Table 1. TA15合金的主要化学成分
| 参数 | 元素 | |||||||
|---|---|---|---|---|---|---|---|---|
| Al | Zr | V | Mo | Ti | Fe | Si | C | |
| 质量分数 | 5.7~7.0 | 1.5~2.5 | 0.8~2.5 | 0.5~2.0 | 余量 | <0.25 | <0.15 | <0.010 |

钛及钛合金作为结构金属,具有比强度高、抗腐蚀性好、耐高温等一系列突出优点,能够进行多种方式的压力加工成形、焊接和机械加工[1]。TA15钛合金名义成分为Ti-6.5Al-2Zr-1Mo-1V,该合金具有良好的焊接性能和工艺塑性,可用于生产厚板、薄板、型材、锻件、模锻件、棒材和线材等,在飞机发动机和飞机结构件中应用广泛[2]。
文章针对TA15钛合金冷轧板制成的滚筒零件进行了渗透检测工艺研究,采用着色渗透检测和不同灵敏度荧光渗透检测方法对浅表裂纹缺陷试样进行检测试验;对不同检测方法和检测灵敏度的检测结果进行分析;最后,结合裂纹缺陷的微观分析结果,对于浅表微裂纹渗透检测给出了最优检测方法和灵敏度推荐,以为TA15钛合金冷轧板等制件的质量控制和渗透检测工艺提供数据支持和保障[2-3]。
试验材料为TA15钛合金冷轧板,其主要化学成分如表1所示。工程实践表明在使用厚1.2 mm TA15钛合金冷轧板冷弯圈筒的过程中发生过表面开裂现象。
| 参数 | 元素 | |||||||
|---|---|---|---|---|---|---|---|---|
| Al | Zr | V | Mo | Ti | Fe | Si | C | |
| 质量分数 | 5.7~7.0 | 1.5~2.5 | 0.8~2.5 | 0.5~2.0 | 余量 | <0.25 | <0.15 | <0.010 |
该零件的主要生产工序为:熔炼→锻造→板坯铣面→热轧开坯→淬火→表面擦白→热轧中间品→热轧半成品→碱酸洗→修磨→清洗→半成品常化→碱酸洗→冷轧成品→成品常化→成品碱酸洗→成品剪切→成品检验。
该零件的渗透检测工序常规采用了溶剂去除型着色渗透检测方法,发现表面存在裂纹显示。后续在微观分析过程中发现合格零件上也存在微裂纹。对该批次零件重新进行溶剂去除型着色渗透检测,仍未发现微裂纹,因此对该批次零件进行彻底清洗后再进行荧光渗透检测。最后,发现部分零件表面上存在微裂纹荧光显示。为了检验渗透检测方法的有效性,在微裂纹零件缺陷区域取样制作典型试件,其实物如图1所示,再对试件进行系统的荧光渗透检测试验,保证表面微裂纹100%被检出,开展了不同灵敏度和不同渗透检测方法的检测试验。
着色渗透检测工艺采用Ⅱ类C法e型,着色渗透剂型号为DP-51,非卤溶剂去除剂型号为DR-60,非水湿溶剂显像剂型号为D-106(均为美国歇尔温公司产品)。
