Table 1. 420 MPa级海洋牧场用钢的化学成分
| 项目 | 质量分数 | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Al | Nb | V | Ti | |
| 实测值 | ≤0.12 | ≤0.35 | ≤1.60 | ≤0.015 | ≤0.002 | 0.02~0.05 | ≤0.04 | - | ≤0.020 |

随着海洋经济的快速发展,海洋牧场作为一种新型的海洋资源开发利用模式,正在全球范围内得到广泛关注和推广。随着海洋渔业逐渐向深远海发展,需要提高钢材的强度,以满足海洋牧场装备向大型化、轻量化方向发展的需求[1]。
目前,国内海洋牧场用钢主要用于普通船板和高强船板,其强度和焊接性能难以满足深远海海洋牧场建设的需求。国外海洋牧场用钢多为调质态高强钢,虽然其强度和耐腐蚀性较高,但生产工艺复杂、成本高。近年来,国内外学者在高强海洋用钢的开发方面取得了一系列进展。日本学者开发了具有优异耐腐蚀性能的Mariloy G系列高强钢,广泛应用于海洋平台建设中。国内研究人员也相继开发出多种海洋工程用高强钢,但该钢在海洋牧场领域的应用研究相对较少。笔者开发了一种适用于海洋牧场建设的高强钢,并系统研究了其组织性能及焊接性能,为其在海洋牧场建设中的应用提供了理论依据和技术支持。近期某研究机构测算,在不改变原始海洋牧场结构的前提下,强度为420 MPa钢材的用钢量比强度为355 MPa钢材减少了12.5%左右。
该钢种的设计思路为采用低碳设计,主要目的是降低冷裂纹的敏感性,提升其焊接性能。需要严格控制该钢中P、S元素的含量,保证钢材的洁净度及韧性。在后续轧制及冷却工艺中添加Nb、Ti微合金元素,可以达到细晶强化[2]、析出强化[3]的目的。420 MPa级海洋牧场用钢的化学成分如表1所示。
| 项目 | 质量分数 | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Al | Nb | V | Ti | |
| 实测值 | ≤0.12 | ≤0.35 | ≤1.60 | ≤0.015 | ≤0.002 | 0.02~0.05 | ≤0.04 | - | ≤0.020 |
针对该钢种的主要生产路径为:KR预处理脱硫→转炉吹炼→LF(钢包精炼炉)+RH(耐火加热)真空处理→动态轻压下连铸→板坯二切→板坯加热→控轧控冷→缓冷→无损检测→剪切→取样性能检验→表面质量和外观尺寸标识→出厂。重点关注工序主要为炼钢P、S元素控制及钢种冶炼过程中夹杂物的控制、加热温度、控轧控冷,以及最终的表面处理。
(1)在来料铁水中加入石灰石等脱硫剂,进行KR搅拌,去除铁水中的S元素及夹杂物,保证进转炉的S元素含量。
(2)转炉工序采用顶底复吹模式去除钢液中的有害杂质元素P及气体元素,保证钢液温度和停吹氧含量。
(3)炉外精炼采用LF+RH真空处理,保证最终钢水中S元素及气体元素的去除。
(4)连铸工序需要具有一定的镇静时间,以保证钢水中夹杂物充分上浮;配合轻压和合适均匀的浇铸速度,可以保证钢坯的纯净度。
(1)加热工艺,为保证该成分中加入的Nb、Ti等微量合金元素充分发挥作用,确保Nb元素充分固溶,将该钢种的加热温度控制为1 120~1 180 ℃。
