Table 1. BS960E热轧高强钢板的化学成分
| 项目 | 质量分数 | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Mo | Cr | Ni | Nb | Ti | V | B | |
| 实测值 | 0.17 | 0.10 | 1.20 | 0.012 | 0.001 | 0.45 | 0.29 | 0.017 | 0.028 | 0.021 | 0.038 | 0.001 6 |

随着钢铁行业热轧板产品日益向高强度、宽幅化方向发展,以及超快冷等热处理工艺的推广应用,热轧钢板板形问题日趋突出。在热轧钢板制造过程中,轧制、热处理、冷却等工序,以及后期用户使用过程中的成形、焊接、涂装等工艺均可能引入残余应力。残余应力是导致热轧板出厂时板形不良、用户使用过程中应用性能不稳定的关键因素。因此,必须有效控制钢板生产过程中的残余应力,优化用户制造工艺,以减小残余应力的影响。
残余应力调控的基础在于准确量化表征残余应力。目前国际上的残余应力检测方法达十多种,主流测试方法包括:钻孔法、压痕法、X射线衍射法、全释放法、环切法、中子衍射法和超声波法等[1-3]。
钢铁产品生产制造过程中,无损检测是确保板材检测后仍能交付用户的关键。现有方法中,X射线衍射法、中子衍射法和超声波法属于无损检测方法[4-5],其他方法大多会对钢板造成局部或整体破坏。然而,目前国内仅少数拥有核反应堆或散裂中子源的国家级机构能够实施中子衍射法,这些设备属于重大科研基础设施,尚未开发出小型便携设备。X射线衍射法虽然测试精度高,并已通过市场验证,但其测试效率较低,单点测试时间约需10 min,严重影响了现场板形调控的时效性。
近年来,国内超声波应力检测技术取得了显著进展。由北京理工大学牵头制定的国家标准GB/T 32073—2015《无损检测 残余应力超声临界折射纵波检测方法》已正式颁布实施,并率先在行业内推出了配套的测试设备。该方法具有4大显著优势:① 采用完全无损检测方式不会对被测构件造成任何损伤;② 检测效率极高,单点测试时间可控制在10 s以内;③ 具有较大的检测深度,特别适合内部应力检测需求;④ 整个过程无辐射危害,操作安全便捷,无需采取特殊防护措施[6-7]。
然而,超声波应力测试的精度仍受多种因素影响。研究表明,超声波传播速度易受表面粗糙度、耦合剂状态及环境温度等因素干扰[8]。徐丽霞等[9]系统研究了残余应力测量准确性的影响因素及其校正方法,通过试验分析了温度、工件表面粗糙度和换能器耦合状态等关键参数的影响。试验结果表明:这些因素均可能导致显著测量偏差,需采用温度补偿系数、表面粗糙度试块校正及优选耦合剂等方法进行修正;有效控制这些因素可使超声波检测残余应力的精度显著提高。