图 1 20圆钢取样位置宏观形貌

20圆钢具有良好的塑性、抗震性和焊接性,可用于制作传动轴、梁柱、支撑结构等零件,广泛应用于机械制造、建筑、建设等关键领域。随着工业技术的不断发展,对材料表面质量及综合性能的要求也不断提高。当20钢表面出现质量问题时,需要对有问题的产品进行修磨,问题严重的材料需要直接判废,给企业带来了极大的经济损失,因此研究20钢的表面质量问题具有重要的意义[1-2]。
某批次20圆钢表面出现纵向裂纹,经过修磨后,仍然不能解决该问题,导致产品的判废。笔者采用一系列理化检验方法对裂纹出现的原因进行分析,以避免该类问题再次发生。
在存在典型表面缺陷的直径为60 mm的20圆钢上,沿垂直于缺陷延伸方向取样,取样位置宏观形貌如图1所示。为了确定缺陷是否为原始坯料问题,以便追溯同批次连铸坯料,利用电阻炉模拟轧制前加热工艺,将试样加热至900 ℃并保温30 min后,观察其表面的情况。
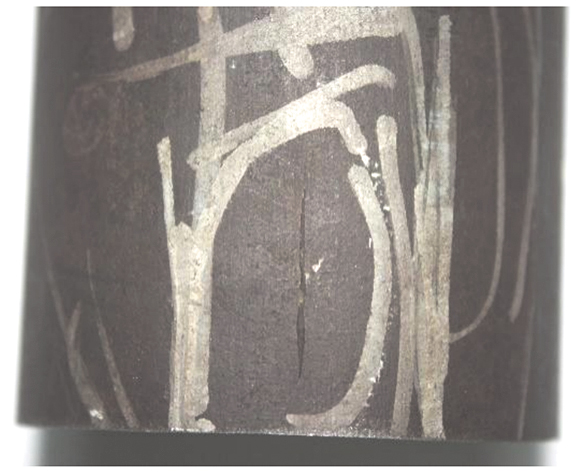
将经过电阻炉900 ℃加热并保温后的溯源连铸坯试样表面的氧化铁层去除,发现其表面有明显的圆形孔洞,孔洞的宏观形貌如图2所示。由图2可知:纵向裂纹缺陷沿轧向分布,边界笔直,头尾略尖,具有笔管状特征。
利用氧氮氢分析仪对所取圆钢试样进行O、N、H元素含量检测,得到材料中O元素质量分数为3.7×10−5,N元素质量分数为6.8×10−5,H元素质量分数为1.5×10−5。该结果符合企业内控标准的要求(O元素质量分数小于6×10−5,N元素质量分数小于8×10−5,H元素质量分数小于2×10−6)。
利用直读光谱仪对试样进行化学成分分析,结果如表1所示。由表1可知:20圆钢的化学成分符合GB/T 699—2015《优质碳素结构钢》的要求。
