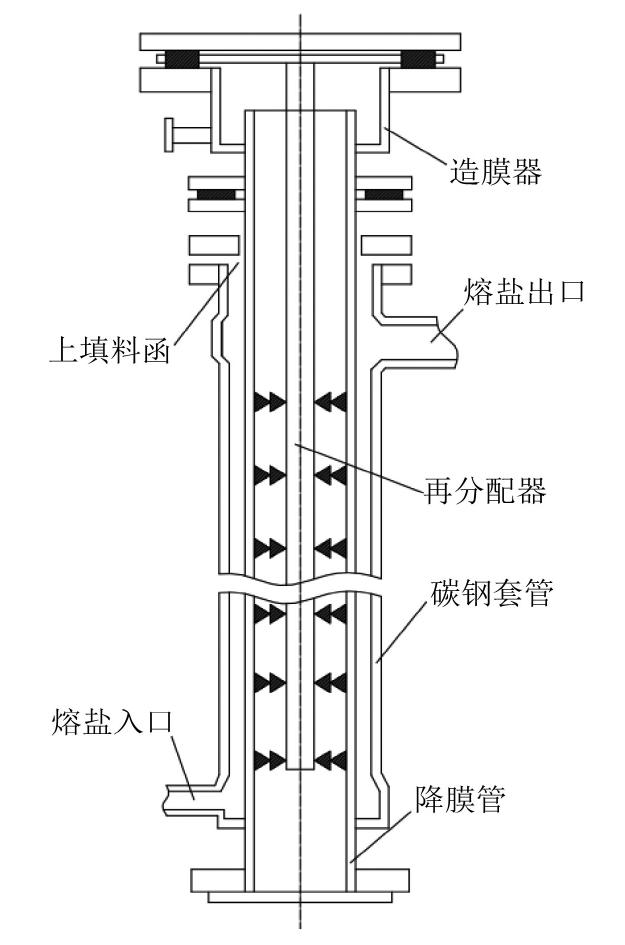
图 1 降膜蒸发器结构示意图
Figure 1. Schematic diagram of falling film evaporator

烧碱(NaOH)是重要的化工原料,广泛应用于造纸、纺织、印染等行业[1],2021年中国烧碱产量达3 891万t。在烧碱生产中,随着各工序的推进,碱液含量和温度不断升高,环境腐蚀性越来越强,因此在制碱各阶段会选用不同的金属材料,如碳钢、不锈钢、镍基合金等[2]。降膜蒸发器属于固碱最终浓缩系统,接触高温高含量碱液,其适用的耐碱蚀材料只有工业纯镍。另外,制碱过程中残留的杂质如NaCl、NaClO3等也加剧了碱液对材料的腐蚀[3]。在热浓烧碱中,镍腐蚀主要表现为均匀腐蚀,受碱液温度、NaOH含量、流速、和杂质含量等因素的影响[4-5],另外,在300~500 ℃热浓烧碱(NaOH质量分数75%~98%)中没有退火处理的镍易发生晶间腐蚀。工艺环境不同将导致镍的腐蚀状态存在差异。
