图 1 储气罐外部宏观形貌

焊接裂纹是在焊接应力及其他因素的共同作用下,材料的原子结合遭到破坏,形成新界面而产生的缝隙[1]。近年来,随着机械、能源、石油化工等工业的发展,各种焊接结构也日趋大型化、高参数化,在生产中,这些焊接结构最常出现的、危害最大的焊接缺陷之一就是焊接裂纹。焊接裂纹种类繁多,产生的原因各不相同。有些焊接裂纹会在焊后立即产生,有些焊接裂纹则可能在焊后一段时间才产生,也有些焊接裂纹是焊接结构在服役过程中,在外界条件诱导下产生的,因此预防焊接裂纹的产生较困难[2-4]。
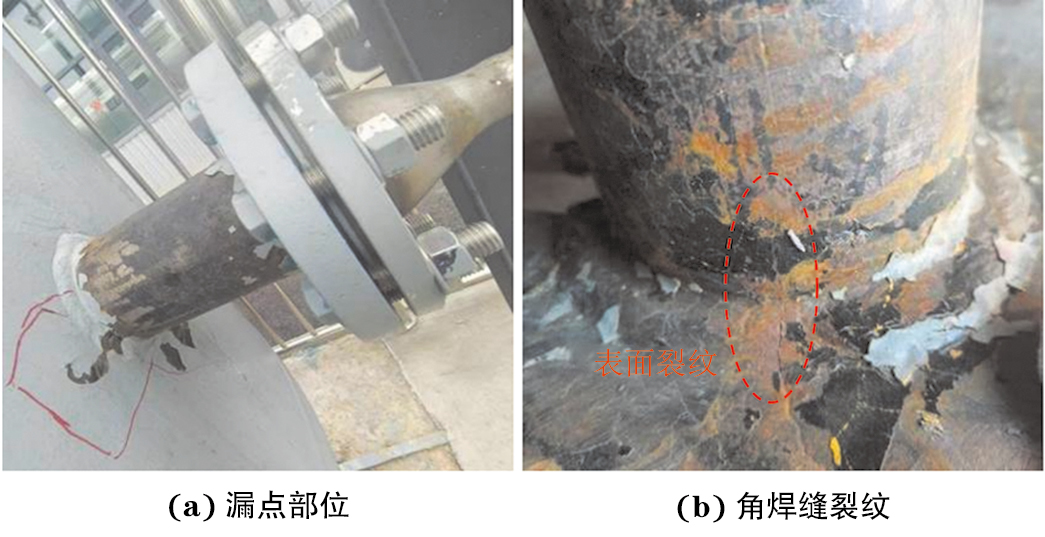
某公司新投入使用的储气罐使用不足1 a即发生开裂泄漏。经检查,漏点位于筒体与进气接管的位置。该储气罐筒体材料为Q345R钢,规格为2 000 mm×12 mm(外径×壁厚),设计压力为1.58 MPa,设计温度为50 ℃,容积为12 m3,工作介质为空气、氮气、氩气;接管材料为20钢,规格为89 mm×6 mm(外径×壁厚),执行标准为GB/T 8163—2018 《输送流体用无缝钢管》。笔者采用一系列理化检验方法对储气罐开裂的原因进行分析,以避免该类问题再次发生。
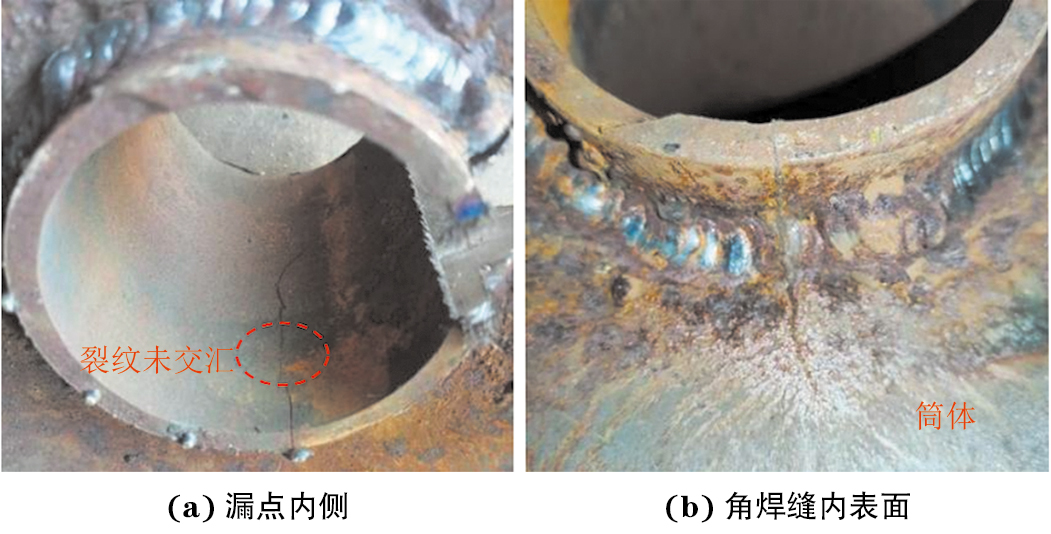
将漏点附近的防腐漆去除,观察储气罐外部的宏观形貌,结果如图1所示。由图1可知:表面裂纹沿角焊缝分别向筒体和接管侧开裂,除少量锈迹外,未见异常腐蚀产物。
沿角焊缝将裂纹完整切取,沿轴线方向观察储气罐内部,结果如图2所示。由图2可知:接管内壁可见两条独立裂纹,结合角焊缝内、外表面裂纹特征,确定两条裂纹已贯穿壁厚,但未交汇连接,未交汇处位于焊缝区。初步推测,裂纹起源于焊缝区,并分别向筒体和接管两侧扩展。
