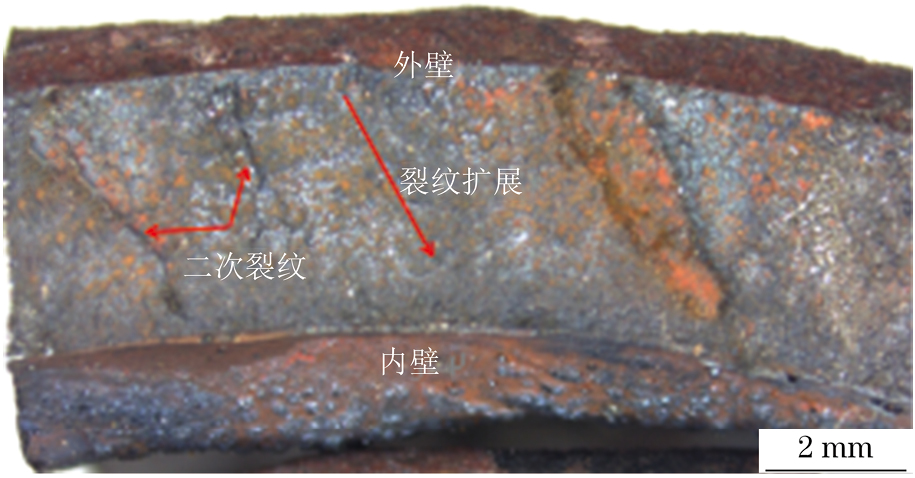
图 1 失效焊接接头的开裂位置以及外壁和内壁宏观形貌
Figure 1. Cracking position (a) and outer wall (b) and inner wall (c) macromorphology of failed welded joint

某电厂660 MW机组采用上海锅炉厂设计的超超临界、一次再热、平衡通风、固态排渣、全悬吊结构的Π型直流锅炉。锅炉出口设计压力为29.4 MPa,最大连续蒸发量为2 060 t·h−1。低温再热器出口设计温度/压力为533 ℃/6.17 MPa,高温再热器出口设计温度/压力为623 ℃/6.06 MPa。在机组168 h满负荷试运行期间,锅炉热罩壳顶部发生泄漏报警,停机检查发现12Cr1MoV钢低温再热器出口集箱管座与连接管焊接接头处发生大面积开裂。管座和连接管规格分别为?70.5 mm×7.2 mm,?63.5 mm×4 mm,二者采用钨极氩弧焊进行连接,焊接材料为TIG-R31焊丝,未进行焊后热处理。12Cr1MoV钢具有良好的焊接性能[1-2],但较大的碳当量使得其淬硬倾向较大,焊接及焊后热处理控制不当极易形成淬硬组织,产生的较大内应力会显著增加冷裂纹敏感性,导致冷裂纹产生[3-5];同时12Cr1MoV钢对再热裂纹敏感,预热温度、热输入等焊接工艺参数及焊后热处理温度选用不当会加剧再热裂纹敏感性,尤其是当制备的焊缝强度远大于12Cr1MoV钢本身强度时,极易导致再热裂纹的产生[3-7]。自12Cr1MoV钢在燃煤发电领域广泛应用以来,其焊接接头泄漏问题频发且多数泄漏与再热裂纹相关[2,8-10],大多失效都发生在长周期服役后,早期失效比较罕见。作者对该电厂仅运行168 h就失效的12Cr1MoV钢低温再热器集箱管座与连接管焊接接头的开裂原因进行分析,并提出预防措施,以消除设备隐患进而提高机组安全运行水平。
由图1可以看出:开裂位置位于焊接接头近集箱管座侧的熔合线处,附近管材无胀粗和变形特征,也无腐蚀迹象;轴向剖开后,管外壁沿焊接方向的裂纹长度约管周长的3/4,而管内壁沿焊接方向的裂纹长度约管周长的1/2,外壁裂纹长度明显大于内壁裂纹长度;焊接接头根部成形不良,存在不同程度的凸出以及咬边现象。