雷正伟等[10]建立了应力测量的温度-形变-应力关系模型,并通过试验验证了温度和应变修正的重要性。特别对于热轧钢板而言,表面氧化铁皮(包括其厚度、均匀性和致密性)、钢板表面凸度以及厚度等因素,都会显著影响超声波在钢板中的传播特性。这些因素导致超声波测试残余应力的精度仍低于X射线衍射法和钻孔法。因此,需要通过系统研究消除相关干扰因素,以提升该方法的测试精度及其在板材及零部件现场检测中的适用性。
笔者以热轧高强钢板BS960E为研究对象,重点研究了表面氧化铁皮、耦合剂类型、耦合剂膜厚、设备精度及操作人员差异等因素对测试结果的影响规律,旨在为超声波残余应力测试技术的标准化应用及工业化推广提供理论依据和实践指导。
从全尺寸BS960E热轧高强钢板上截取规格为500 mm×2 080 mm×6 mm(长度×宽度×高度)的试样。试样的屈服强度为978 MPa,抗拉强度为1 002 MPa,断面收缩率为12%,冲击吸收能量为58 J。试样的化学成分如表1所示。
| 项目 | 质量分数 | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Mo | Cr | Ni | Nb | Ti | V | B | |
| 实测值 | 0.17 | 0.10 | 1.20 | 0.012 | 0.001 | 0.45 | 0.29 | 0.017 | 0.028 | 0.021 | 0.038 | 0.001 6 |
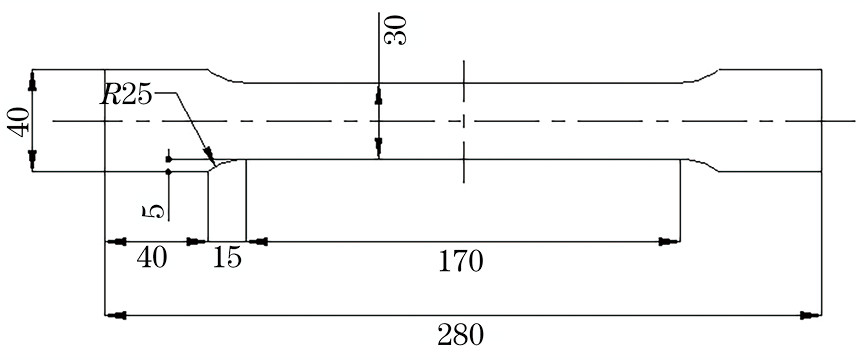
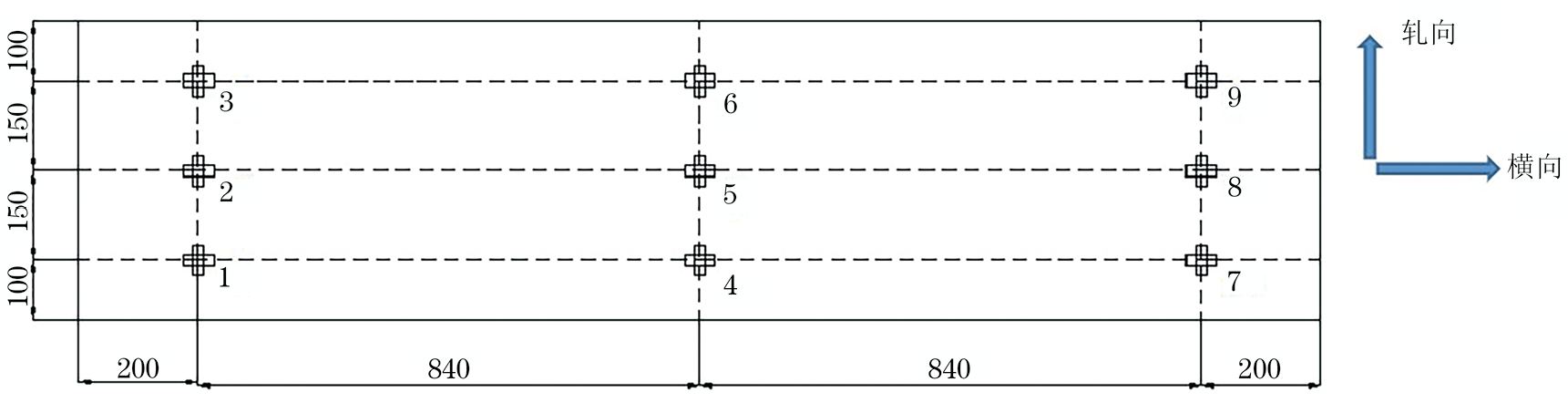
超声波残余应力测试严格依据国家标准GB/T 32073—2015进行。试验采用HS1010型便携式超声波残余应力测试仪,配置2.25 MHz探头,探测深度为2.8 mm。试验前,首先按照国家标准要求完成BS960E钢的超声残余应力标定参数K的测定。具体方法为:对如图1所示的去应力标定拉伸试样进行分级加载,通过建立超声波声速与外加应力的对应关系曲线,获得标定参数。超声残余应力测试采用多点测量方案,具体测点分布如图2所示。
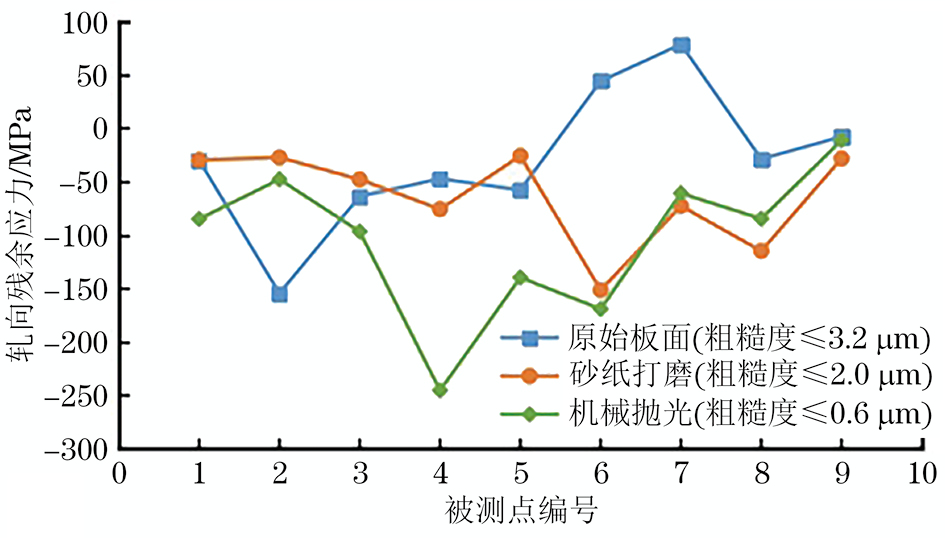
为系统研究表面状态对测试结果的影响,对热轧钢板试样进行3种不同工艺的表面处理:保持原始表面状态(表面粗糙度不大于3.2 μm)、采用180目砂纸打磨去除表面浮灰和氧化铁皮(表面粗糙度不大于2.0 μm),并实施机械抛光处理(表面粗糙度不大于0.6 μm)。不同表面处理方法超声波残余应力测试结果如图3所示。由图3可知,3种表面状态下的钢板残余应力分布呈现显著差异。