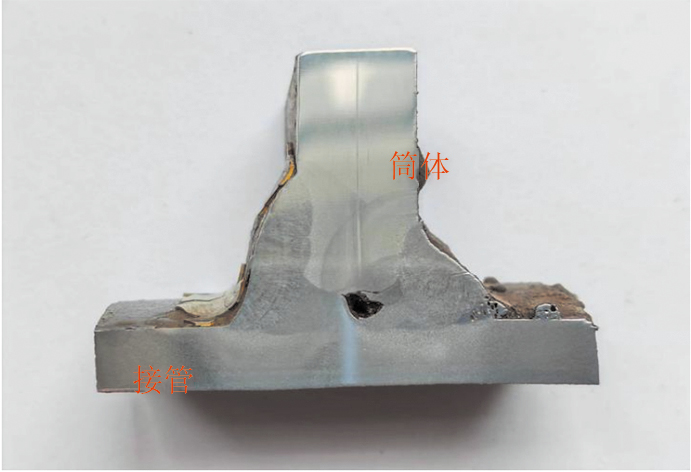
在裂纹附近取角焊缝接头进行宏观金相检验,按GB/T 6417.1—2005《金属熔化焊接头缺欠分类及说明》标准评定,角焊缝接头存在未熔合缺陷(见图3)。
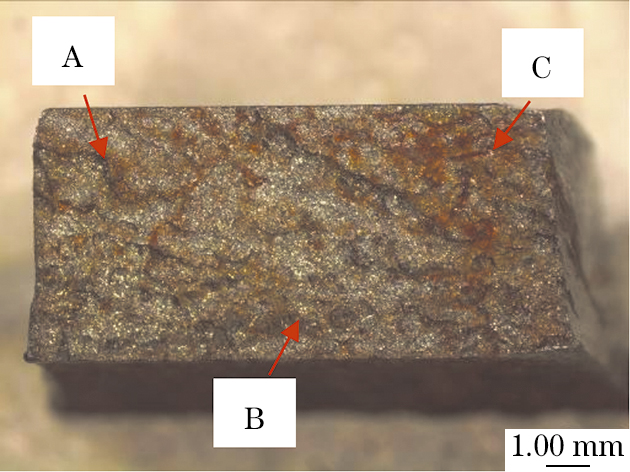
将贯穿裂纹打开,表面可见红棕色腐蚀产物,清洗后观察,断口表面平齐,无明显塑性变形,具有脆性断裂特征(见图4)。
依据GB/T 4336—2016 《碳素钢和中低合金钢 多元素含量的测定 火花放电原子发射光谱法(常规法)》,采用全谱直读光谱仪对储气罐筒体、接管及焊缝的化学成分进行分析,结果如表1~3所示。由表1~3可知:储气罐筒体的化学成分符合GB 713—2014 《锅炉和压力容器用钢板》对Q345R钢的要求;接管的化学成分符合GB/T 8163—2018对20钢的要求;焊缝的化学成分符合GB/T 5117—2012 《非合金钢及细晶粒钢焊条》对E5015钢的要求。
| 项目 | 质量分数 | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cu | Cr | Ni | V | Mo | Nb | Ti | Al | |
| 实测值 | 0.16 | 0.26 | 1.31 | 0.020 | 0.004 | 0.01 | 0.03 | 0.08 | 0.002 | 0.02 | 0.01 | 0.08 | 0.04 |
| 标准值 | ≤0.20 | ≤0.55 | 1.20~1.70 | ≤0.025 | ≤0.010 | ≤0.30 | ≤0.30 | ≤0.30 | ≤0.050 | ≤0.08 | ≤0.050 | ≤0.030 | ≤0.050 |
