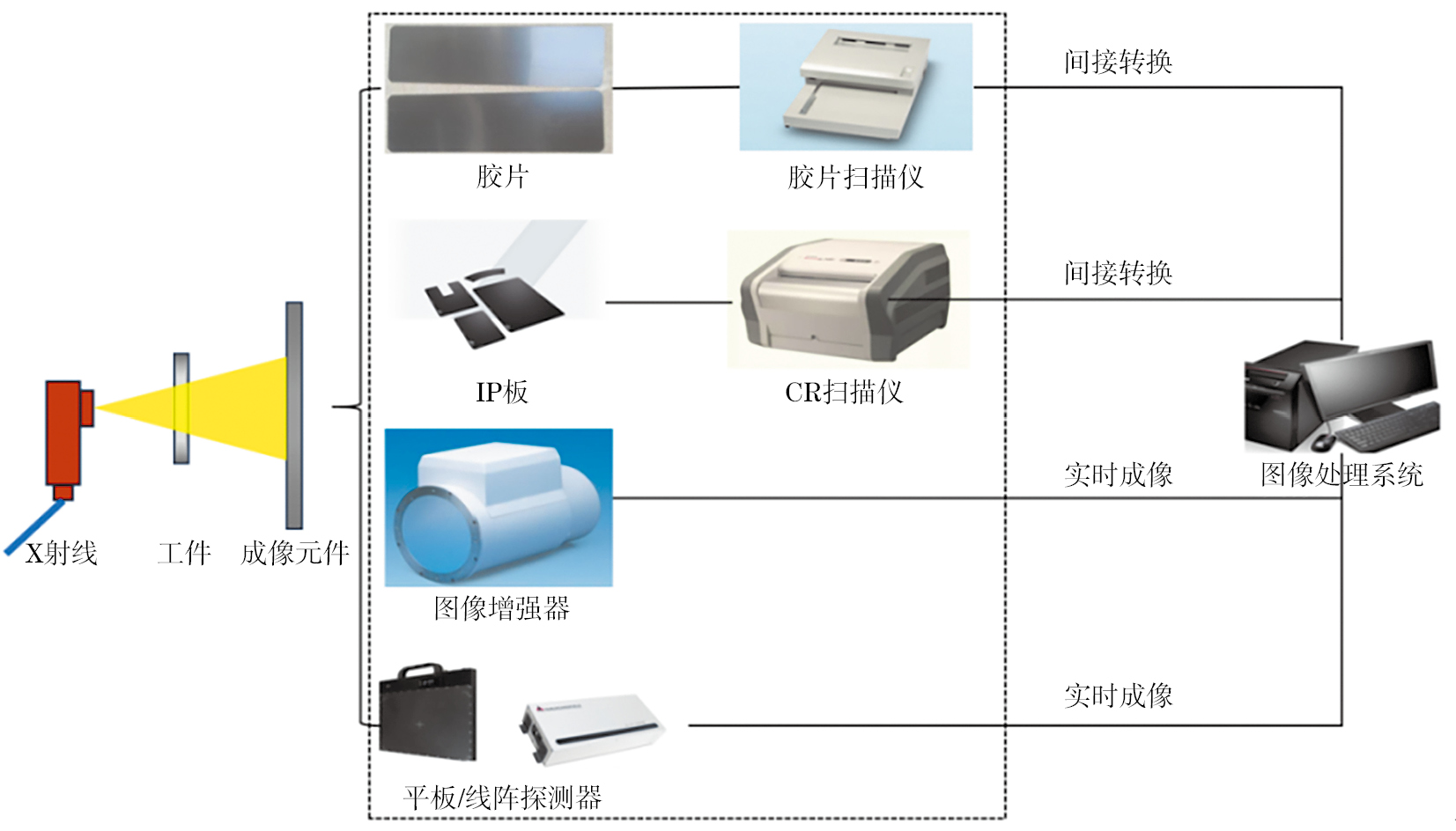
图 1 X射线数字成像检测技术示意

目前,胶片射线照相检测在核工业领域的无损检测中仍占据主要地位,但X射线数字成像检测技术已在相关研究和产品质量控制中表现出极佳的检出能力,且在工序简化、成本控制、数据存储等方面具有较大优势。可以预见X射线数字成像检测技术将结合人工智能等技术得到进一步创新和应用。为此,文章简要介绍了X射线数字成像检测技术的分类、原理及特点,重点介绍了其在核工业领域的应用概况及未来的挑战和发展。需指出,文章讨论的仅包括利用X射线管或加速器从单一视角获取图像的标准射线检测技术,从理论及应用基础两方面评估X射线数字成像检测技术的实践情况。
X射线穿透被检物体,因物体内部结构、密度不同,对射线的吸收衰减也不同,使穿透后的射线强度出现差异,经成像元件转换形成反映被检物体内部状况的影像。X射线数字成像检测技术主要是指将成像板、荧光屏、图像增强器、间接数字探测器及直接数字探测器作为成像元件的无胶片数字射线检测(Digital radiographic testing,DRT)技术和胶片数字化扫描技术,其示意如图1所示[1-2]。
胶片数字化扫描是对已曝光的胶片进行扫描,将胶片中的光学密度(Optical density,OD)信息转化为数字化图像的方法。胶片数字化扫描既不会改变胶片射线照相的作业流程,还可以解决胶片的保存问题,可融合人工智能与机器学习、大数据存储和管理技术,开发远程辅助评片及数据库管理等功能。因此,鉴于其他技术路径在核工业现场的实施难度较大、应用对比和验证周期较长,可以将胶片数字化扫描做为并行发展的技术路线[3]。
计算机射线(Computed radiography,CR)照相技术是将可重复使用的成像板(Imaging plate,IP)作为成像元件的X射线数字成像检测技术。在应用中,CR最大的优势是作业流程与胶片射线照相的类似,可以快速适应不同现场环境。其极宽的动态范围可以将曝光时间缩短1/2以上,同时还适用于代替多胶片或者厚度补偿的场景,且由于减少了化学药剂的使用,CR能够节省成本并提高生产力[4]。CR的缺点是图像质量比胶片射线照相的稍差且无法实时成像。
数字射线照相(DR)是以直接或间接探测器作为成像元件的数字化射线检测技术。平板型间接探测器的技术指标对比如表1所示,以最常见的非晶硅探测器为例,其已实现像素尺寸优于100 μm,1×1像素帧率为5~20 fps的指标。此外,线阵列探测器像素尺寸可以优于50 μm,结合延时积分技术可满足在线检测系统对高速、高灵敏度、低噪声和高分辨率的要求。在高能领域,结合CdWO4等闪烁体以及屏蔽设计可以保证极端辐射条件下的检测可靠性。薄膜晶体管(Thin film transistor,TFT)采用聚亚酰胺等柔性基板作为衬底,可以实现柔性探测器的设计,未来将适用于更多复杂器件的检测中。直接探测器中,非晶硒探测器主要应用在医疗领域中,碲化镉(CdTe)、碲锌镉(CZT)、单晶硅(Si)则是当前能谱成像的前沿研究内容[5]。
