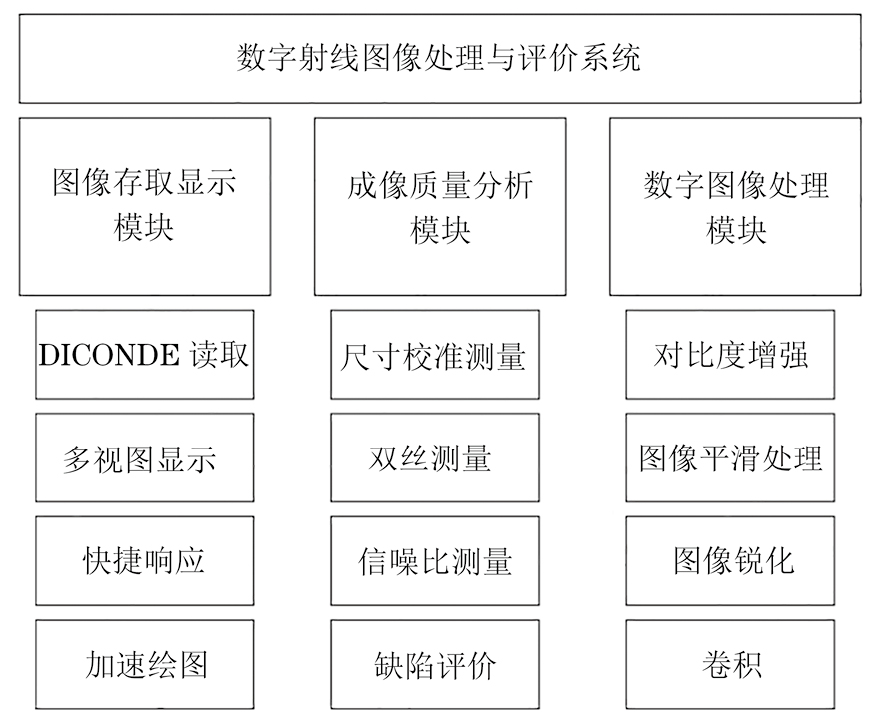
图 1 DR图像处理系统架构

数字射线成像检测技术的应用时间相对较短,但是随着其在各行业的推广,其优势逐渐得到业界认可[1-3]。DR检测结果可以在计算机上进行分析、判读,能够实时远程传输,方便疑难缺陷的会诊和分析;结合辅助智能评片技术,可以节省评片时间;结合数字图像处理技术,能够更好地识别图像中的有效信息;结合图像后处理可以提高图像的视觉效果,从而提高评片的准确度[4]。与射线胶片相比,DR解决了胶片易污损、易划伤、难储存等系列问题;DR的实时成像功能可以对焊接工艺质量进行即时反馈,显著提高施工效率,节约时间成本[5-6]。
为了满足工程建设需要,国内外已发布了多项相关标准,为DR检测技术的应用提供了规范依据[7-11]。近年来,随着我国石油天然气管道的大规模建设,长输管道的缺陷检测正朝着数字化和智能化方向发展,以满足更可靠、更高效的建设需求[12-14]。
DR检测质量主要由探测器硬件、射线成像条件[15]、噪声以及图像增强技术等因素决定[16]。DR检测要获得可以和胶片媲美的检测质量,不仅要采用先进的数字探测器等硬件设备,优化成像条件和图像处理算法也同等重要[17]。
中国石油天然气管道科学研究院(以下简称研究院)在十多年前已完成了管道环焊缝DR设备的研制,实现了管道环焊缝DR检测的实时显示和电子存储[18]。近年来,研究院一直致力于该设备的性能优化和工程应用研究,包括研发一套功能完整、标准统一且符合行业和应用场景需求的配套软件。基于MFC多文档视图框架,研发了具有自主知识产权的图像处理与评价系统,其具有良好的适应性和可操作性,可实现对长输管道环焊缝DR检测结果的完整分析和高效准确评价。
在石油天然气管道环焊缝DR检测中,标准SY/T 4109—2020《石油天然气钢质管道无损检测》中第5部分“射线数字成像检测”对现场施工给予了明确且具体的要求,包括检测系统、检测工艺和检测质量。这些要求涉及图像存储格式、系统功能、图像灰度范围、灵敏度、系统分辨率、图像信噪比、报告输出等方面。
基于行业标准,结合长输管道环焊缝DR检测的实际需求,研发了DR检测系统图像处理系统。该系统主要包括数字图像存取显示模块、图像后处理模块和成像分析模块,其基础架构如图1所示。