采用Spectro MAXx型直读光谱仪对失效焊接接头两侧管座和连接管母材的化学成分进行测试,结果如表1所示。由表1可知,失效焊接接头管座和连接管母材的化学成分均符合GB/T 5310—2023《高压锅炉用无缝钢管》对12Cr1MoV钢化学成分的要求。
| 项目 | 质量分数/% | |||||||
|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Cr | Mo | V | P | S | |
| 管座侧测试值 | 0.10 | 0.23 | 0.62 | 0.96 | 0.28 | 0.25 | 0.014 | 0.005 |
| 连接管侧测试值 | 0.12 | 0.30 | 0.64 | 1.03 | 0.31 | 0.2 | 0.021 | 0.007 |
| 标准值 | 0.08~0.15 | 0.17~0.37 | 0.4~0.7 | 0.9~1.2 | 0.25~0.35 | 0.15~0.30 | ≤0.025 | ≤0.010 |
采用Wilson BH3000型布氏硬度计对失效焊接接头两侧母材和焊缝进行硬度测试,载荷为1 838.7 N,保载时间为15 s,测4次取平均值。测得焊接接头管座母材和连接管母材的硬度分别为169.6,173.5 HB,均满足GB/T 5310—2023《高压锅炉用无缝钢管》对12Cr1MoV钢布氏硬度的要求(135~195 HB);焊缝的硬度为325.3 HB。DL/T 869—2021《火力发电厂焊接技术规程》规定,同种钢焊接接头热处理后焊缝的硬度不超过母材平均硬度加100 HBW,且当合金元素总质量分数小于或等于3%时,布氏硬度不大于270 HBW。失效焊接接头未进行焊后热处理,其焊缝硬度高于标准要求。
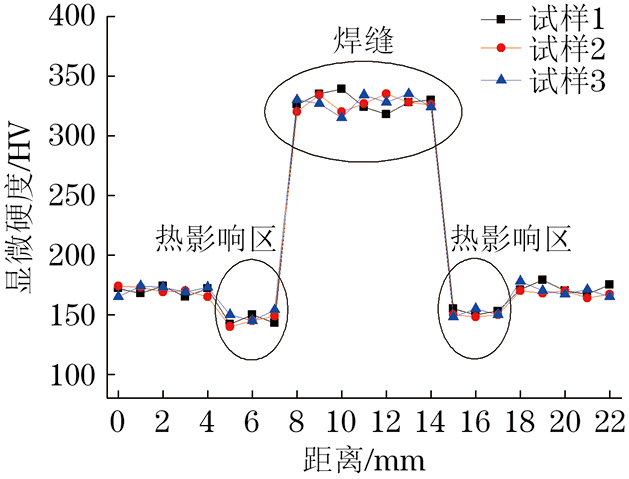