| 项目 | 质量分数 | |||||||
|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Ni | Cu | |
| 实测值 | 0.219 | 0.20 | 0.38 | 0.018 | 0.011 | 0.04 | 0.01 | 0.02 |
| 标准值 | 0.17~0.23 | 0.17~0.37 | 0.35~0.65 | ≤0.035 | ≤0.030 | ≤0.25 | ≤0.30 | ≤0.20 |
| 项目 | 质量分数 | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Ni | Mo | V | |
| 实测值 | 0.11 | 0.61 | 1.35 | 0.015 | 0.011 | 0.08 | 0.17 | 0.11 | 0.005 |
| 标准值 | ≤0.15 | ≤0.90 | ≤1.60 | ≤0.035 | ≤0.035 | ≤0.20 | ≤0.30 | ≤0.30 | ≤0.08 |
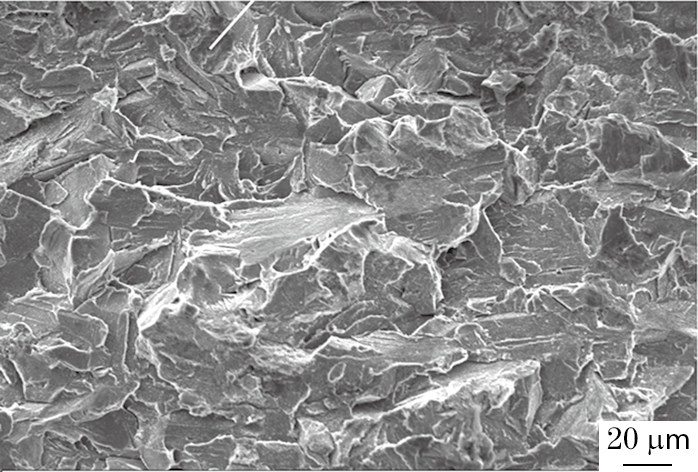
利用扫描电镜观察断口的微观形貌,结果如图5所示。由图5可知:断口上可见清晰的解理台阶,呈典型的脆性开裂特征,与断口的宏观形貌吻合。
对断口表面腐蚀产物进行能谱分析,分析位置如图4所示,分析结果如表4所示。由表4可知:断口表面以Fe、O元素为主,未见腐蚀性元素。
| 分析位置 | 质量分数 | |||||
|---|---|---|---|---|---|---|