| 技术指标 | 探测器类型 | |||
|---|---|---|---|---|
| 非晶硅探测器 | IGZO探测器 | CCD探测器 | CMOS探测器 | |
| 结构 | 非晶硅PD+TFT开关 | 非晶硅PD+IGZO开关 | 闪烁体/荧光体+CCD传感器 | 闪烁体/荧光体+CMOS传感器 |
| 电子迁移率 | 0.5~1.0 cm2/V·s | 20~50 cm2/V·s | — | 1 400 cm2/V·s |
| 电子噪声 | 一般 | 好 | 好 | 更好 |
| 帧率 | 一般 | 好 | 一般 | 更好 |
| 量子效率 | 一般 | 较好 | 更好 | 好 |
| 最大动态范围 | 更好 | 更好 | 好 | 好 |
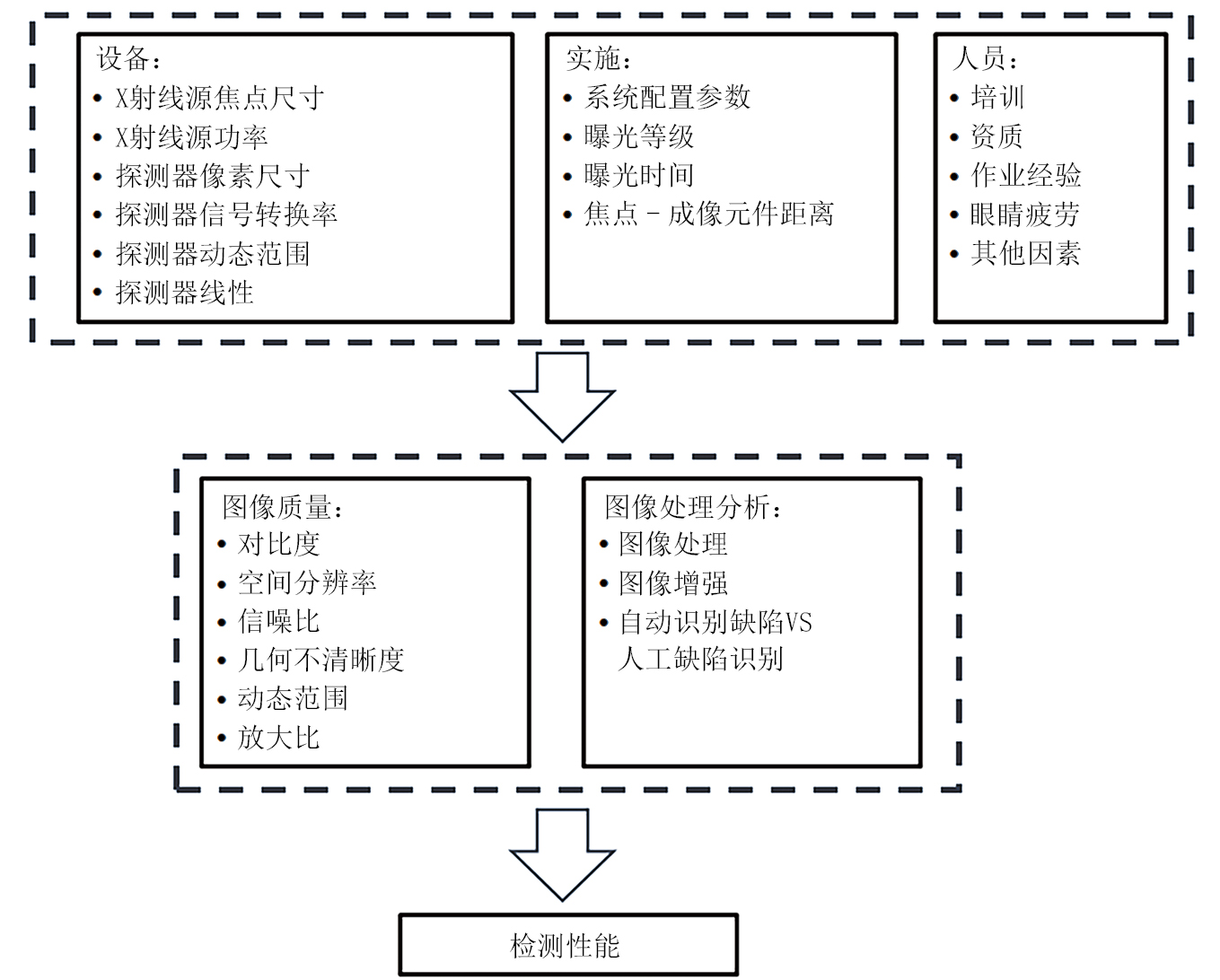
X射线数字成像检测技术的物理基础与胶片射线照相检测的一致,但由于所用成像元件不同,在检测图像质量表征、细节识别和检测技术控制等方面都存在明显差异。数字X射线检测检出能力的主要影响因素如图2所示[1]。
胶片、胶片数字化转化、CR和DR的技术指标对比如表2所示[1,6](表中所列信息为部分样本试验数据下的结论,且多基于通用仪器设备及工艺,可能不适用于核工业的检查场景,但可以帮助认识不同技术路径的总体对比趋势)。
| 技术指标 | 技术类型 | |||
|---|---|---|---|---|
| 胶片 | 胶片数字化转化 | CR | DR | |
| 对比度灵敏度 | 中等(依赖胶片类型) | 基本与胶片相同,考虑图像处理可进行优化 | 一般低于胶片,但利用HD-CR(高清CR)对比度会更好 | 一般低于胶片,因动态范围最大,适用于厚度变化大的工件 |
| 空间分辨率 | 5.0~10.0 lp/mm | 受扫描仪限制,可达到5.0 lp/mm | 略低于胶片,一般为4.0~5.0 lp/mm | 一般非晶硅平板探测器为3.5~4.5 lp/mm,直接/线阵列探测器会更高 |
| 信噪比 | 高(化学显影低噪声) | 中等(扫描引入噪声) | 高(光电噪声等) | 最高(光电噪声等),主要取决于探测器的选型 |
| 几何不清晰度 | 由焦点尺寸和几何布局决定 | 与胶片相同 | ASTM-E2002,EN444,EN462-5等标准限制几何不清晰度在基本空间分辨率的2倍 | |
| 动态范围 | 102∶1,窄,易过曝或欠曝 | 基本与胶片相同,考虑图像处理可进行优化 | 104∶1,宽,可替代多胶片,减少重拍 | 105∶1,最宽,宽容度最佳 |