氧化铁皮的存在会显著影响超声波残余应力测试的准确性,其作用机制主要体现在3个方面:① 结构疏松的氧化铁皮会显著增大测试表面的有效粗糙度;② 氧化铁皮的不规则表面会导致耦合剂膜厚均匀性产生明显波动;③ 超声波在氧化铁皮与钢基体这两种介质中的传播速度存在本质差异。这些因素的协同作用使得原始表面状态下的残余应力测试结果呈现出显著的正负波动特征,测试数据的离散程度明显高于经过表面处理的试样。
砂纸打磨处理可有效改善试样表面状态,其作用主要体现在3个方面:① 表面粗糙度显著降低(表面粗糙度不大于2.0 μm);② 完全去除了氧化铁皮的干扰;③ 使超声波能够直接作用于钢基体。
经测试,处理后试样表面残余应力呈现3个变化特征:① 全部转为负值;② 分布均匀性显著提高;③ 平均值达到-63.8 MPa,较原始表面-29.3 MPa增大了118%。进一步机械抛光处理后,残余应力状态出现新的变化特征,一方面平均值增大至-104.6 MPa(最大单点值达-245.8 MPa),另一方面数据离散性增大并超过原始表面。通过X射线衍射对比分析发现,机械抛光过程会引入新的不均匀压应力(增量约为-200~-350 MPa),这种应力变化具有明显的时变特性,且会对超声波在2.8 mm探测深度范围内的测试结果产生显著的累积效应。综合分析表明,适度的表面处理(如砂纸打磨)可有效提高测试准确性,但过度处理(如机械抛光)反而会引入新的干扰因素。
在实际测量中,机械抛光会破坏钢板交货状态并影响测试精度,因此建议仅用粒度为180目(1目=25.4 mm)的砂纸去除表面氧化铁皮和浮灰。该方法操作简便,既能保证测试精度,又可保持材料的原始状态。
在超声波残余应力测试过程中,工程现场使用水作为耦合剂。然而,对于热轧钢板而言,水耦合会导致钢板表面产生锈蚀,影响产品的交付质量。徐丽霞等[9]对比研究了水、甘油、机油和空气4种耦合方式,甘油具有最高的声阻抗,值为24.3×105 kg/(m2·s),而机油的声衰减率最低,值为330 dB/cm,均适合作为超声波耦合介质。其中,甘油作为耦合剂时,临界折射纵波(LCR波)衰减最小,测试精度最佳。
笔者进一步扩展了耦合剂的对比范围,在原有3种耦合剂的基础上新增黄油、医用超声耦合剂等6种耦合方式。通过对同一测点进行5次重复测试,获得不同耦合剂下的残余应力测试结果(见表2)。由表2可知:黄油黏度过高,会导致耦合界面填充不均,其LCR波声时较机油延迟约20 ns;体积比为1∶1的凡士林与乙醇混合溶液的测试结果相近,但与机油存在约30%的偏差;医用超声耦合剂测试值较机油低50%,而护肤甘油和甘油、乙醇混合溶液的流动性过强,导致膜厚不稳定。X射线逐层剥离法测得3 mm深度平均残余应力为-60.8 MPa,对比显示水和机油测试结果最接近该基准值。综合考虑防锈性能、测试精度和操作便利性,推荐优先选用机油作为耦合剂,甘油、凡士林及其混合物可作为备选方案。