(2)轧制工艺采用两个阶段轧制,对于粗轧阶段,一般在奥氏体完全再结晶区域进行轧制,待温度降低至部分再结晶区域,停止轧制进行待温,直到钢板温度达到完全未再结晶区,进一步进行精轧阶段的轧制。粗轧阶段温度一般控制为1 050~1 130 ℃,原始奥氏体将变形并渗透到钢的心部,精轧开轧温度控制为850~950 ℃,避免出现混晶,在保证钢板入水前组织全部奥氏体化的基础上,尽可能将终轧温度降低,从而达到细晶效果。
(3)加速冷却的主要目的是获得以贝氏体为主的多相组织,并兼顾材料的强度与韧性,根据该钢种厚度的不同,将开冷温度控制为780~830 ℃,冷却速率控制为14~25 ℃/s,终冷温度控制为450~600 ℃。
采用上述工艺生产厚度为75 mm 的420 MPa级高强海洋牧场用钢,对该钢进行拉伸试验、冲击试验、晶粒度测试、止裂性能和焊接性能试验。该钢材的屈服强度为440~500 MPa,抗拉强度不小于540 MPa,延伸率不小于20%,-60 ℃冲击吸收能量不小于180 J,止裂性能及焊接性能优良。
按照中国船级社《材料与焊接规范》(2024)进行拉伸试验,结果如表2所示。由表2可知:钢板的抗拉强度、屈服强度、断后伸长率、断面收缩率均符合该标准要求。
| 项目 | 抗拉强度/MPa | 屈服强度/MPa | 断后伸长率/% | 断面收缩率/% |
|---|---|---|---|---|
| 实测值 | 540~600 | 440~500 | 22~30 | 65~80 |
| 标准值 | 520~680 | ≥420 | ≥19 | ≥35 |
按照中国船级社《材料与焊接规范》(2024)进行冲击性能测试,结果如表3所示。由表3可知:在-60~0 ℃条件下,钢板的冲击吸收能量均满足该标准的要求(-40 ℃条件下冲击吸收能量不小于42 J),且纤维率不小于85%。
| 温度/℃ | 冲击吸收能量/J | 纤维率/% | ||||||
|---|---|---|---|---|---|---|---|---|
| 测试值1 | 测试值2 | 测试值3 | 均值 | 测试值1 | 测试值2 | 测试值3 | 均值 | |
| 0 | 291 | 289 | 286 | 289 | 95 | 100 | 99 | 98 |
| -20 | 216 | 260 | 256 | 244 | 100 | 99 | 100 | 100 |
| -40 | 268 | 245 | 228 | 247 | 92 | 93 | 98 | 94 |
| -60 | 212 | 210 | 199 | 207 | 92 | 85 | 93 | 90 |
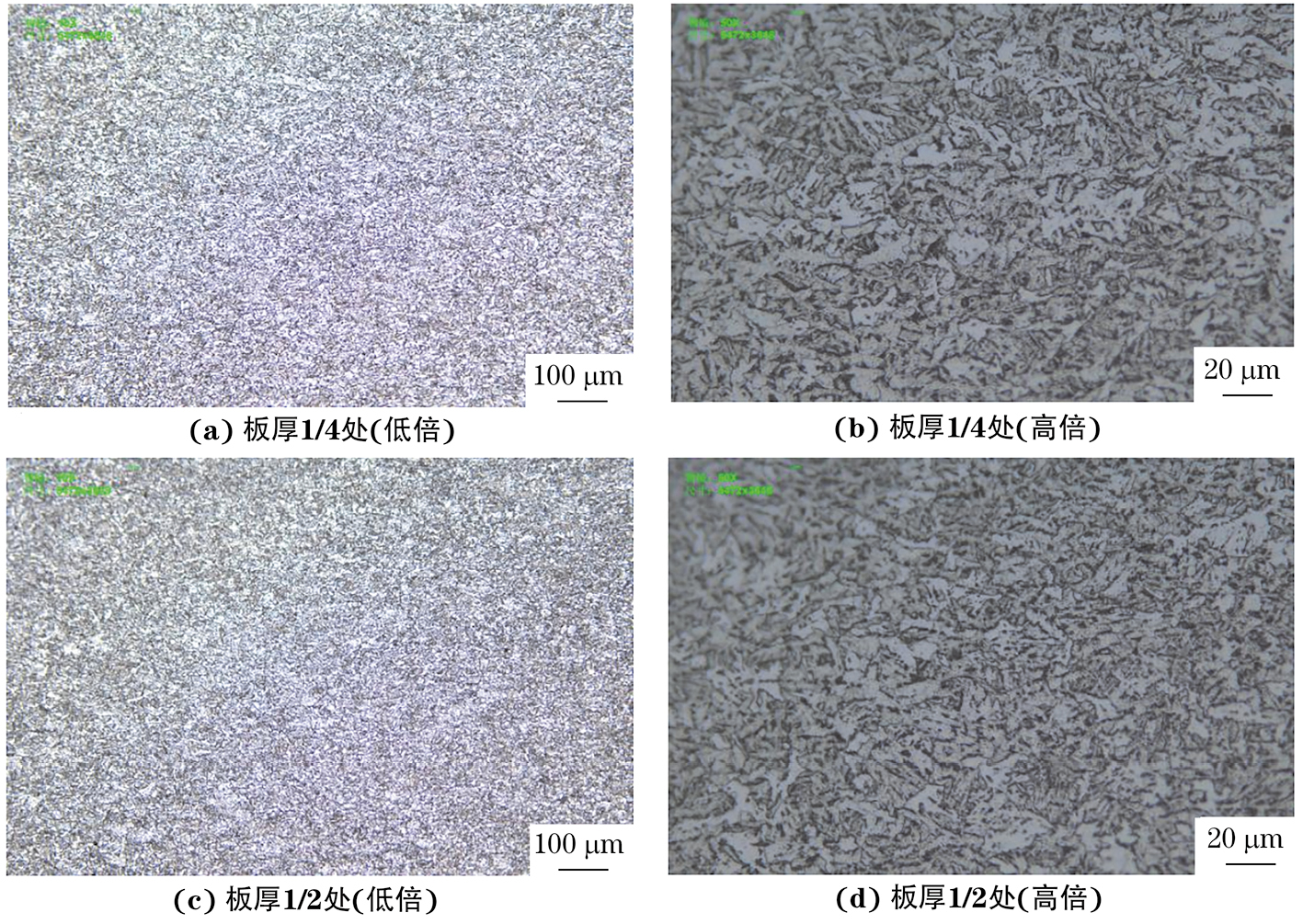
用光学显微镜观察厚度为75 mm的高强海洋牧场用钢的显微组织,结果如图1所示。由图1可知:该钢的组织为贝氏体加少量铁素体,晶粒度级别为11~12 级,晶粒组织细小均匀。
根据BS ISO 12135:2021(E) 《金属材料 准静态断裂韧性测定的统一试验方法》,在温度为-10 ℃条件下对试制420 MPa级海洋牧场用钢进行CTOD(裂纹尖端张开位移)试验,结果如表4所示(其中a0为初始裂纹长度,vp为缺口张开位移塑性分量,Fm为最大力,δm为CTOD 特征值)。由表4可知:钢板在温度为-10 ℃时的δm不小于1.984 mm,且试验过程中未出现瞬间载荷迅速下降、位移增加很小的“突进”现象,说明试制钢板的止裂性能优异[4]。
| a0/mm | 位移控制加载速率/(mm·min−1) | vp/mm | Fm/N | δm/mm |
|---|---|---|---|---|