| 曝光量 | 高,且需要精准控制曝光量 | 与胶片相同 | 低,为胶片法的1/5~1/20;要考虑在长期曝光下IP板饱和后的结构噪声问题 | 低,为胶片法的1/3~1/10。要考虑在长期曝光下探测器的噪声问题,可以通过多帧叠加或传感器校准解决 |
| 后期图像处理 | — | — | 可以提高灵敏度(约1~2个线对) | |
| 裂纹检出能力 | 较高 | 受扫描仪限制 | 较高,接近胶片 | 高,直接探测器甚至能提供优于胶片的裂纹检出能力 |
| 投资成本 | 低 | 中等 | 中等 | 高 |
| 运营成本 | 高 | 中等 | 较低 | 低 |
| 便携性 | 高 | 高 | 高 | 低 |
| 适应性 | 高 | 高 | 高 | 低 |
| 成像时间 | 胶片化学处理 | 节省了胶片处理时间 | IP板扫描时间,数分钟 | 实时成像,毫秒 |
核工业体系庞大,囊括了核燃料循环、核电建设及生产运行、核反应堆装置研发及应用、核技术应用等产业体系。射线检测技术是核技术应用的示范案例之一,在核燃料循环等产业体系中发挥了重要作用。随着X射线数字成像检测技术的发展,其在核工业的一些应用也取得了良好的经济和社会效益。
燃料元件(包括棒、板、球等形式)作为核反应堆的动力来源,是核反应堆最为核心和关键的部件[7]。其设计准则要求对制造阶段的燃料元件开展完整性检查、形状和尺寸检查以及元素分布检查。
在燃料元件完整性检查、形状及尺寸检查方面,射线检测有着较为明显的优势。针对燃料棒,荷兰JRC联合研究中心CASALTA等[8]对燃料棒、燃料球开展了胶片射线照相及中子照相,利用微密度计和激光扫描仪实现了数字化检测,尽管降低了射线检测的空间分辨率,但依然实现了对被检试件状态、位置及完整性的检查,最佳尺寸测量精度为20 μm,同时数字化后的图像可以经适当校准后用于区分材料的密度。该机构还将X射线数字成像检测技术和中子成像技术用于对放射性核素的嬗变、辐照后SiC涂层燃料球等的检测中。伊朗核科学与技术研究所NAZEMI等[9]基于MCNP方法模拟得到了对直径为10.95~11.90 mm的UO2燃料芯块、包壳材料为锆合金的燃料棒的最佳射线检测条件,并采用300 kV的X射线机对燃料棒进行了CR检测,曝光量为40 mA·min,并通过铜滤波器来减少散射的影响,燃料芯块、弹簧、锆合金包壳以及芯块的间隙都清晰可见。中核建中核燃料元件有限公司李平等[10]针对300 MW燃料棒开展了平板DR成像检测,灵敏度评价结果与胶片的一致:图像分辨率对应丝号达到D11级别,归一化信噪比为122,缺陷影像与金相检测结果也得到了交叉验证,满足现有燃料棒的检测要求。于文昕等对燃料棒焊缝DR成像检测工艺参数对图像质量的影响规律进行了试验,结果显示,焦距、管电压、曝光量对灵敏度影响较大,而对分辨率影响相对较小。针对燃料板,中国核动力研究设计院从20世纪90年代开始在不同时期分别采用胶片射线照相法、176Tm软射线实时成像法完成了对燃料板的芯体形状和尺寸的测量。