| 耦合剂类型 | 残余应力测试值 | 平均值 | ||||
|---|---|---|---|---|---|---|
| 测点1 | 测点2 | 测点3 | 测点4 | 测点5 | ||
| 水 | -65.6 | -60.3 | -63.8 | -67.3 | -67.3 | -64.9 |
| 甘油 | -32.3 | -35.9 | -41.2 | -42.9 | -37.6 | -38.0 |
| 机油 | -60.1 | -68.7 | -63.9 | -67.4 | -67.4 | -65.5 |
| 凡士林 | -37.5 | -42.8 | -46.3 | -48.1 | -55.1 | -46.0 |
| 体积比为1∶1的凡士林与乙醇混合溶液 | -33.9 | -42.8 | -49.8 | -49.8 | -55.0 | -46.3 |
| 黄油 | 128.4 | 134.1 | 136.0 | 147.5 | 155.1 | 140.2 |
| 医用超声耦合剂 | -126.8 | -136.8 | -133.5 | -130.1 | -133.5 | -132.1 |
| 护肤甘油 | -7.2 | -3.6 | -7.2 | 0 | 7.3 | -2.1 |
| 体积比为1∶1的甘油与乙醇混合溶液 | -5.5 | -10.9 | -10.9 | -10.9 | -14.6 | -10.6 |
在采用机油作为耦合剂的基础上,重点考察了耦合剂膜厚对测试结果的影响机制。研究发现,未受控的随机膜厚会导致两个关键问题:一是单点测试重复性显著降低(标准偏差超过±15 MPa),二是平面应力场解析数据的空间一致性变差(离散度增大40%以上)。为解决这一问题,创新性地开发了膜厚控制系统,该系统在探头下方集成可更换的沉头限位装置(提供0.5,0.75,1.0 mm的3种精确厚度控制),配合探头上方1 kg配重块的压力调节,经由精密加工的排液通道实现耦合剂膜厚的主动调控。实验证实,该控制系统可将膜厚波动控制在-0.05~0.05 mm,使单点测试重复性提升至-5~5 MPa,平面应力分布测试的离散度降低至8%以下,显著提升了二维残余应力场表征的工程适用性。
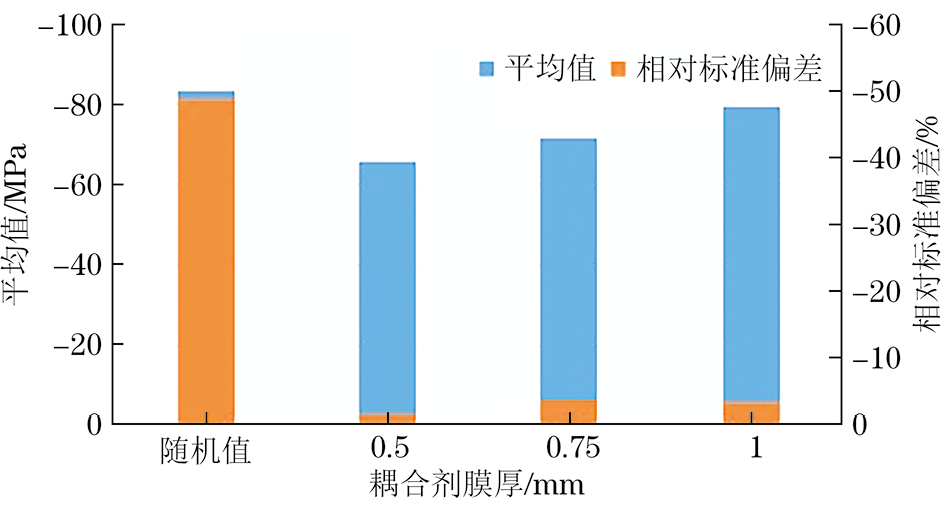
表3为同一测点在随机膜厚及0.5,0.75,1.0 mm控制膜厚条件下的超声波残余应力测试结果,图4为不同耦合剂膜厚时的超声波残余应力统计结果。结果表明:在未控制膜厚的随机试验中,残余应力测试值波动最大,相对标准偏差高达48.9%;而采用控制膜厚方法后,数据离散性均控制在5%以内。随着膜厚的增加,残余应力测试结果分别增大了14.1%和27.2%。值得注意的是,当膜厚减小至0.5 mm以下时,残余应力均值是否继续减小尚需进一步研究。目前,因制造难度较大,暂未订制出小于0.5 mm定膜厚控制的沉头装置,暂未开展相关试验验证。