| Fe | O | C | Si | Mn | Cr | |
| A区 | 92.0 | 3.6 | 3.7 | 0.1 | 0.5 | - |
| B区 | 92.5 | 1.8 | 4.9 | 0.2 | 0.3 | 0.3 |
| C区 | 63.1 | 31.6 | 4.3 | 0.2 | 0.9 | - |
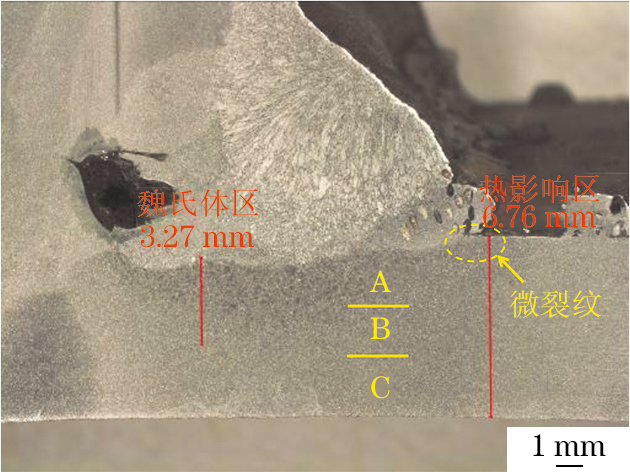
依据GB/T 13298—2015 《金属显微组织检验方法》,对角焊缝接头进行金相检验,结果如图6,7所示。由图6,7可知:筒体母材的显微组织为铁素体+珠光体,接管母材的显微组织为铁素体+珠光体,焊缝区呈现粗大的树枝晶组织,热影响区具有明显的粗晶区。
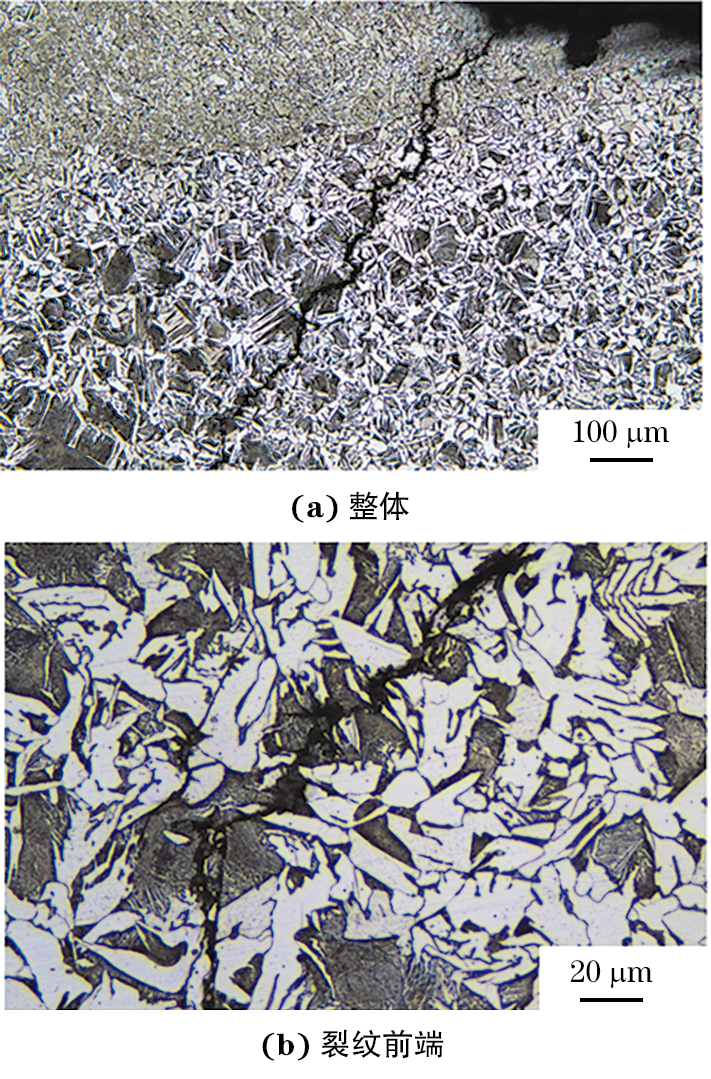
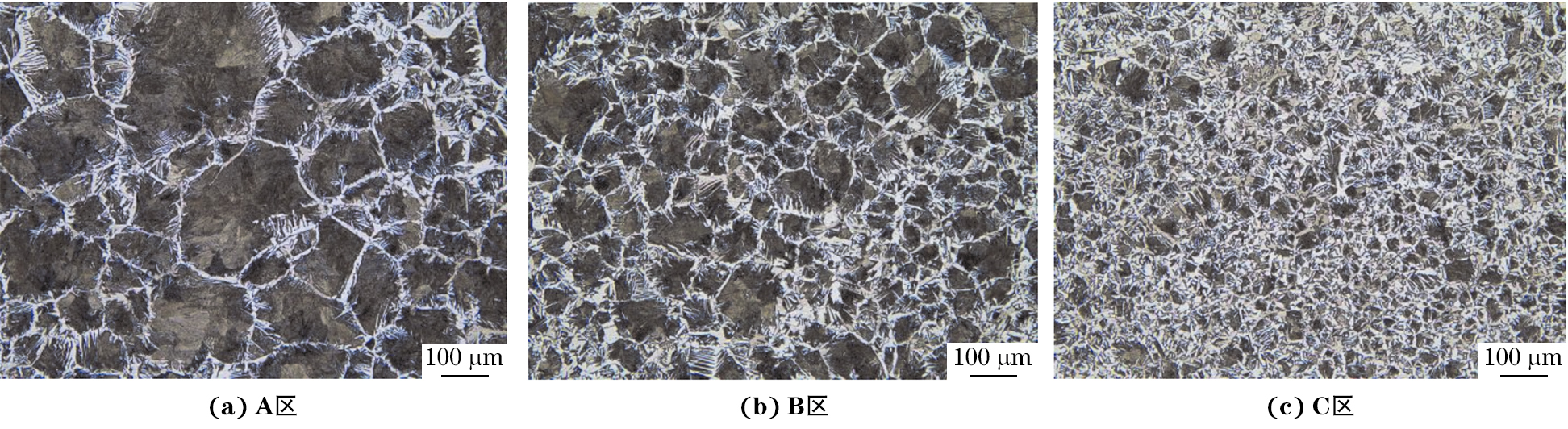
角焊缝接头右侧焊趾部位可见一条微裂纹(见图8),裂纹沿粗晶区开裂,以穿晶形式扩展(见图9)。沿截面向裂纹左侧观察,发现接管侧热影响区的宽度远超正常的管-板角接接头热影响区的宽度,甚至远离角焊缝的接管母材组织也发生了相变,由正常的铁素体+珠光体完全变成了魏氏组织,且越接近接角焊缝,原奥氏体晶粒度越大(见图10)。
储气罐筒体和接管材料的化学成分符合相关标准。宏观断口表面平齐,无明显塑性变形痕迹,具有脆性断裂特征。断口上可见清晰的解理台阶,呈脆性解理开裂特征,故确定储气罐角焊缝发生了脆性开裂。