许贵平等设计了一套燃料板芯体定位检测装置,通过X射线机、线阵列探测器和平板探测器针对燃料板开展了DR成像,取得了良好的图像效果,能够准确完成燃料元件芯体定位与检测。中核北方核燃料元件有限公司张小刚等[11]针对铝包壳燃料板建立了芯体自动定位检测方法,结合图像处理及自动识别技术,可以直接识别芯体边界,并获得芯体长度、宽度、对称度、飞溅的燃料颗粒等信息。针对燃料球,北京航空航天大学YANG等[12-13]采用微焦点X射线源针对高温气冷堆的TRISO燃料球开展了相衬DR成像,采用NL P-M模型对获得的图像进行去噪,得到了更为清晰的低密度包覆层边界,提升了测量精度;同年分析了测试盲区,对稀疏视图采样使用了动态标定等方法,实现了对漏失包覆燃料颗粒的自动识别。清华大学DU等[14]针对高温气冷堆球形燃料元件建立了一种自动X射线DR检测方法,在管电压140 kV的条件下每隔1°采集球形燃料元件的DR图像,对球形燃料元件的半径、几何中心、质量中心等多个参数进行了检测。印度尼西亚核燃料技术中心的ISMARWANTI等[15]针对直径为60 mm,包覆层厚度为0.92 mm的模拟球形燃料元件开展了DR检测,可以清楚识别到包覆层边界和燃料颗粒。针对燃料管,中核北方核燃料元件有限公司汤慧等[16]针对环型燃料元件端塞柱面环焊缝和端面环焊缝开展了平板DR检测,在推荐工艺条件下,端塞柱面环焊缝DR图像最小可见丝径为0.2 mm,对比金相结果,端塞端面环焊缝DR图像可检出直径为0.1 mm以上的气孔、夹杂等体积型缺陷。2024年该公司郑赛春等[17]针对环型燃料元件建立了一套数字X射线芯体定位检测系统,利用X射线机、平板探测器及运动机构对管型燃料元件进行DR扫描成像,实现燃料芯体轮动的自动识别与定位,定位精度达到0.2 mm。
燃料元件元素分布检查方面,由于结构特征的差异,单一视角的X射线数字成像检测技术主要用于燃料板的检测中,以表征铀分布均匀性或检查其他毒物的团簇现象。为了解决传统X射线胶片法耗时且昂贵的问题,丹麦瑞索国家实验室的DOMANUS等[18]对比胶片法和CR法在MTR燃料元件质量控制中的应用,在一定范围内对铀/铝铸锭缺陷的检测灵敏度达到了2%,并可通过图像灰度对燃料板的均匀性进行评价分析,但为了达到准确度要求,对同一件燃料板要进行12次扫描。麻省理工学院ABIR等[19]利用Genesis NEO s60型胶片数字化仪将胶片转化为数字化图像,考虑了X射线锥束分布和光束硬化的特点,采用前瞻性算法对光场强度进行修正,采用阶梯试块的多项式校正函数对光束硬化进行修正,从而以3 mm×3 mm和0.5 mm×0.5 mm的栅格点评价了燃料板的铀均匀性。印度巴巴原子研究中心金属燃料部SINHA等[20]利用非晶硅平板探测器针对不同铀面密度的燃料元件开展了DR检测,绘制了绝对灰度值与估计铀面密度的曲线,发现铀面密度与灰度值呈线性关系,从而对燃料元件中的铀进行均匀性分析,然而观察发现,在图像拼缝位置也观测到了差异较大的灰度分布,怀疑是X射线锥束分布和探测器不均匀响应导致的。