国内某化工厂降膜蒸发器降膜管(纯镍管)在使用1 a多后就发生了泄漏。该降膜蒸发器具有内外两层结构,如图1所示。降膜管为内层,其内部介质是碱液,160 ℃、60%(质量分数)NaOH溶液从降膜管上端口流入,加热浓缩后从下端口出;内外层间介质为高温熔盐,其入口温度为390~430 ℃。为分析蒸发器降膜镍管的腐蚀泄漏原因,避免类似事故再次发生,采用光学显微镜、扫描电镜和电子探针等分析手段对泄漏管材的外观、化学成分、显微组织、断口形貌进行检验,研究了镍管在特定高温高浓度烧碱中的腐蚀行为。
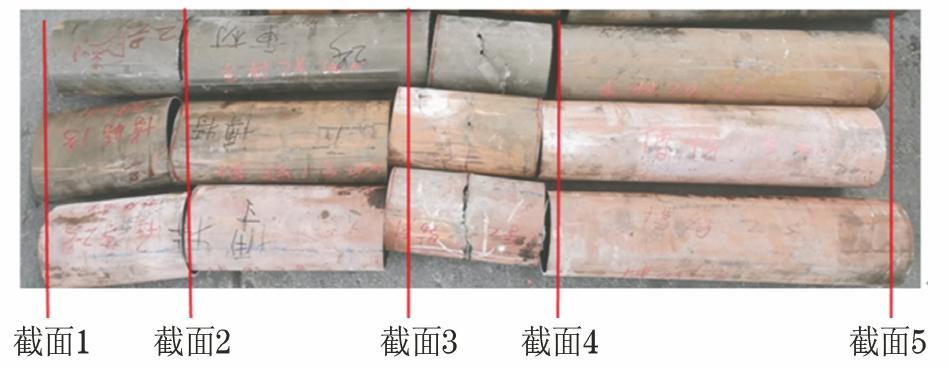
从现场4支泄漏失效镍管的泄漏区域(均位于管中下部)锯切1.2~1.5 m长的管道用于测试分析,如图2所示。
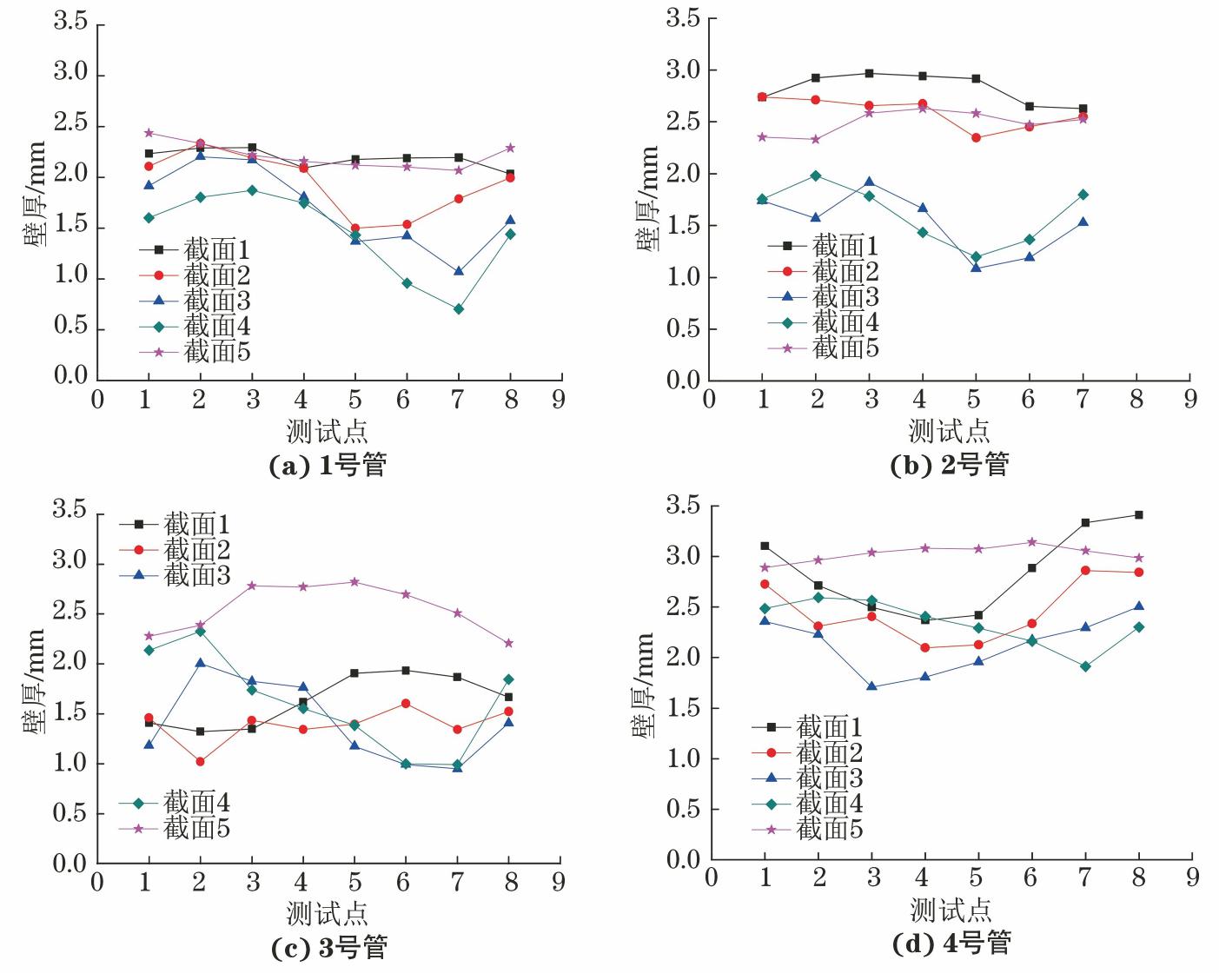
样品解剖分析前,将样品锯切为4部分,其中截面3和截面4之间为管材泄漏部位,如图3所示。采用壁厚千分尺分别测量5个截面上均匀分布的8个测试点处壁厚,结果如图4所示。