采用HMV-G31型显微维氏硬度计对失效焊接接头沿管轴向的显微硬度分布进行测试,载荷为9.8 N,保载时间为14 s,测试间距为1 mm,测3个试样。由图2可知,焊接接头焊缝显微硬度为310~340 HV,两侧母材显微硬度为160~180 HV,热影响区显微硬度为140~150 HV。热影响区硬度最低,是焊接接头的薄弱区域。
在两侧母材和以焊缝为中心的焊接接头上沿管轴向截取如图3所示的微小拉伸试样,按照DL/T 2363—2021《金属材料微型试样室温拉伸试验规程》、GB/T 228.1—2010《金属材料拉伸试验第1部分:室温试验方法》和GB/T 228.2—2015《金属材料拉伸试验第2部分:高温试验方法》,采用UTM5105型万能电子试验机进行室温和550 ℃短时高温拉伸试验,拉伸速度为1 mm·min−1;高温拉伸试样在试验机附带管式加热炉中加热,采用双热电偶测控温度,每组室温、短时高温拉伸试验试样数量为3~5个。
室温下母材的抗拉强度为500~520 MPa,屈服强度为350~380 MPa,断后伸长率为23%~33%,满足标准规定的12Cr1MoV钢抗拉强度在470~640 MPa、屈服强度不低于255 MPa、断后伸长率不低于21%的要求。室温下焊接接头抗拉强度为850~890 MPa,比母材高330~390 MPa;屈服强度为760~820 MPa,比母材高380~470 MPa;断后伸长率为15%~21%,比母材低2%~18%。550 ℃下母材屈服强度为210~240 MPa,满足12Cr1MoV钢550 ℃下屈服强度不低于187 MPa的规定;550 ℃下母材抗拉强度为320~360 MPa,焊接接头抗拉强度为460~490 MPa,屈服强度为240~270 MPa。焊接接头强度远高于12Cr1MoV钢母材强度。
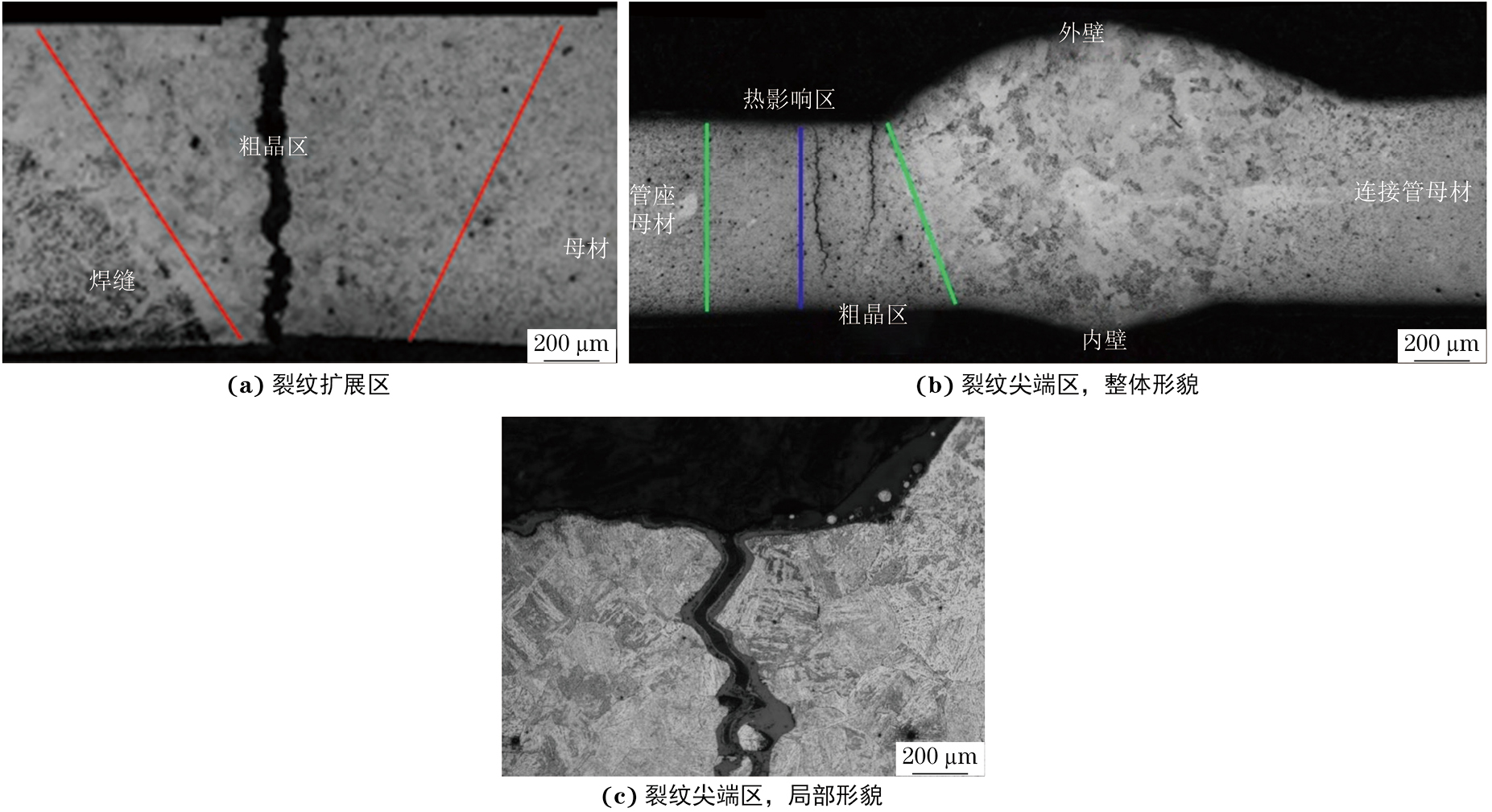
在失效焊接接头完全开裂区取样,用丙酮溶液超声波清洗开裂断面后,采用Stemi508型体视显微镜观察其形貌。在失效焊接接头裂纹扩展区、裂纹尖端区以及未开裂区垂直于焊接方向截取金相试样,经打磨、抛光,用体积分数5%的硝酸乙醇溶液腐蚀后,采用Observer.D1M型光学显微镜观察不同区域的显微组织。由图4可知,失效焊接接头中的裂纹由外壁向内壁扩展,在主裂纹扩展过程形成二次裂纹,同时由于蒸汽泄漏,开裂断面发生严重氧化。