| 37.94 | 1.2 | 7.317 | 303 219 | 2.028 |
| 37.15 | 1.2 | 7.301 | 316 209 | 2.023 |
| 37.35 | 1.2 | 7.011 | 306 056 | 1.984 |
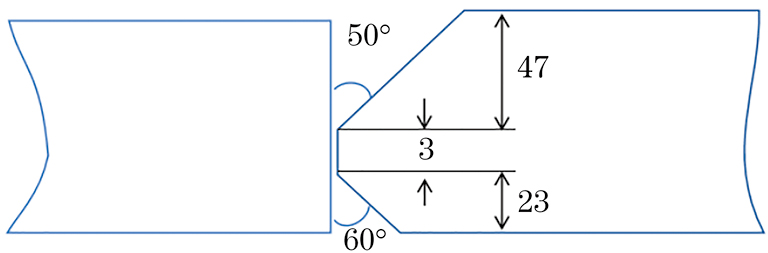
75 mm 厚420 MPa级海洋牧场用钢采用埋弧焊的方式焊接,坡口尺寸如图2所示,焊接工艺参数如表5所示。
| 焊速/(mm·min−1) | 电流/A | 电压/V | 热输入/(kJ·cm−1) |
|---|---|---|---|
| 320 | 695~710 | 37~39 | 48~52 |
对焊接接头进行横向拉伸试验、弯曲试验及夏比(V型缺口)冲击试验,该板焊接性能良好[5],满足中国船级社《材料与焊接规范》(2024)的要求。焊接后钢板的拉伸试验结果如表6所示。弯曲试验结果显示钢板的正面和侧面均无裂纹。焊接后钢板的冲击试验结果如表7所示。
| 断裂位置 | 屈服强度/MPa | 抗拉强度/MPa | 断后伸长率/% |
|---|---|---|---|
| 母材 | 459.9 | 583.6 | 21.6 |
| 母材 | 462.3 | 585.8 | 22.2 |
| 位置 | 缺口位置/mm | 冲击吸收能量/J | 纤维率/% | ||
|---|---|---|---|---|---|
| 实测值 | 均值 | 实测值 | 均值 | ||
| 近表面 | 焊缝 | 257,256,250 | 254 | 95,100,95 | 97 |
| 熔合线 | 160,118,161 | 146 | 100,100,100 | 100 | |
| 熔合线+2 | 259,271,251 | 260 | 93,100,100 | 98 | |
| 熔合线+5 | 277,283,273 | 278 | 100,100,100 | 100 | |
| 熔合线+10 | 267,274,283 | 275 | 100,100,100 | 100 | |
| 熔合线+20 | 264,262,241 | 256 | 100,100,100 | 100 | |
| 根部 | 焊缝 | 251,192,205 | 216 | 96,92,90 | 93 |
| 熔合线 | 254,253,207 | 238 | 99,100,100 | 100 | |
| 熔合线+2 | 265,253,272 | 263 | 100,100,96 | 99 | |
| 熔合线+5 | 252,259,267 | 259 | 100,100,100 | 100 | |
| 熔合线+10 | 264,281,266 | 271 | 100,100,100 | 100 | |
| 熔合线+20 | 240,232,268 | 247 | 100,100,100 | 100 | |
在较低碳、磷、硫元素含量的钢中添加了适量的Nb、Ti微合金元素,并配合合适的控轧控冷工艺,成功开发了厚度为75 mm的420 MPa级高强海洋牧场用钢。试验钢材的屈服强度达到440~500 MPa,抗拉强度不小于540 MPa,延伸率不小于20%,-60 ℃条件下的冲击吸收能量不小于180 J,同时,该钢还具有优异的止裂性能和焊接性能。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号