可以看出,4根管材均存在不同程度的腐蚀,由截面1到泄漏部位壁厚逐渐减薄,随后壁厚又逐渐增加,说明腐蚀在泄漏部位最严重,向两端逐渐减弱,且腐蚀不是均匀腐蚀,同一截面不同测试点壁厚也存在较大差异,在截面3和截面4上,壁厚差异最明显,存在明显的一半壁薄,一半壁厚的现象,且泄漏位置正好位于壁薄一侧。
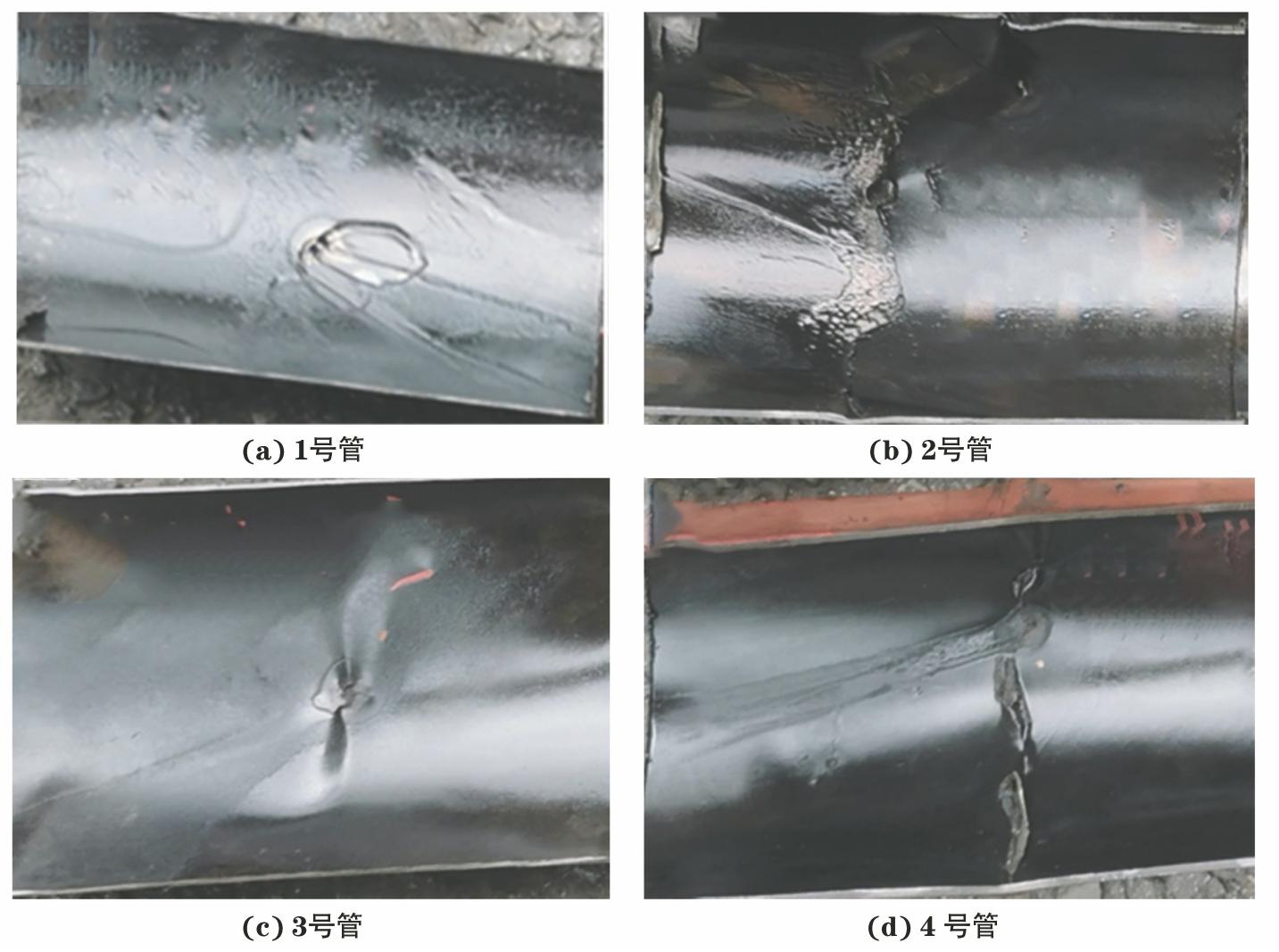
将管道切开后,观察其内壁。结果发现,管道内壁发生严重腐蚀,存在腐蚀坑和裂纹。其中,1号,3号管腐蚀以点蚀为主,1号管减薄区域出现直径约50 mm的蚀坑,如图5(a)所示,3号管泄漏处出现直径约4 mm的蚀坑,如图5(c)所示;2号、4号管泄漏区域出现沿径向蔓延的裂纹,裂纹约占管道径向周长的1/3,如图5(b)、5(d)所示。
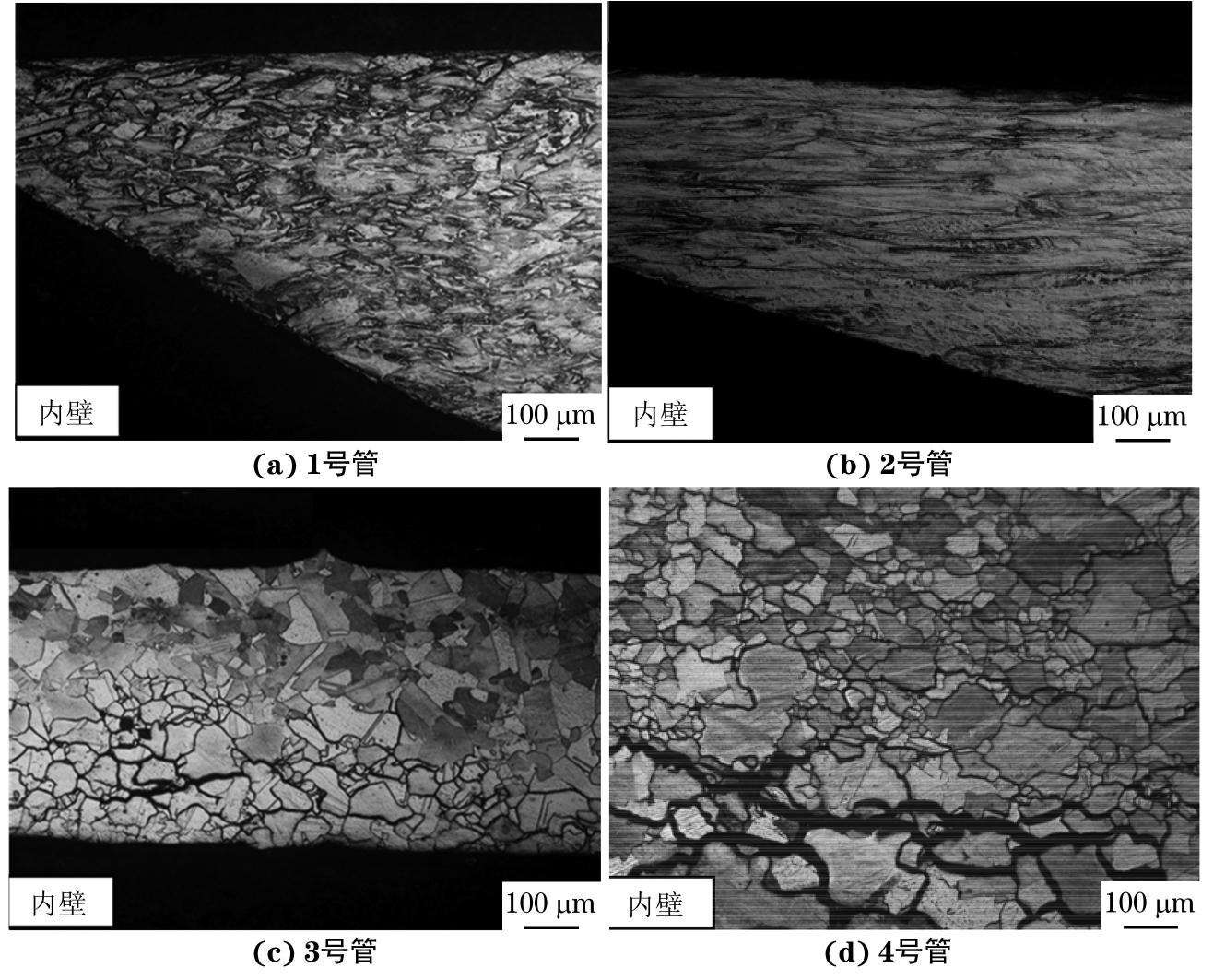
利用电火花线切割从4支镍管泄漏区域取直径约25 mm的样品,然后采用OLYMPUS-GX51金相显微镜对试样的显微组织进行观察,结果如图6所示。由图6可见,4支镍管基体组织均为奥氏体孪晶组织。