,随着焦距增加,图像对比度先增加后减小,图像分辨率逐渐增大。焦距过大时图像对比度下降,不利于数字图像的观察,因此实际应用中应选取500~900 mm的焦距,有助于提高图像对比度。
2.4 放大倍数对灵敏度和分辨率的影响
采用表2透照管电压,固定管电流为3.0 mA,固定焦距为700 mm,改变放大倍数进行试验,结果如表5所示。由表5可知,随着放大倍数的增大,图像对比度逐渐降低,分辨率呈现先增后减的趋势。这是由于随着几何放大倍数的增加,被检测物体在探测器上所成的像也会放大,原本微小的细节和缺陷在图像中变得更加清晰可见,从而提高了分辨率。但过高的几何放大倍数不仅会放大被检测物体,也会放大噪声,进而使图像质量下降,降低了对缺陷的识别能力,从而影响分辨率。
根据上述试验,采用表2透照电压,放大倍数设置为1.2倍,管电流为3 mA,焦距为700 mm,对不同厚度钛板进行试验,并与GB/T 35388—2017中规定的图像对比度和空间分辨率进行对比,结果如表6所示。由表6可知,优化后的图像对比度均优于标准要求,当钛板厚度不大于2.0 mm时,图像分辨率均低于标准要求。根据GB/T 35388—2017标准规定,可以采用提高灵敏度补偿分辨率的方法。当透照厚度为2 mm时,采用一级补偿,即提高单丝像质值一级可识别性来补偿图像分辨率值低一级。将标准规定的单丝识别提高到W18、双丝识别降低到D11,根据表6试验结果(单丝像质计像质值W19,双丝像质计像质值D11),满足标准要求。
3. 产品检测验证
根据上述试验结果,选用壁厚为1 mm,焊缝余高为0.3 mm,直径为10 mm的钛合金小径管对接焊缝进行数字射线检测,试件内含自然缺陷。根据标准GB/T 35388—2017,采用双壁双影垂直透照成像方式,透照2次,在透照前对透照位置和透照角度进行标记。