数字图像存取显示模块用于解析无损检测图像,并以可视化方式显示详细数据,使用户能够方便地查看图像信息。该模块具备解析和存储数字图像的功能,并提供用户界面以显示图像。图像后处理模块包括直方图均衡、卷积滤波等功能,旨在提升图像质量。成像分析模块能够对原始图像进行分辨率、信噪比和缺陷类型等方面的分析。
常用的数字图像存储格式有JPG、PNG、BMP、TIF等,而行业标准规定的DR图像存储格式为DICONDE格式。因此,系统除了通用格式的读写,还必须包含DICONDE文件读取功能。
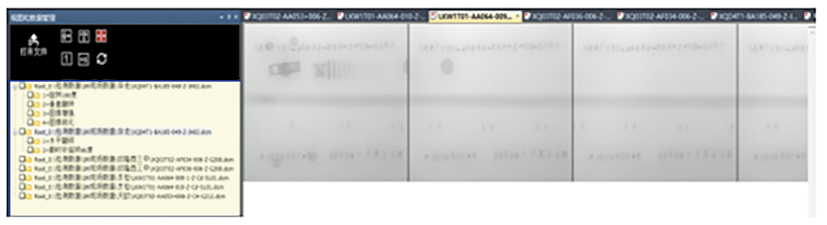
系统可在借助DCMTK开源库完成对DICONDE文件中图像数据、工程、人员、设备、检测工艺数据等附加信息的读取。结合MFC框架,系统可在打开数字射线图像的同时显示该图像的附加信息。图像附加信息的显示界面如图2所示。
在长输管道环焊缝的DR检测过程中,受平板探测器尺寸的限制,完成单条环焊缝的DR检测需要实施多次透照[19],最终需对多幅检测数据图像进行拼接以形成整条焊缝的检测图像,因此图像处理系统需具备多幅图像的同时显示、处理与拼接功能。
在多图显示功能的基础上,文章系统还可进行图像质量分析和后处理变换等操作。在存储视图数据时,可完整保存不同状态下的数据类型。系统自顶向下依次进行图像处理后,在MFC窗口进行显示。视图数据存储层次如表1所示。
| 图像名称 | 数据类型 | 作用 |
|---|---|---|
| ImgSrc | Mat,1通道16位深度 | 原始图像,用于计算成像质量 |
| ImgLUT | Mat,1通道16位深度 | 原始图像加载查找表 |
| ImgDst | Mat,1通道16位深度 | LUT图像执行后处理算法 |
| WindowSrc | Mat,1通道16位深度 | Dst图像通过线性插值缩放,用于视口显示 |
| ViewSrc | Mat,3通道8位深度 | WindowSrc线性变换,用于显示 |
| ViewDst | Mat,3通道8位深度 | ViewSrc叠加图像标注 |
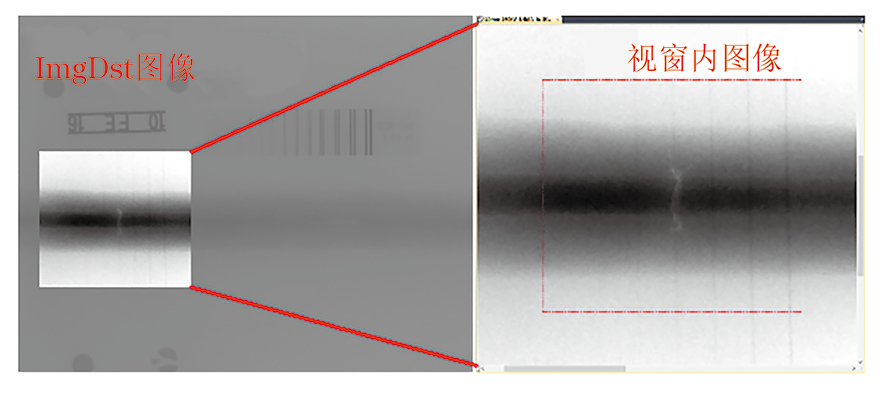
ImgDst图像依旧为原图像真实尺寸,MFC视窗显示前需要规定图像显示尺寸。软件默认显示时尽可能填满MFC视窗。因此WindowSrc的短边像素长度EWindowSrc将和MFC视窗对应边像素长度EImgSrc相等,则基础映射倍率α可表示为
| (1) |
规定在此α下,视窗放大倍率β为1。由此得到WindowSrc图像尺寸SWindowSrc与ImgSrc图像尺寸SImgSrc的关系可表示为