太平洋西北国家实验室的GILBERT等[21]尝试利用HEXITEC型CdTe能谱X射线探测器精确测量粉末中铀的质量,通过仿真和试验X射线源入射光谱模型提供逆运算,通过类似于平板校正的方式实现探测器的校正,实现了对比色皿中铀和氧质量的估算,偏差为-0.01±0.62%,是目前可查的最高精度。然而,考虑到CdTe等能谱探测器的效率和尺寸问题,该方法的使用还有待考证。
此外,X射线数字成像检测技术还可以用于对燃料组件中其他构件的检测,如中核北方核燃料元件有限公司张小刚等[22]在450 kV,0.6 mA的条件下对带预置气孔缺陷的压水堆燃料组件管座开展了DR检测,结合透照角度变化可以获得全尺寸的上下管座图像,清晰识别?0.3 mm和?0.5 mm的孔型缺陷。
辐照后燃料元件的检测目标与制造阶段的类似,获取辐照肿胀、芯块破裂、弹簧缺失等信息以评价燃料元件的服役性能或确定破损失效的原因。但辐照后的燃料元件带有强放射性,不仅会造成信噪比降低,还对远程、自动检测提出了更高要求。
印度英迪拉甘地原子能研究中心SARAVANAN等[23]在360 kV条件下对辐照后燃耗深度达到112 GWd/t的铀钚混合氧化物(Uranium plutonium mixed oxide,MOX)燃料棒进行胶片射线照相检验,并使用激光扫描仪完成了胶片的数字化,评价了芯块的完整性,结合Laplace算子等图像处理算法,测量了燃料芯块总长、燃料棒直径、芯块与芯块之间的间隙、弹簧长度等尺寸参数,结果显示燃料芯块总长最小增加量为0.6 mm,燃料棒在燃料柱中部的最大直径膨胀为50 μm。英国尼克夏公司GRAS等[24]采用微焦点X射线在50 kV和90 kV条件下对模拟辐照后先进气冷反应堆(Advanced gas-cooled reactor,AGR)燃料棒开展了DR检测,模拟AGR燃料棒由不锈钢包壳和铅棒组成,包壳表面还喷涂了石墨材料以模拟辐照后燃料棒表面的碳沉积,结果显示,在50 kV下射线成像不仅能够提供碳沉积的厚度信息,还能够揭示沉积层的内部结构(如孔隙率、分层结构等),在90 kV下能够清晰显示包壳与铅棒之间的界面,从而进行燃料棒的几何尺寸测量(如包壳外径、燃料芯块外径等),其成像分辨率约为10~20 μm。韩国原子能研究所SHIN等[25]针对已燃耗的燃料棒开展了线阵列DR成像,结果显示,450 kV的能量足以用于观察辐照燃料棒内的二氧化铀,该研究中还利用CT技术对燃料芯块的中心孔隙和燃料组件的定位格架进行了尺寸测量。中国原子能科学研究院汤琪等[26]分别在200 kV和400 kV条件下对带预置缺陷的模拟燃料棒进行了线阵列DR成像,在低能量下观察了包壳管、包壳管与芯块之间的间隙、芯块之间的间隙以及弹簧的压紧状态,在高能量下观察燃料芯块开裂情况,可发现0.1 mm芯块间隙、0.2 mm芯包间隙、0.2 mm芯块裂纹宽度和0.4 mm芯块孔直径。