焊接接头存在未熔合缺陷,但起裂点不在该缺陷处,说明开裂并非因未熔合缺陷引起。筒体母材组织正常,由铁素体和珠光体组成,筒体侧热影响区由熔合区、粗晶区、细晶区组成,接管侧热影响区组织与筒体侧热影响区组织形态无明显差异,接管母材组织正常,同样由铁素体和珠光体组成。但接管侧热影响区的宽度远超正常管-板角接接头热影响区的宽度,靠近角焊缝接管组织的铁素体+珠光体形态完全消失,且沿壁厚方向,整个截面完全呈魏氏组织形态。焊接接头热影响区粗晶区形成魏氏组织,符合冷却转变规律[5],但是接管整个截面均形成了魏氏组织,说明接管在焊接过程中发生了严重过热。魏氏组织是碳钢或合金钢过热相变后经冷却形成的组织,是钢的一种过热缺陷组织。魏氏组织会导致钢的力学性能,特别是冲击韧性和塑性显著降低,并可提高钢的韧-脆转变温度,增加钢发生脆性断裂的敏感性[6-8]。
脆性断裂主要分为低温脆裂和腐蚀环境脆裂。能谱分析结果显示,贯穿的裂纹面上除Fe、O元素外,无其他腐蚀性元素,说明开裂与腐蚀环境无关。根据委托方提供的信息可知,该储气罐开裂泄漏时正是冬季雨雪天气,环境温度普遍低于0 ℃。在低温环境下焊接接头韧性进一步降低,在焊接残余应力和工作应力的作用下,焊缝近熔合线处开始萌生裂纹,随着时间的推移,裂纹会优先在热影响区扩展交汇,逐渐延伸至接管和筒体两侧,由于接管和筒体母材韧性较好,裂纹扩展速率降低,直至裂纹中止。
(1)由于焊接热输入量过大,焊缝出现粗大的枝晶组织,且入口接管侧母材严重过热,组织相变形成魏氏组织,降低了角焊缝接头的韧性,在焊接残余应力和工作应力的共同作用下,焊缝近熔合线处萌生了微裂纹,裂纹优先在热影响区扩展,最终导致储气罐焊缝发生了脆性开裂。
(2)建议在储气罐制造及维修过程中,严格执行NB/T 47014—2023 《承压设备焊接工艺评定要求》标准,控制热输入量,减少过热组织,避免产生焊接缺陷。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号