| (2) |
当WindowSrc在MFC视窗进行显示时,WindowSrc视窗尺寸往往大于MFC视窗尺寸,因此需要借助滑动条控制图像显示位置。滑动条通过一个Point2f类型数据Pslider控制。因此视窗坐标系Pview与图像坐标系Pimg转换公式为
| (3) |
DICONDE数字射线图像像素通常为14 bit或16 bit,需要映射到8 bit以用于屏幕显示。默认使用线性变换映射,简单的线性变换公式为
| (4) |
式中:
MFC多文档视图架构可同时打开多幅数字射线图像,并选择其中一幅进行激活操作。多视图场景下,休眠视图仅需要保存“视图数据存储”中前3项数据,在切换视图时将休眠视图的“ImgSrc,ImgLUT,ImgDst”进行保存,活跃视图的“ImgSrc,ImgLUT,ImgDst”通过转换算法重新转换为“WindowSrc,ViewSrc,ViewDst”进行显示。
对于每一视图,文章系统将通过TreeCtrl树控件记录历史操作,不同的历史操作将修改ImgDst,因此每当ImgDst在修改后,软件将当前ImgDst拷贝进TreeCtrl控件作为叶节点暂存。在回溯操作时叶节点暂存图像将重新覆盖ImgDst,并进一步转换为“WindowSrc,ViewSrc,ViewDst”进行显示。多视图显示视图列表示例如图3所示,列表可显示当前打开的所有图像路径、名称以及正负片、滤波等历史操作记录,可提供便利的图像查看、选择、另存、关闭方案。
MFC框架具有消息响应机制,为适应现场检测评价需求,图像的缩放、拖动、后处理区域框选等操作均以鼠标快捷操作为主。
图像缩放通过鼠标滚轮实现。规定上滚动为视窗图像放大,下滚动为图像视窗缩小。因此在捕获到上滚动消息后,增大视窗放大倍率β;捕获到下滚动消息后,减小视窗放大倍率β。当β修改后重新计算SWindowSrc,并通过ImgDst插值运算求得新的WindowSrc用于显示。
图像拖动通过鼠标右键实现。当鼠标右键按下后进入图像拖动状态,此时鼠标移动发生在视窗坐标下,且鼠标移动方向与图像显示方向相反。若鼠标移动距离为Pmouse,则新滑动条坐标
进行像素计算有关的操作,如信噪比计算,动态对比度增强等操作时需要在视窗坐标下操作,以修改图像坐标下的数据,此时需要进行视窗坐标至图像坐标的转换。MFC监听鼠标左键按下消息,通过鼠标左键拖动得到视窗坐标下感兴趣区域(ROI)。使用式(3)将视窗图像中ROI区域映射到ImgSrc图像中的ROI区域,并进行计算。