1号、2号管内壁出现明显的因腐蚀导致的壁厚减薄,晶界处未发现裂纹,如图6(a)、(b)所示;3号、4号管内壁的晶界较宽,存在沿晶腐蚀痕迹,而外壁晶界无变化,如图6(c)、(d)所示,说明腐蚀从管内壁开始沿晶界向外壁扩展。
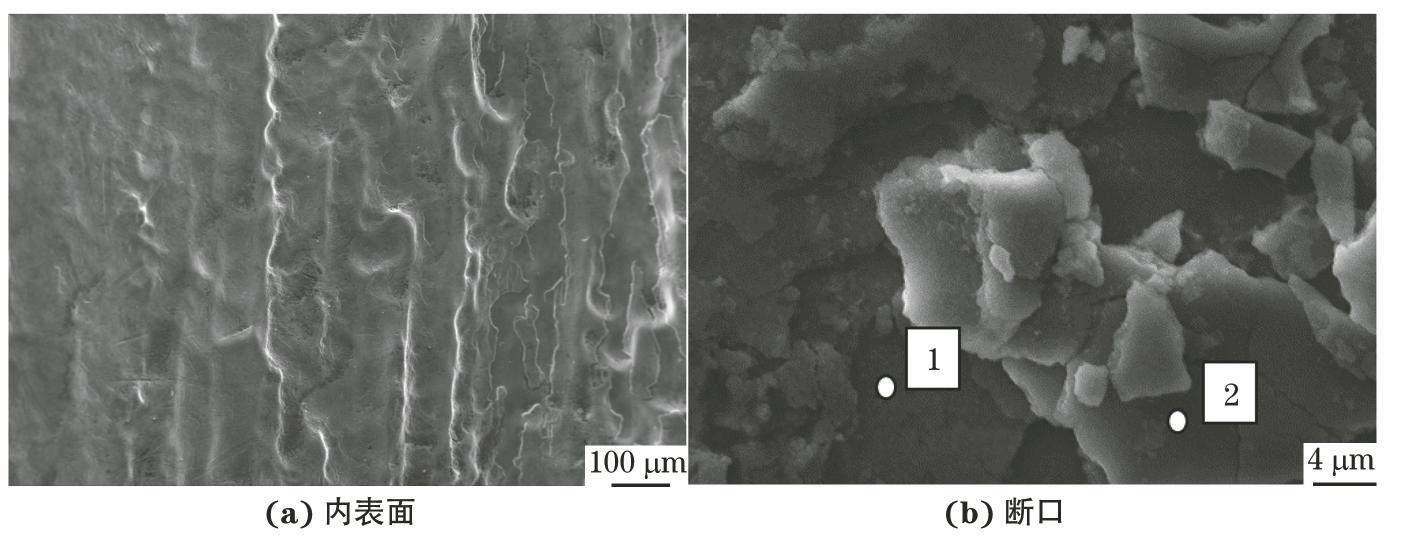
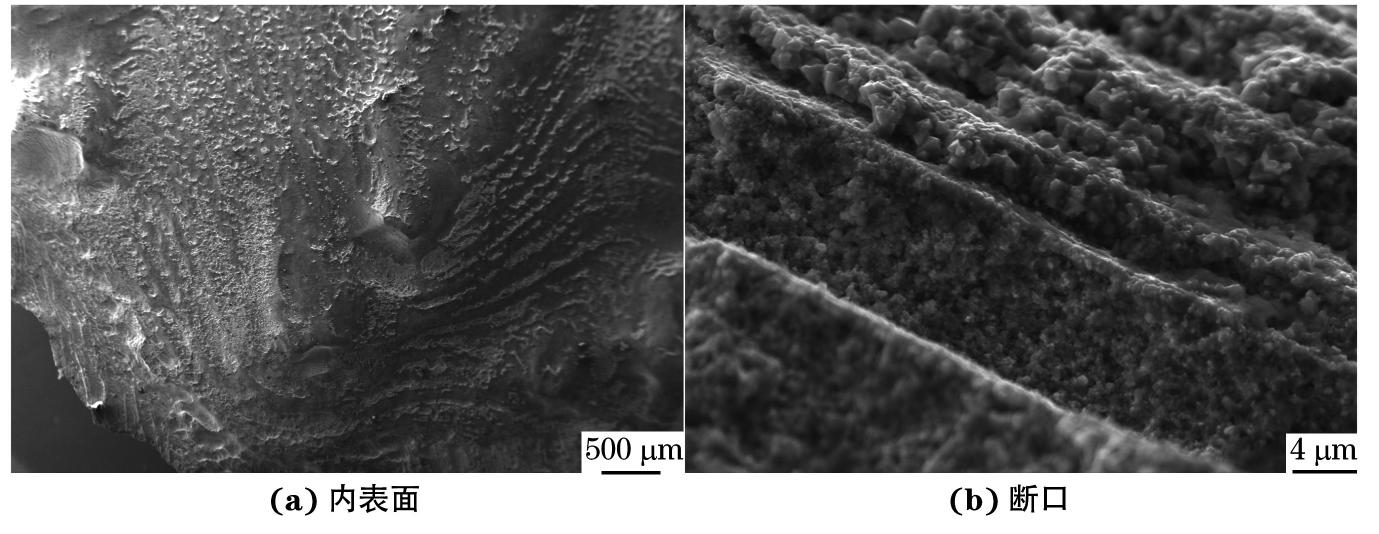
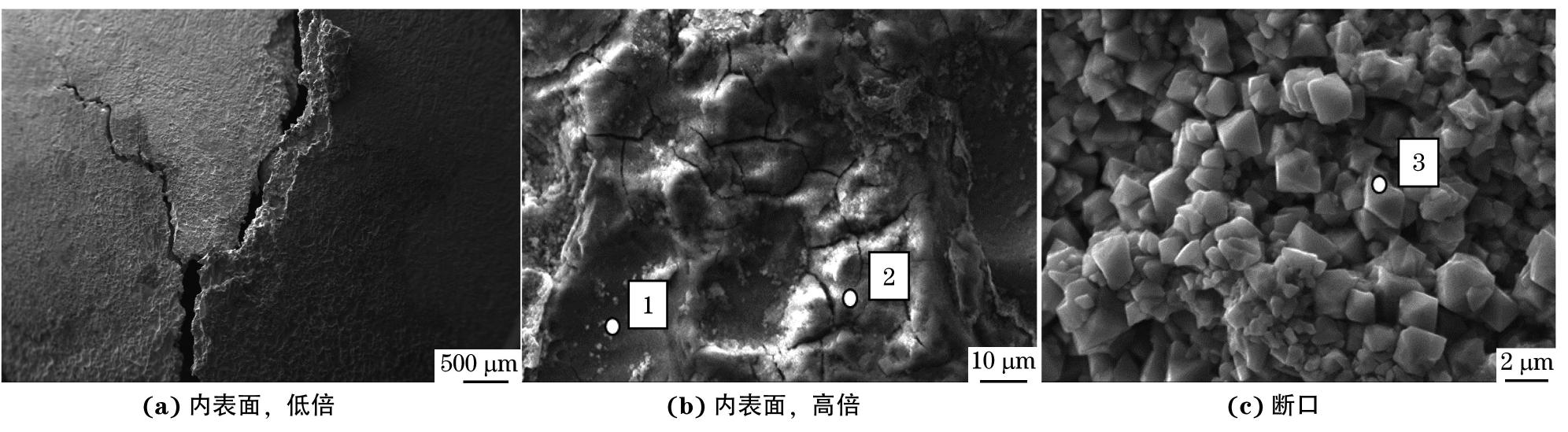
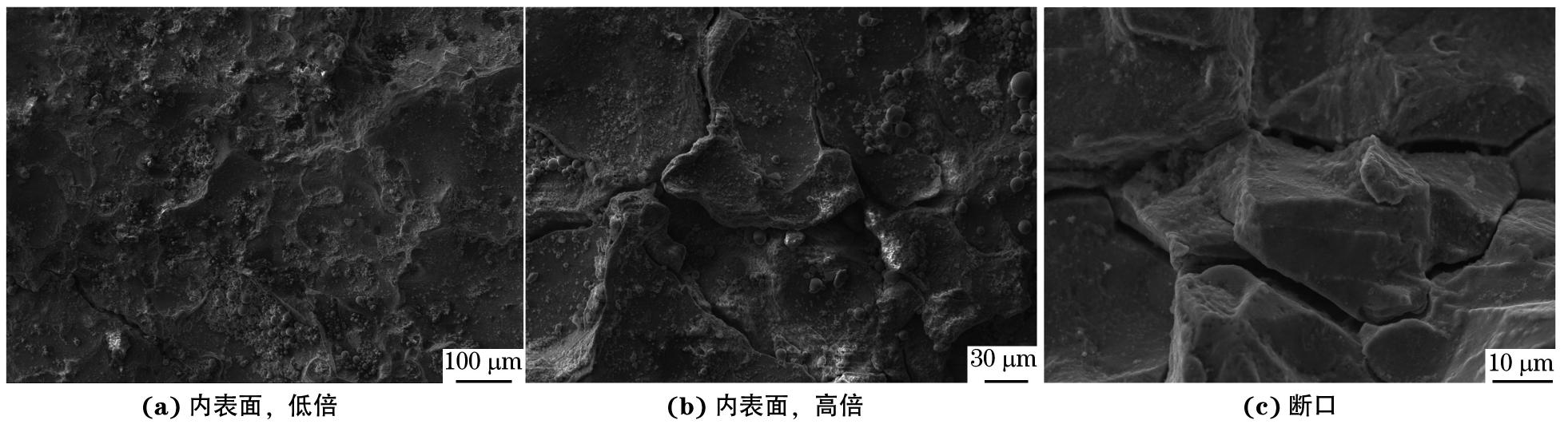
从镍管泄漏区域取样,采用EVO 10扫描电镜(SEM)观察试样表面和断口腐蚀形貌,结果如图7~10所示。结果表明,4支镍管内壁呈大面积不同程度的腐蚀。其中,1号,2号管内表面呈局部液流冲刷腐蚀形成的坑、沟槽形貌,在1号管断口处可观察到结晶盐状形貌,见图7(b);而3号,4号管内表面光滑,腐蚀产物呈片层状,放大后可观察到有网状裂纹痕迹,形状与晶界图案类似,在3号管断口可观察到大量整齐排布的四棱锥形晶粒,见图9(c)。