| 耦合剂膜厚/mm | 残余应力测试值/MPa | ||||
|---|---|---|---|---|---|
| 测点1 | 测点2 | 测点3 | 测点4 | 测点5 | |
| 随机值 | -32.6 | -110.5 | -69.8 | -158.4 | -45.8 |
| 0.50 | -64.5 | -62.6 | -61.5 | -63.4 | -60.8 |
| 0.75 | -68.9 | -68.7 | -75.4 | -74.6 | -69.5 |
| 1.00 | -77.5 | -74.6 | -79.8 | -80.7 | -85.6 |
研究升级了超声残余应力测试系统,探头超声纵波传播时间测量精度从1 ns提升至0.2 ns。理论上,当钢材标定参数为10 MPa/ns时,测试精度可从±10 MPa提升至±2 MPa。但实际测试中,残余应力仍存在较大波动,主要受以下因素的影响:表面氧化铁皮不均匀性、耦合剂膜厚控制精度、材料显微组织差异和环境温度波动。这些因素的综合影响导致实际测试精度低于理论值。后续将针对这些干扰因素开发补偿方法,以充分发挥设备升级的精度优势。不同声时精度下的超声残余应力测试结果如表4~6所示。
| 声时精度 | 实测声时 | ||||
|---|---|---|---|---|---|
| 测点1 | 测点2 | 测点3 | 测点4 | 测点5 | |
| 1.0 | 17 022.2 | 17 022.4 | 17 020.6 | 17 024.4 | 17 020.9 |
| 0.2 | 17 020.4 | 17 021.2 | 17 020.7 | 17 020.9 | 17 020.7 |
| 声时精度 | 声时差 | ||||
|---|---|---|---|---|---|
| 测点1 | 测点2 | 测点3 | 测点4 | 测点5 | |
| 1.0 | -7.2 | -7 | -8.8 | -5.0 | -8.5 |
| 0.2 | -6.8 | -6 | -6.5 | -6.3 | -6.5 |
| 声时精度 | 实测应力 | ||||
|---|---|---|---|---|---|
| 测点1 | 测点2 | 测点3 | 测点4 | 测点5 | |
| 1.0 | -67.2 | -65.2 | -82.7 | -45.9 | -79.8 |
| 0.2 | -63.3 | -55.5 | -60.4 | -58.4 | -60.4 |