当操作者对ImgDst进行连续变换(例如局部灰度均衡时调整选区,调整窗宽窗位值等)时,计算量很大,屏幕频繁刷新会使得响应时间增长,故系统使用懒加载(见图4)与缓冲策略来减少响应时间。
当操作者进行连续调整时,图像显示窗口位置是不变的。因此当ImgDst需要进行连续变换时,仅对窗口位置的ImgDst进行变换,记为ImgDstRoi。操作者在视窗范围内仅观察到ImgDstRoi,如图5所示。当ImgDst连续变换结束,ImgDstRoi中的最终变换方法应用到ImgDst全局并销毁ImgDstRoi。记变换次数为n,总像素变换量由原来的
在MFC绘图时,需要进行视窗刷新,系统使用ViewSrc擦除背景,在背景上完成进一步绘制,假设某操作序列需要进行n次屏幕绘制。每进行一次绘制需要刷新n+1次视窗,即ViewSrc擦除背景->绘制1->绘制2->绘制…->绘制n,总像素变换量为
在管道环焊缝DR检测应用中,SY/T 4109标准在图像质量评价方面,对单丝、双丝、标记带等辅助评价工具的布置进行了规定,针对不同的管道规格,对系统灵敏度、分辨率、信噪比、缺陷验收方法等都给予了具体要求和说明。基于此,文章系统集成了图像质量分析的相关参数测量功能,包括尺寸校准测量、双丝测量、信噪比测量、缺陷评价4种功能。
影像形成图片后,单位像素代表的工件尺寸并不准确,因此需要对像素尺寸进行校准,标定出像素间距,再进行尺寸测量。
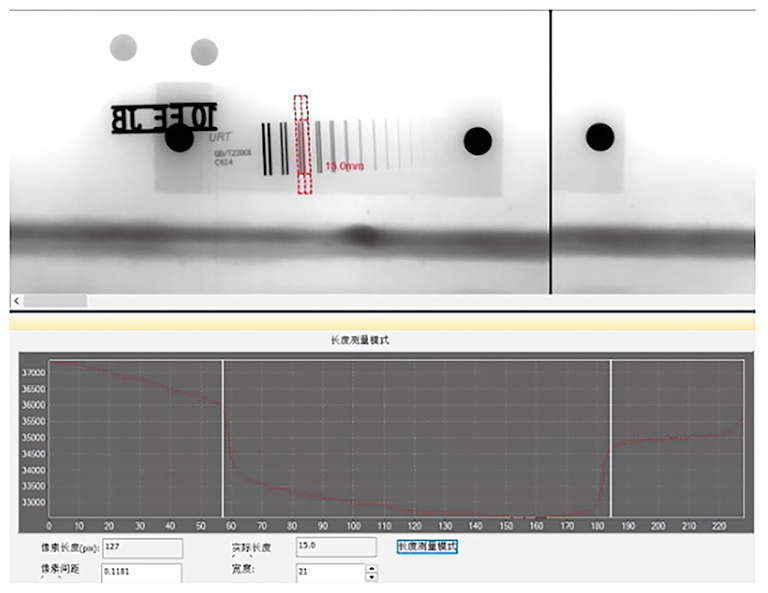
校准通过寻找已知尺寸参考物作为标定基准,一般利用双线型像质计在宽度方向的15 mm处进行标定。文章系统在进行尺寸校准时,沿参考物长度方向绘制灰度曲线,操作示意如图5所示,添加游标寻找参考物边沿。统计游标范围内像素数量,由用户输入参考物实际长度,即可计算出单位像素对应的实际尺寸。完成校准后,游标便可准确测量目标尺寸。
双丝测量用于测量图像空间分辨率,包括手动测量和自动测量。
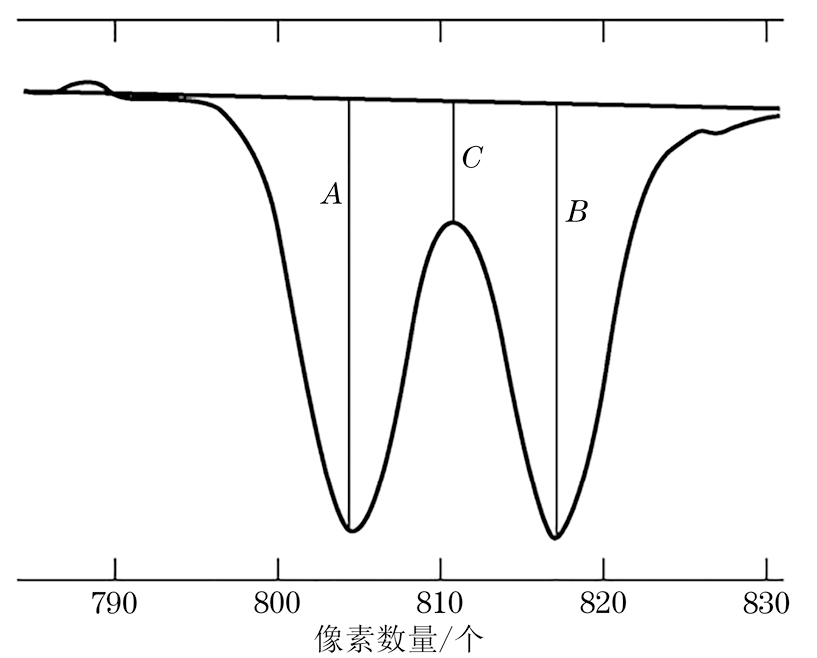
通过软件双丝测量工具,沿垂直线对方向从第一根线对开始拉出一定宽度的轮廓线至最后一根线对,轮廓线覆盖区域至少覆盖线对区域60%面积,得到丝对图像的截面灰度分布轮廓曲线,如图6所示。
测定双丝峰谷比R作为评价依据,其可表示为
| (5) |