采用EPMA 1720电子探针附带的能谱仪(EDS)对1号管断口腐蚀区域结晶盐状形貌和3号管泥巴纹状腐蚀产物的化学成分进行分析,结果如表1所示。结果表明,1号管断口处结晶盐状形貌的腐蚀产物主要由Ni和O组成,点2处Ni含量明显低于点1处,同时还含有0.23%(质量分数)Cl-,说明该区域腐蚀产物主要是NiO晶体,同时含有NaCl等盐类杂质。3号管泥巴纹状腐蚀产物的主要元素也是Ni和O,所以该区域腐蚀产物主要由NiO晶体构成,且点2处O含量明显高于点1处。
| 测试位置 | 质量分数/% | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Ni | Fe | O | Si | S | K | Ca | Mn | Cl | Na | |
| 1号管点1 | 83.87 | 0.36 | 15.43 | - | - | - | - | - | 0.33 | |
| 1号管点2 | 69.87 | 1.98 | 27.26 | - | - | 0.15 | 0.09 | - | 0.23 | 0.42 |
| 3号管点1 | 92.05 | 0.35 | 7.25 | - | - | - | - | 0.35 | - | - |
| 3号管点2 | 70.87 | 1.35 | 26.06 | 0.27 | 0.18 | 0.2 | 0.10 | 0.38 | - | - |
| 3号管点3 | 72.87 | 0.43 | 26.29 | - | - | - | 0.07 | - | 0.34 | |
通过对4支镍管壁厚检测发现,镍管腐蚀很不均匀,在中下部区段,管壁局部大幅度减薄,发生穿孔泄漏。这主要由于在降膜管上端口,原料碱液在较低温度(160 ℃)下经分配器形成沿管壁均匀下降的液膜,并与管外热的熔盐(390~430 ℃)发生对流传热,液膜温度不断提高,碱液中NaOH含量逐渐增大,最终碱液浓缩为无水熔融烧碱,以400 ℃左右温度从降膜管下端口流出。由此可见,降膜管所处环境介质的温度、NaOH含量从上至下不断提高,下部的温度与NaOH含量均高于上部,且差异很大。因此,降膜管的腐蚀应从上部至下部逐渐加剧,形成下部腐蚀程度高于上部的不均匀状态。