核电建设阶段,射线检验的对象主要为各类焊缝,包括对接焊缝、角接焊缝、插套焊缝等。由于设备内部结构复杂,管系布置紧凑,因此特别关注射线检测设备的小型化,以实现更高的可达性。在核电设备生产运行阶段,部分部件带有很强的放射性,故需要关注检测实施的便捷性、自动化,尽可能减少人员所受的辐照剂量。
加拿大原子能有限公司STOEV等[27]利用最大能量6 MeV的HX6型便携式直线加速器对CANDU堆设施厚混凝土进行了胶片射线检验,并开展了胶片数字化转化,为CANDU堆的寿命管理提供了数据支撑,试验结果显示,该方法可以识别厚度为1.2 m的混凝土中直径为4~6 mm的钢制品以及20 mm大小的空隙,可以识别厚度为0.7 m的混凝土中金属物体上1~2 mm的平面细节及10 mm大小的空隙,且激光胶片扫描仪的效果要优于CCD胶片扫描仪的。国核电站运行服务技术有限公司对某核电厂常规岛近百条管道焊缝开展了CR检测,图像质量接近胶片射线照相,具有较高灵敏度,还可以支持远程评片。中核武汉江苏分公司刘顺等[28]对某核电厂常规岛薄壁管开展了数字X射线检测,采用的检测系统以便携式小车为载体,兼具胶片、CR、DR检测能力,调试方便、影响范围小。美国电力研究所WALKER等[29]针对电站部件中的裂纹,特别是交换器管壁上的腐蚀疲劳裂纹开发了一种直接数字射线照相系统,系统包括了一台300 kV的X射线机,一个像素尺寸为80 μm、长度为457 mm的CMOS阵列探测器,通过机器人及反馈机制保证射线源和探测器的对准。结果显示,该系统可以实现疲劳裂纹的检出,同时有望通过密度分布来估计热疲劳裂纹等直裂纹的缺陷深度。中广核工程有限公司王东等[30]针对核电小径管对接焊缝开展了平板DR检测,对比胶片数字化转化的图像,结果显示,DR像质计灵敏度多见1~2个丝,空间分辨率基本一致,可见D8对丝,两者均满足标准要求,且DR检测所需剂量更低,处理速度更快,可以短时间多视角成像提高裂纹缺陷的检出能力。南昌航空大学朱秀森等[31]对核电用不锈钢小径管环焊缝开展了DR检测,结合暗通道图像增强方法,优化了低曝光量下的DR图像,图像对比度噪声比提高了31.5%,信噪比提高了约1.5倍,缺陷轮廓更清晰。中核核电运行管理有限公司李邱达等[32]对核级管道的DR检测几何参数开展了研究,结果显示,由于平板探测器无法紧贴焊缝,DR对焦距和透照次数的要求更严格。结合冷阴极X射线源的突破进展,中广核检测技术有限公司对某核电站常规岛焊缝实施了DR检测,该方法辐射剂量低、隔离边界小,可以支持在白天与其他工序交叉作业,进而缩短工期。国核电站运行服务技术有限公司对某核电站常规岛焊缝实施了DR检测、异物和液位检查,单次曝光时间为1~2 s,无需洗片,将检测作业工期由15 d缩短至3 d。此外,冷阴极X射线DR检测在多处核电站中均有应用案例。