式中:a,b分别为双丝中丝对对应各像素的最小灰度的平均值;c为双丝对中像素最高灰度值的平均值。
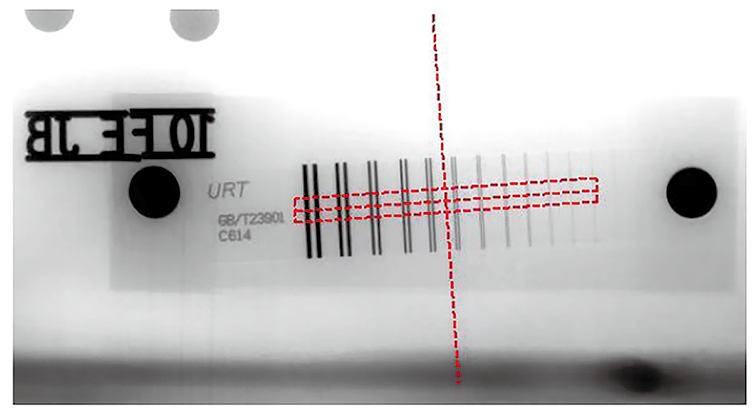
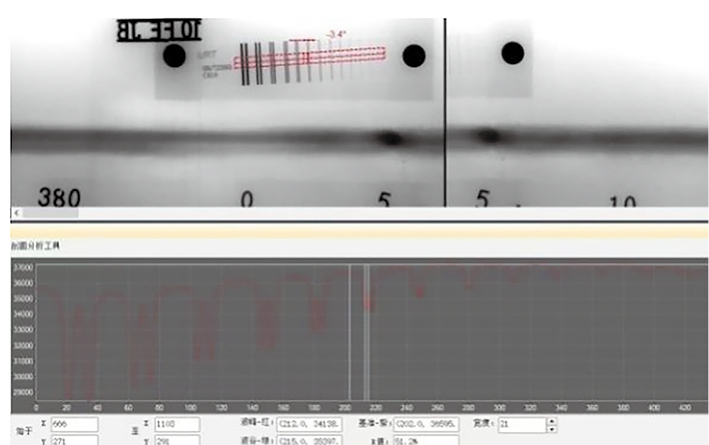
当R小于并最接近20%时,则认为这一线对是可识别线对。因此测量双丝像质计的达标线对时需要系统绘制辅助双丝测量的剖面分析工具,并添加可识别率算法。系统设计方案为:在双丝测量模式下,沿双丝像质计方向绘制一条角度可旋、宽度可调的窄带矩形框;角度可旋转需要用户拖动过程中确保矩形框与像质计边框平行;拖动中在矩形框中间绘制一条垂直辅助线,通过与丝径贴合辅助矩形框角度调整,如图7所示。矩形框内图像用于实时绘制灰度剖面图,如图8所示,剖面图横坐标方向为矩形框延伸方向,纵坐标为矩形框宽度范围内每列像素的平均灰度值。标准要求测量区域宽度不应少于21个像素,因此矩形框宽度是可以调整的。剖面图内绘制3条游动辅助线,调整辅助线位置到关注线对,即可自动计算出R值。
灰度直方图20%下凹法中,需要保证测量矩形框与像质计边框水平,且需进行多次调整游动辅助线以计算多个R值。该操作比较繁琐,某种程度上对操作人员并不友好。因此借助双丝像质计形态学特性,使用内插值20%下凹法对双丝区域进行自动选区与自动计算。
(1)自动选区
双丝像质计由多条平行的双丝对组成,双丝对与垂直方向的偏离角度即为矩形框与水平方向的偏离角度。因此自动选区算法按如下步骤实现。① 灰度拉伸:通过线性变换,将双丝区域图像灰度映射到0~65 535,用于提升对比度;② 二值化:使用二值化算法,使得双丝对灰度值变为65 535,背景灰度值变为0;③ 霍夫变换:使用霍夫变换算法寻找所有的直线;④ 初次筛选:筛选长度合理的直线,去除过短直线;⑤ 二次筛选:求出所有直线的偏转角度,同时求出平均偏转角度与标准差,筛选出偏转角度在0.5倍标准差范围内的直线(理想状态下标准差应为0);⑥ 角度计算:对筛选后的所有直线求平均偏转角度,输出平均偏转角度与垂直方向的偏离角度作为矩形框与水平方向的偏离角度。
(2)自动计算