荧光渗透检测工艺采用可水洗型荧光渗透检测和亲水性后乳化荧光渗透检测方法。
亲水性后乳化荧光渗透检测方法对应的渗透系统为Ⅰ类D法a型,荧光渗透剂选用2级(ZL-2C)、3级(ZL-27A)和4级(ZL-37)灵敏度,工艺参数按照标准HB/Z 61—1998《渗透检验》执行,乳化剂(ZR-10B)浓度为15%,乳化时间为30 s。显像剂为干粉显像剂(ZP-4B),显像时间为15 min(均采用美国磁通公司产品)。
可水洗型荧光渗透检测方法对应的渗透系统为Ⅰ类A法a型,荧光渗透剂选用1级(ZL-19)、2级(ZL-60D)、3级(ZL-67)和4级(ZL-56)灵敏度,工艺参数按照标准HB/Z 61—1998执行。显像剂为干粉显像剂(ZP-4B),显像时间为15 min(均采用美国磁通公司产品)。
分别记录检测结果并进行缺陷的微观分析,最终得出最佳的渗透检测工艺[4-6]。
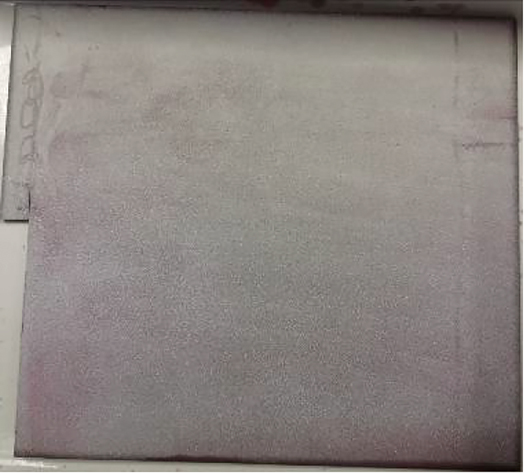
使用溶剂去除型着色渗透检测方法对试件进行检测,检测结果如图2所示,未发现任何缺陷显示。
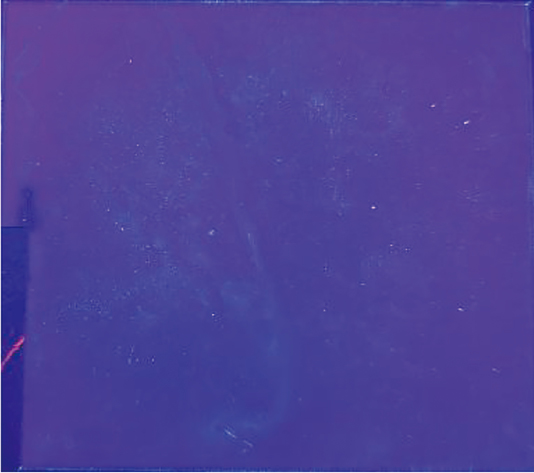
1级灵敏度可水洗型荧光渗透检测方法的检测结果如图3所示,可见,在试件表面存在少量零星点状显示,颜色呈淡淡的蓝白色,非常不清晰,一般作为正常的背景显示处理。
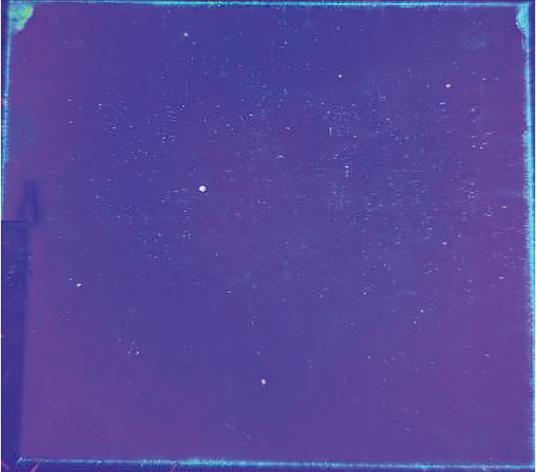
2级灵敏度可水洗型荧光渗透检测结果如图4所示,可见,在试件表面存在零星点状显示,大部分颜色呈蓝白色,显示不清晰,但较1级水洗显示略清晰,个别显示能够识别出异常。
3级灵敏度可水洗型荧光渗透检测结果如图5所示,可见,在试件表面存在零星点状显示,大部分颜色呈蓝白色,显示不清晰,与2级可水洗型检测的显示基本差不多,个别荧光显示能够识别出异常。
4级灵敏度可水洗型荧光渗透检测结果如图6所示,可见,在试件表面存在大量成片点状显示,显示比较清晰,较1、2、3级可水洗型检测的显示更为清晰,但背景显示更为严重。
2级灵敏度亲水性后乳化荧光渗透检测方法的检测结果如图7所示,可以看出,试件表面存在清晰零星点状显示,较水洗法显示更为清晰,显示能够被识别出异常,背景显示良好。
3级灵敏度亲水性后乳化荧光渗透检测方法的检测结果如图8所示,可以看出,试件表面存在大量的点状显示,显示清晰,较2级后乳化法的显示结果更为清晰,一些更为细小的缺陷能够被检出。
4级灵敏度亲水性后乳化荧光渗透检测方法的检测结果如图9所示,可以看出在试件表面存在大量的点状显示,显示清晰,与2、3级亲水性后乳化的显示结果相比,清晰程度差不多但其背景更为严重。