特殊核材料(Special nuclear materials,SNMs)的监控与管理是保证核安全与核不扩散的重要任务,X射线照相技术通常用来确认特殊核材料包装是否符合验收标准,例如检查是否存在气溶胶、自由液体或空隙空间等异常。
美国萨凡纳河国家实验室HOWARD等[33-34]为了匹配特殊核材料包装的尺寸,设计了一套带光学偏转的DR系统,与常规DR系统不同的是,该系统闪烁体上的可见光是用镜子及CCD光学相机进行记录的,评估了X射线数字成像检测技术在正常运输条件和假设事故条件下要求的特殊核材料容器测试效果,结果显示,该方法能够通过一次曝光实现特殊核材料包装的全尺寸检测,可以减少拆分的数量,也节省了大量的人力和成本。中国核动力院潘喆等针对乏燃料溶解强度角焊缝开展了CR成像,对不锈钢、锆合金、钛合金制备的角焊缝模拟件,CR表现出了优于胶片射线照相的检出能力,且所需的曝光量更小。为了解决特殊核材料自发辐射的干扰问题,法国原子能和替代能源委员会PEROT等[35]开发了用于乏燃料包装的高能X射线成像装置,可以提供内部结构和材料的信息。
由于核工业的特殊性,核工业无损检测不仅对缺陷检出率、检测灵敏度、可靠性、重复性等的要求高,还对检测缺陷的可视化、定性定量评价有一定的需求;不仅关注新方法、新技术、新设备的技术成熟度,还对检测能力验证、检测程序控制等有详细规定[36]。目前X射线数字成像检测技术在核工业领域的应用集中在非核岛结构件、新的检测对象,或者一些胶片射线照相法无法实现检测目的的场景。要发挥X射线数字成像检测技术的潜力,满足核工业高质量发展的检测需求,还应该在以下方面开展攻关。
(1)关键设备仪器
X射线数字成像检测技术对关键仪器设备的需求尤为旺盛。目前国内在高能X射线加速器方面达到了国际先进水平,而在高电压X射线机、微焦点X射线机、棒阳极X射线机、液态金属靶X射线机等方面均与国外存在一定差距。在探测器方面,IP板主要依赖日本富士、德国Agfa、美国柯达和日本科尼卡等公司,奕瑞、善思微等公司的非晶硅、CMOS探测器则达到了较为先进的水平。国内应加强关键设备仪器的研发投入与技术攻关。
(2)图像处理与分析
X射线数字成像检测技术通过数字图像的处理、增强,可达到和胶片射线照相相当的灵敏度,同时结合人工智能与机器学习、数字孪生等技术可实现自动定性定量检测、合格性判定甚至云数据管理、数据映射等功能。目前国内有较多基于图像处理与分析单项目标而开展的基础研究,但是行业认可度不高,在数字化、信息化、智能化制造运维方面也缺乏重大工程或小型示范工程的牵引。
(3)检测能力验证
X射线数字成像检测技术要经过能力验证才具备实施的价值。美国电力研究所已开展了一项“无胶片射线照相评估”计划,对比展示了X射线数字成像检测技术与胶片射线成像的检测能力。而国内研究还不够系统,考虑CR、DR等在实际应用中各具优势,故要尽可能多地开展验证工作。