试验数据显示,声时差的最大波动值分别为3.8 ns和0.8 ns,显著高于理论声时精度下限。相应地,残余应力最大波动达到36.8 MPa和7.8 MPa。设备声时精度的提升使超声波残余应力测试精度显著提高约5倍,单点测试重复性可稳定控制在-5~5 MPa。
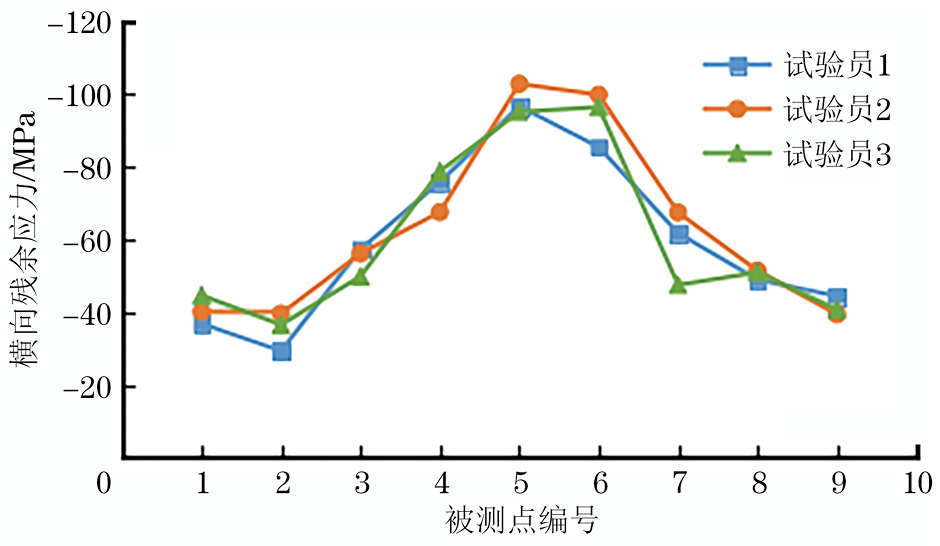
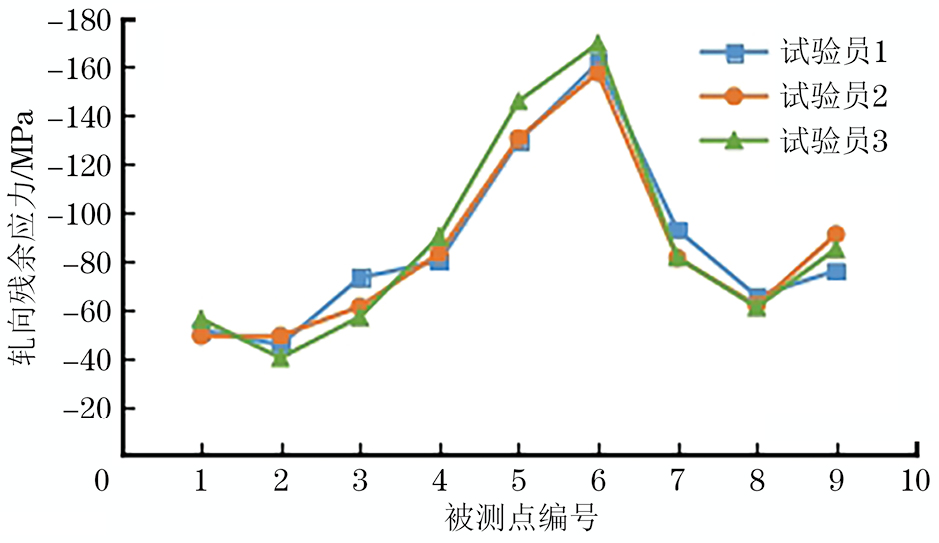
不同操作人员在开展超声残余应力测试时,钢板测点定位偏差、耦合剂膜厚控制差异及保压时间不一致等因素均会使测试结果出现显著偏差。为确保测试结果的可靠性,规范化的操作流程至关重要。在严格控制被测点位、耦合剂膜厚、保压时间的情况下,对比了3名试验员对BS960E钢板轧向和横向9个测点的残余应力测试结果,具体数据如图5(轧向)和图6(横向)所示。
在规范操作流程的条件下,3名测试人员获得的残余应力测试结果具有良好的一致性。具体数据表现为:轧向残余应力平均值分别为-86.1,-84.9,-87.2 MPa;横向残余应力平均值分别为-59.6,-62.7,-60.0 MPa,各平均值偏差均控制在5 MPa以内。
由图5,6可知:钢板边缘和中部区域的残余应力变化趋势展现出良好的测试重复性。虽然部分单点测试结果仍存在-5~5 MPa的偏差,表明超声波法的单点测试重复性尚需进一步优化,但当前测试精度已完全满足指导钢板板形生产工艺调控的工程需求。
(1)表面氧化铁皮对测试精度的影响显著。虽然机械抛光可提高测试结果的准确性,但会引入200~350 MPa的额外压应力,并破坏钢板的交货状态。建议采用180目砂纸打磨去除氧化铁皮和浮灰,该方法既能保证测试精度又可维持材料的原始状态。
(2)耦合剂优选方面,机油因具有低声衰减率和优异的防锈性能,被推荐为首选耦合剂;甘油和凡士林可作为备选方案;而黄油的黏度过高,导致界面填充不均,会使LCR波声时延迟约20 ns,不适用于残余应力测试。
(3)耦合剂膜厚控制至关重要。测试结果表明,随机膜厚条件下的数据离散性高达48.9%,而采用沉头装置将膜厚精确控制在0.5~1.0 mm时,离散性可降至5%以下,测试重复性显著提高。
(4)设备精度提升效果显著。将声时测量精度从1 ns提升至0.2 ns后,残余应力单点测试的标准偏差从±20 MPa降至±5 MPa,精度提升约4倍,大幅提高了测试可靠性。
(5)人员操作规范化成效明显。通过统一测点定位、固定耦合剂膜厚和标准化保压时间等措施,不同操作人员测试结果的平均值偏差可控制在-5~5 MPa。虽然部分单点仍存在-5~5 MPa的偏差,但当前精度已完全满足工业生产调控需求。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号