对试件表面上不同类型的荧光显示进行取样金相检验,确定显示的性质和尺寸。试件表面上能够观察到的荧光显示区域分为明显的缺陷显示区域(1#),轻微点状显示(2#)区域以及无缺陷背景显示区域(3#),其具体分区如图10所示。
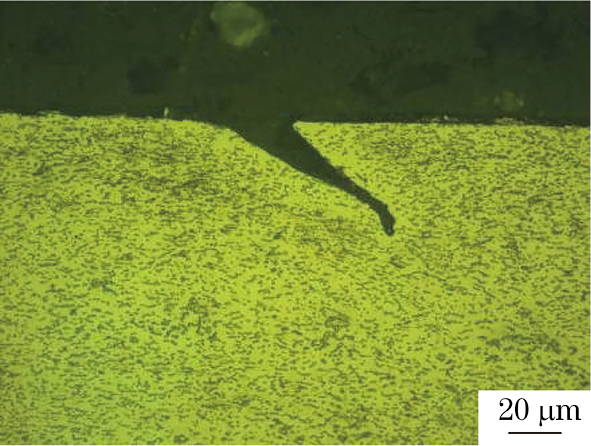
1#区域的微裂纹金相照片如图11所示,可见裂纹深度约为50 μm,宽度最大约为20 μm,平均宽度约为12 μm,深宽比约为4∶1。
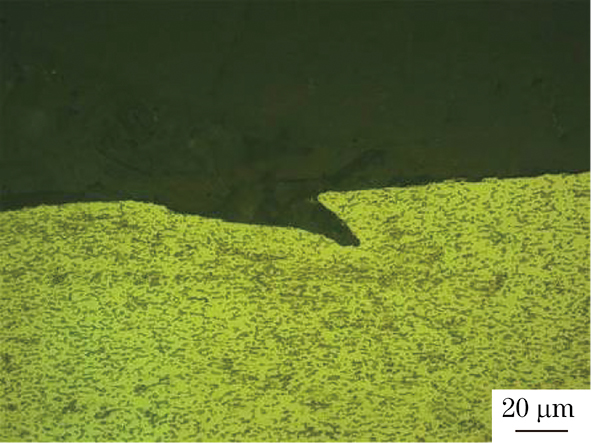
2#区域的微裂纹金相照片如图12所示,可见裂纹深度约为20 μm,宽度最大约为30 μm,平均宽度约为10 μm,深宽比约为2∶1。
3#区域的金相照片如图13所示,可见未发现裂纹缺陷,偶见凹坑,凹坑深度最大约为20 μm,宽度大于20 μm,深宽比均小于1。
以上试验结果表明,对于此种缺陷尺寸过小的微裂纹缺陷,采用着色法是无法检测的,灵敏度达不到要求。
采用1级灵敏度可水洗型荧光渗透检测方法也无法保障此类裂纹缺陷的有效检出,其一般会被认为是点状的背景显示而忽略掉。对于2级和3级可水洗型荧光渗透检测方法而言,2级和3级灵敏度之间并没有明显差异,且较1级灵敏度更高,可发现深度为50 μm,深宽比大于4∶1的裂纹缺陷,但对于深度约为20 μm,深宽比约为2∶1的裂纹缺陷很难检出。从4级灵敏度可水洗型荧光渗透检测方法的结果来看,深度约为20 μm,深宽比约为2∶1的裂纹缺陷可以被检出,但背景不佳,即便无缺陷区域(由于存在凹坑或者表面不平整等情况)也会有较为严重的背景。
采用亲水性后乳化荧光渗透检测方法检测时,2、3、4级灵敏度对1#区域和2#区域上的微裂纹均能够检测出来,但4级灵敏度背景不佳,3#区域也略有背景显示,而2级和3级检测结果基本一致,3级灵敏度的显示边界更为清晰。说明2、3级亲水性后乳化荧光渗透检测方法可以检出深度约为20 μm,深宽比约为2∶1的裂纹缺陷且背景良好,效果较4级可水洗型荧光渗透检测方法和4级亲水性后乳化荧光渗透检测方法要好。
(1)对于钛合金冷轧板表面深度小于50 μm的裂纹缺陷,着色渗透检测方法无法检出。
(2)对于钛合金冷轧板表面深度大于20 μm、深宽比2∶1的裂纹缺陷,亲水性后乳化荧光渗透检测方法和4级可水洗型荧光渗透检测方法可以检出。
(3)对于钛合金冷轧板表面深度大于20 μm且小于50 μm、深宽比大于2∶1且小于4∶1的裂纹缺陷,1,2,3级可水洗型荧光渗透检测方法检出概率不高,存在较大漏检风险。
(4)钛合金冷轧板表面微裂纹最优的检测方法为亲水性后乳化荧光渗透检测方法,最佳灵敏度为3级。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号