在降膜管下部,由于液膜蒸发减薄,液膜流速加快,当操作不当时,向下均匀流动的液膜容易破裂,引起偏流,这时管壁上出现干壁区,而与之相邻的区域管壁受到高温和高流速碱液及杂质NaClO3的作用,腐蚀剧烈,呈冲刷状、溃疡状腐蚀形貌,管壁大幅度减薄,最终穿孔。
镍管腐蚀产物分析结果表明,腐蚀产物的主要成分是NiO,说明腐蚀过程有氧参与。而降膜管在运行阶段,没有空气对流,同时碱液中溶解的氧有限,因此腐蚀氧必定是由碱液中的杂质带入。而原料碱中一般含有一定量的NaClO3,NaClO3在260~290 ℃会分解产生NaCl和氧[6]。从降膜管上部入口至NaClO3分解温度所对应的镍管区段,其接触的碱液温度,NaOH含量均低于下部,且NaClO3未分解,因此该区段降膜管腐蚀较轻。在NaClO3分解温度相对应的镍管区段,NaClO3分解生成氯化钠和氧,新生成的氧将镍氧化成NiO;若NiO能在镍表面形成一层完整的膜,就可以对镍管起到保护作用,但NiO还未覆盖整个镍管表面就被碱液冲刷掉,新分解的氧又不断将裸漏的金属镍氧化成NiO,随即又被冲刷掉。不断的氧化-冲刷循环最终造成镍管的穿透性腐蚀。在无水熔融烧碱的镍管区段,随着氧的消耗和逸出,碱液膜中的氧含量逐渐降低,碱液对镍管的腐蚀相应减弱。因此,降膜管NaClO3分解温度区段腐蚀最严重,向两端腐蚀逐渐减弱。
(1)固碱开车时,腐蚀首先沿晶界进行,流动的高温碱液将表面一层腐蚀产物冲刷,裸露出新的金属表面,腐蚀产生的NiO不能形成完整的保护膜,不断被冲刷掉,使腐蚀沿晶界不断发展。
(2)由于工况不佳或操作不当,降膜管内碱液液膜分布不均匀,产生干壁区,导致局部区域腐蚀加剧,造成泄漏。
(3)该化工厂使用的原料碱中含有一定量的NaClO3。NaClO3在260~290 ℃温度范围发生分解产生氧,引起降膜管中下部强烈的化学腐蚀,造成腐蚀泄漏。
为提高降膜管使用寿命,厂家在使用设备时应确保设备的最低生产负荷不低于满负荷的70%,同时控制原料碱中NaClO3的含量,调整原料碱中添加糖的加入量和质量,保证NaClO3的充分还原。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号