钛合金小径管对接焊缝双壁双影透照厚度为两个壁厚之和(2 mm),GB/T 35388—2017标准A级要求单丝识别到W17,双丝识别到D12,根据一级补偿规定,单丝识别到W18,双丝识别到D11。
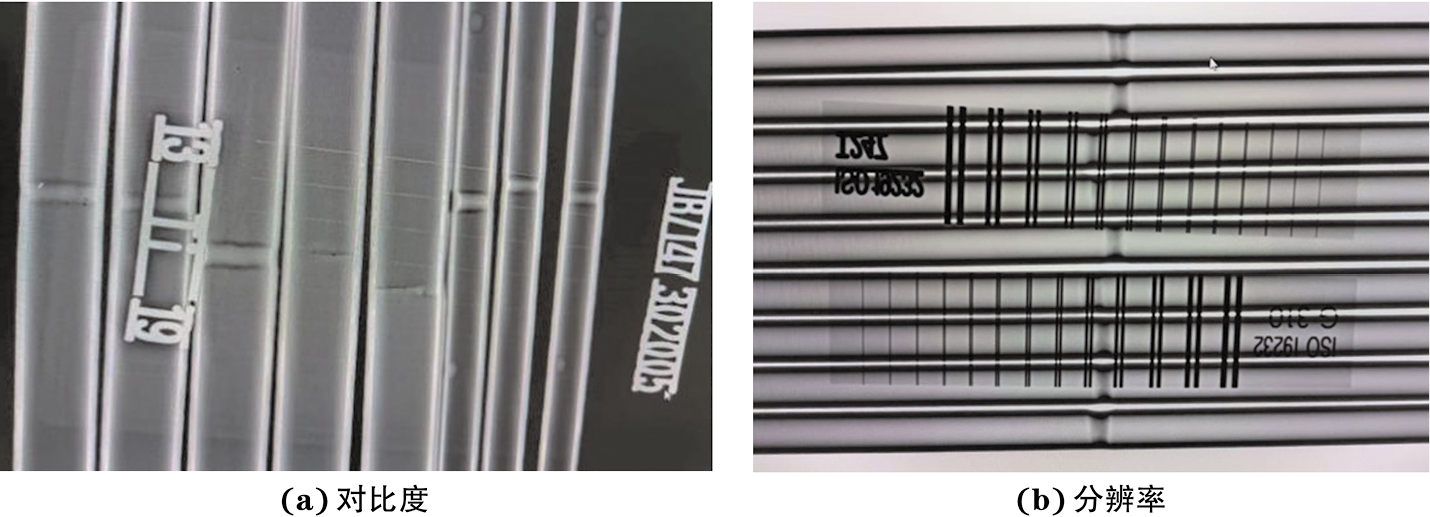
实际采用的透照电压为65 kV,透照电流为3 mA,透照焦距为700 mm,几何放大倍数为1.2倍。沿轴向布置双丝像质计及单丝像质计观察检测灵敏度和分辨率。检测结果表明,使用文章检测系统,可实现对W18单丝的识别和D11双丝的分辨。钛合金管路对比度及分辨率成像结果如图1所示。
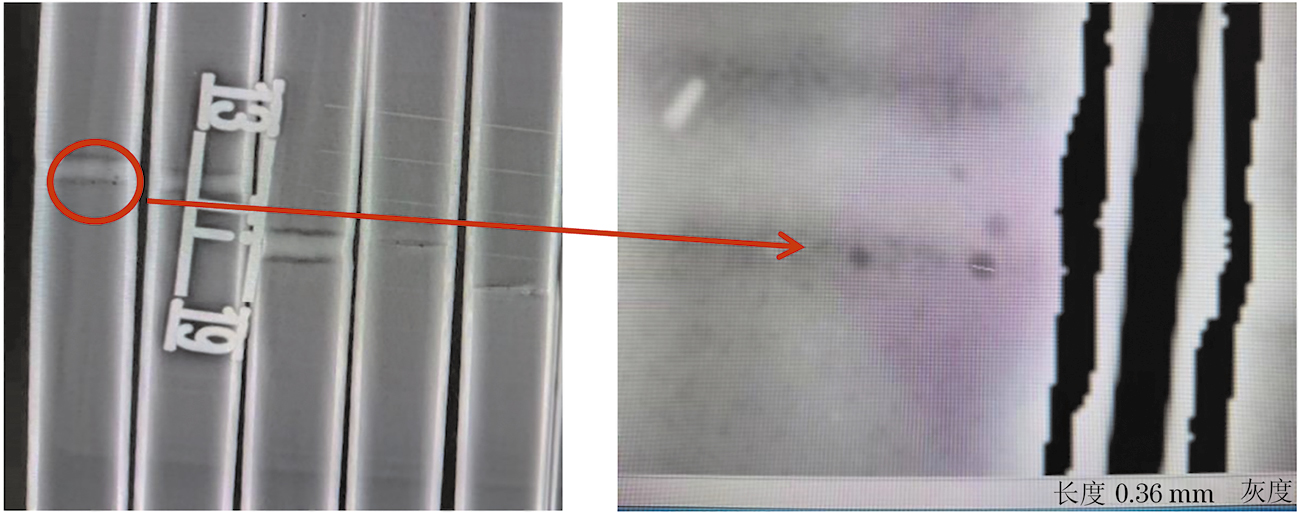
进一步对焊缝内部自然缺陷进行检测和测量,对5根?10 mm×1 mm焊接试管进行检测,结果如表7所示,钛合金管路焊缝检测成像结果如图2所示。由表7可知,可以实现对最小尺寸为0.15 mm的点状气孔和0.2 mm的未焊透条状缺陷的检测和清晰表征。
4. 结论
(1)对于给定的检测系统,检测图像对比度和图像分辨率受射线透照电压、焦距、几何放大倍数等检测工艺参数的影响,实际检测时,应根据检测产品壁厚和规格,选择合适的检测系统及透照方式。
(2)透照电压改变时,检测图像对比度和图像分辨率不会同时达到最大值;管电流增加,检测图像对比度和图像分辨率均增加;焦距存在一个合理区间,过大或过小都会影响图像质量;由于探测器像素有效探测面积占比不同,检测图像对比度和图像分辨率最佳时,实际选取的放大倍数与理论数值有偏差。
(3)对厚度2 mm以下的钛合金板进行检测时,需采用补偿原则使像质达到标准要求。对壁厚为1 mm的小径管采用双壁双影透照方式进行检测,检测结果满足标准规定的像质要求,可检测出0.15 mm的点状气孔及0.2 mm的条状未焊透缺陷,像质质量及检测结果与胶片法相当。
文章来源——材料与测试网





 浙公网安备 33042402000106号
浙公网安备 33042402000106号