(4)建模与仿真
数字X射线检测系统价格相对高昂,引入扫描仪或探测器后影响因素更为复杂,系统研制或选型时很难直接参考标准规范,也难以用试错法得到结果,故有必要发展建模及仿真技术。美国MCNP、瑞士GEANT4、中国SupoerMC等软件可基于蒙特卡洛方法实现仿真;法国CIVA、德国aRTist等软件则进一步结合了X射线指数衰减规律,仿真更为简单适用。因此,应充分利用仿真软件开展应用及优化,并发展国产仿真软件,形成核工业领域的射线检测数据库,为特殊领域的检测需求奠定技术基础。
(5)标准与规范
检测应用必然要走向标准与规范。美国材料与试验学会于1999年制定了CR检测技术标准ASTM E2033-99 Standard Practice for Computed Radiology (Photostimulable Luminescence Method),美国机械工程师协会在ASME第V卷第2章补充了数字成像检测技术,国际标准化组织将部分CR欧标转为ISO标准,制定了焊接接头检验的数字探测器X射线和γ射线检验技术标准,美国联邦工业数字射线照相组(FWGIDR)发布的白皮书中介绍了当前可用的规范和标准。国内的国家或行业标准多数属于国外标准的转化,但核工业领域的相关标准规范还不健全,需要进一步发展提升。
(6)人员培训
开展检测人员的培训是胶片向数字化图像过渡的重要问题。美国联邦工业数字射线照相组(FWGIDR)制定了Ⅰ、Ⅱ、Ⅲ级数字射线照相人员的推荐培训课程,中国特种设备检验协会、中国机械工程学会无损检测分会等具备数字射线照相人员培训及取证资质,但核工业领域的培训考核体系还不健全,需要加快建立健全培训考核体系。
(7)多视角检测及多模态融合
多视角检测是指从不同投影角度获取检测对象数字图像进行综合分析,最为理想的多视角检测即CT技术,应用前景极为广阔[37-38]。多模态融合则是指将X射线数字成像检测技术与其他技术(中子成像、γ成像、μ子成像、相控阵超声等)相结合,如在乏燃料检测中,X射线用于检测密度和结构,中子用于检测氢含量或裂变产物分布,γ射线用于检测核素类型[39],以促进检测能力的整体提升。
X射线数字成像检测技术可以解决胶片射线照相法工序复杂、不易存储、数据复现性差、受人为影响大等问题,提高获取结构、尺寸、密度等信息的能力,实现数据的远程传输、专家诊断、长期保存和深度挖掘,已经表现出与胶片射线照相法接近或相当的检测能力。在核工业领域,X射线数字成像检测技术在核燃料元件、核电设施非核岛结构件、特殊核材料的检测中已发挥重要作用,为加快其在核工业领域的应用,未来还需要从关键设备仪器、图像处理与分析、检测能力验证、建模与仿真、标准与规范、人员培训等方面开展攻关,从而满足核工业高质量发展的检测需求,推动无损检测技术的发展和应用。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号