由图5可知:裂纹在焊接接头热影响区粗晶区萌生,由管外壁向内壁沿晶扩展,在裂纹扩展过程中裂纹尖端不断被氧化;外壁焊缝余高为420 μm,具有一定错口现象;热影响区宽度在3 450~3 815 μm,远大于DL/T 869—2021规定的壁厚小于6 mm的12Cr1MoV钢管焊接接头热影响区宽度不大于2 000 μm的要求。焊缝根部对口间隙为5 435 μm,焊缝根部凸出2 135 μm,均不符合DL/T 869—2021中规定的12Cr1MoV钢小径管焊缝根部对口间隙小于3 000 μm、焊缝根部凸出不大于2 000 μm的要求。
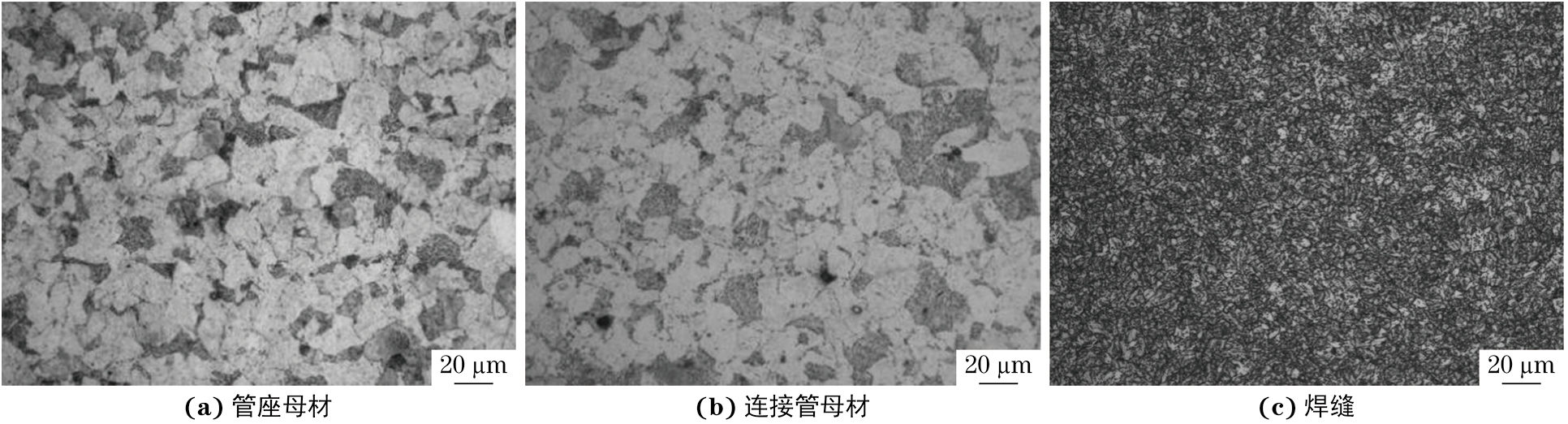
由图6可知:失效焊接接头管座母材和连接管母材组织正常,均为铁素体和珠光体,显微组织2级;焊缝组织正常,为粒状贝氏体。
由上述理化检验结果可知,管座及连接管母材的化学成分、显微组织、硬度和拉伸性能满足标准要求,化学成分也符合上海锅炉厂对低温再热器出口集箱管座和连接管的设计选材要求;失效焊接接头的开裂与母材性能无相关性。焊接接头内壁焊缝存在根部凸出和咬边现象,焊缝根部凸出尺寸不符合标准要求,表明焊缝根部成形质量差,这与现场焊接过程中焊接工艺执行不当有关。裂纹起源于接头外壁热影响区粗晶区,沿晶界逐渐向内壁扩展,直至贯穿整个壁厚,这是12Cr1MoV钢中再热裂纹的典型特征[6,9]。
12Cr1MoV钢焊接接头的安装应力、成形质量、焊前预热、焊接热输入及焊后热处理等显著影响再热裂纹的萌生[6,9,11]。失效焊接接头为变径管,距大厚壁再热器集箱约200 mm,该区域受力复杂,应力集中现象明显,较差的焊接成形质量加剧了应力集中,使得再热裂纹在该区域萌生。焊接过程中存在强力对口导致接头中出现焊缝错口,同时根部对口间隙大于标准要求,使得焊接接头受到较大的拘束应力。焊前预热及焊后热处理是降低12Cr1MoV钢焊接残余应力、改善接头性能、避免再热裂纹产生的重要方法。