计算R值时,对于每一组双丝对,A与B点必然是灰度曲线的极小值,C点必然是灰度剖面图的极大值(见图6),且C点必然出现在A与B点之间。因此可以根据上述特点寻找到所有双丝对的A,B,C点。自动计算算法按如下步骤实现。① 内插值:对灰度曲线进行内插值,增加灰度曲线点的数量,便于计算;② 判断方向:判断双丝像质计方向,第一对双丝最粗最明显,灰度值最小,因此寻找灰度曲线中数值最小的两个点作为第一对双丝所在位置,判断该位置与头尾距离即可判断双丝像质计的摆放方向,调整方向使得第一对双丝处于x坐标较小位置,后续双丝对沿x坐标增大的方向排布;③ 寻找极小值:寻找并保存灰度曲线中所有极小值点,该极小值点要求灰度值小于左侧的点,小于等于右侧的点,同时边界点也将被认为是极小值点;④ 筛选极小值点:从所有极小值点中,按照灰度值从小到大遍历,每次取2个点,认为此2个点组成一个双丝对,并存储这2个点的灰度值与x坐标,存储后再次遍历所有极小值点,删除部分点,这些点的x值小于存储点的x坐标,设双丝对数量为n,则重复上述步骤n次,最终得到n个极小值点对,2n个极小值点;⑤ 筛选极小值点对的有效性:双丝对距离非常近,因此极小值点对的x坐标应相近,遍历所有极小值点对,合法的极小值点对间的x坐标应该满足
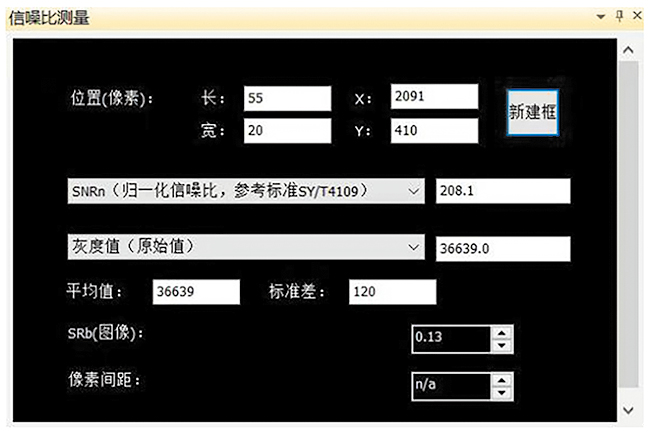
信噪比标准强调的是归一化信噪比SNRn,在图像上取面积不小于(20×55)像素的矩形兴趣区域进行计算,软件系统对标准要求的归一化信噪比算法进行加载,则有
| (6) |
| (7) |
式中:
若宽度为20,将宽度方向上20个像素视为一组,计算每组像素灰度值的平均值和修正标准差,每组的灰度平均值和标准差平均值取中位值Imedian,σmedian,再根据式(6),(7)计算归一化信噪比。
在整条焊缝上,随鼠标移动,软件实时响应鼠标位置,并计算所在位置在设置区域大小范围内的归一化信噪比,结果示例如图9所示。操作人员可任意取点观察近焊缝母材区域的信噪比是否满足标准要求。
基于长输管道环焊缝DR检测的需求,研发了适用性强的图像处理、分析与评价系统。介绍了从图像读取到报告生成的整体设计架构,系统地阐述了各个模块的设计目的、功能要点、应用效果。特别是涉及DICONDE图像数据及标签信息的读取方式,针对环焊缝图像特征,研究了特异性图像处理办法,对分辨率、信噪比等标准评价指标,提供了具体的算法和解决方案。现场应用结果表明该系统完全满足长输管道环焊缝DR检测设备的图像读取、处理、分析、评价等方面的要求。自研与国产硬件相配套的软件,不仅会促进环焊缝DR检测系统的推广与普及,同时也可为高效、准确地进行质量评价奠定基础。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号