查阅该机组低温再热器集箱管座与连接管的施工记录,施工单位仅采用火焰加热方式对管材进行150 ℃焊前预热1 min,并根据DL/T 869—2021中“?63.5 mm×4 mm尺寸的12Cr1MoV钢管焊后可不进行焊后热处理”的原则,未对该焊接接头进行焊后热处理,导致焊接接头的硬度和强度远高于12Cr1MoV钢母材。焊接接头焊缝的硬度最高,热影响区硬度最低,焊缝与热影响区的强韧性匹配差。失效焊接接头热影响区的宽度为3 450~3 815 μm,远大于标准要求,且热影响区粗晶区的奥氏体晶粒粗大,推测焊接过程中焊接工艺规范执行不当,使用了较大焊接电流和过高焊接热输入[6]。热影响区粗晶区的粗大奥氏体晶粒增加晶界滑移阻力,裂纹易沿晶界扩展;该区域的韧性储备能量不足,塑性变形能力差。
12Cr1MoV钢焊接接头处应力集中作用明显,较差的成形质量和较大的拘束应力加剧了薄弱区域的应力集中,促使再热裂纹在热影响区萌生;较大的焊接电流和过高焊接热输入导致热影响区过宽,在应力作用下为再热裂纹萌生提供了更多位置;焊前预热不充分及焊后未热处理导致焊接接头的焊接残余应力处于较高水平,热影响区的韧性储备能量不足,相应的塑性变形能力变差,加剧了热影响区塑性应变集中效应。此外,该低温再热器集箱出口服役温度为533 ℃,正处于12Cr1MoV钢焊接接头产生再热裂纹的敏感温度区间[10]。上述多种因素的耦合作用导致12Cr1MoV焊接接头在168 h试运行期间产生再热裂纹,再热裂纹在应力作用下快速扩展,造成焊接接头开裂。
(1)低温再热器出口2Cr1MoV钢集箱管座与连接管焊接接头的早期开裂与母材无相关性。焊接接头的服役温度处于再热裂纹敏感温度区间,结构应力、焊接强制对口产生的拘束应力以及未热处理消除的焊接应力的叠加作用导致再热裂纹在过宽热影响区内快速萌生及扩展,最终导致接头开裂。
(2)建议优化低温再热器出口焊接接头结构,采用同管径同壁厚连接方式;在焊接过程中采用小电流和热输入,降低热影响区宽度;严禁强力对口,降低焊接接头拘束应力;焊前预热温度选择200 ℃,预热时间不短于3 min;焊后进行热处理,降低焊缝硬度、强度和焊接应力,提高热影响区韧性,改善焊缝与热影响区的强韧性匹配。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号