| 项目 | 质量分数 | |||||||
|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Ni | Cu | |
| 实测值 | 0.22 | 0.25 | 0.42 | 0.02 | 0.02 | 0.12 | 0.12 | 0.13 |
| 标准值 | 0.17~0.24 | 0.17~0.37 | 0.35~0.65 | ≤0.035 | ≤0.035 | ≤0.25 | ≤0.25 | ≤0.25 |
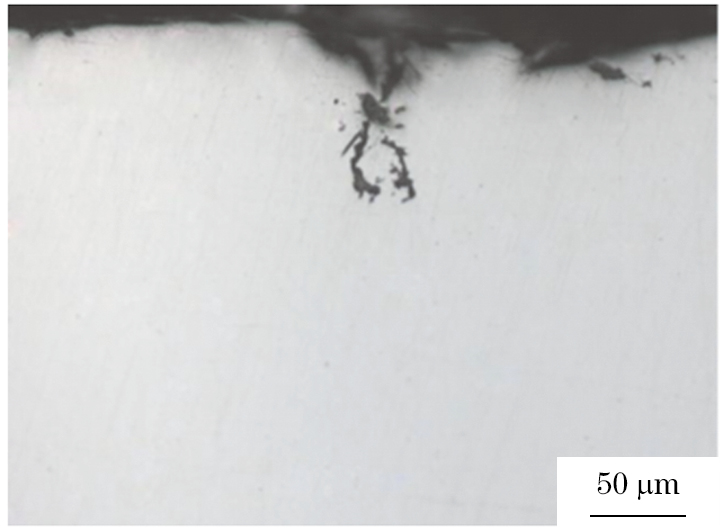
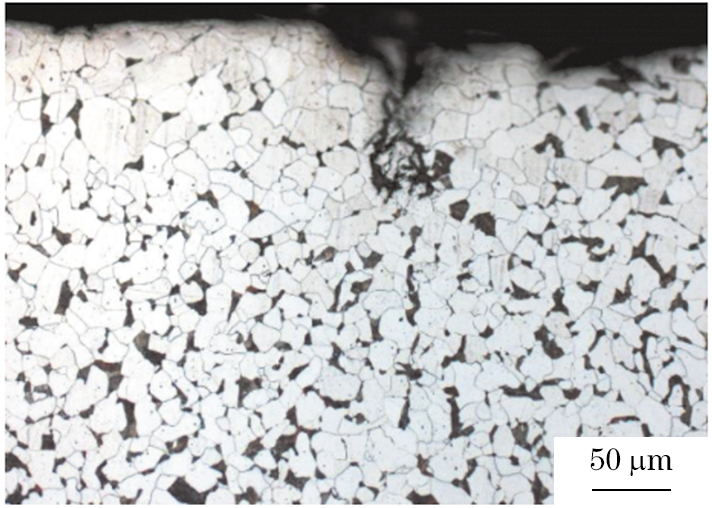
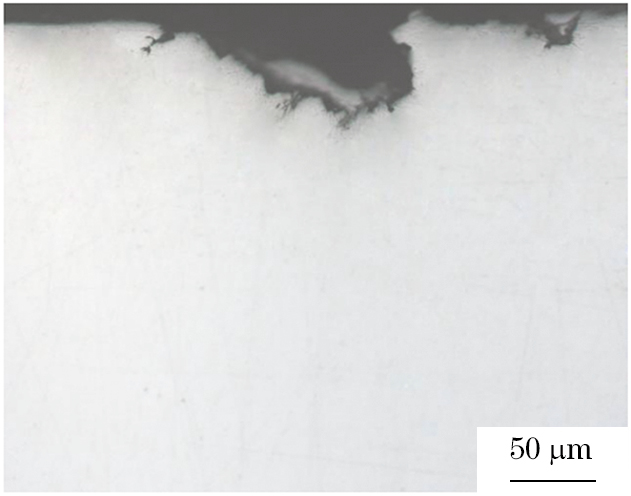
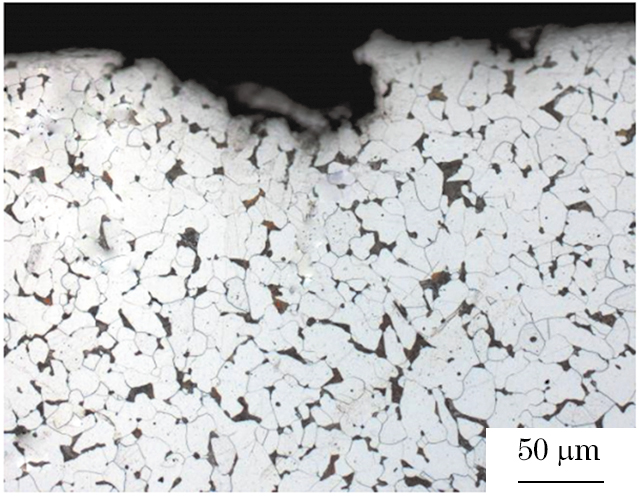
在圆钢试样表面纵向裂纹缺陷位置,垂直于裂纹方向取样,对横向试样表面(垂直于轧制方向面)进行磨抛,再将试样置于光学显微镜下观察,结果如图3~4所示。由图3~4可知:圆钢表面纵向裂纹由表面向基体内部延伸,裂纹中存在氧化铁,缺陷周围有一定量的氧化圆点(见图3);在裂纹缺陷附近表面位置存在一定量的典型孔洞缺陷,具体形态表现为类圆形或破裂半圆形二维形态,底部圆顿,周围可观察到一定量的氧化圆点(见图4)。用体积分数为4%的硝酸乙醇溶液腐蚀试样后,将试样置于光学显微镜下观察,结果如图5所示。由图5可知,裂纹缺陷附近存在较为明显的不均匀脱碳现象,周围组织为铁素体+珠光体。
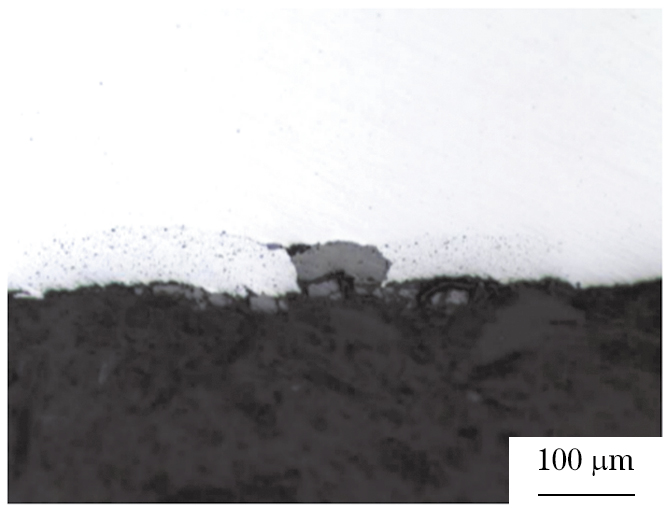
在加热后连铸坯表面的孔洞位置进行切割取样,并对其磨抛观察,结果如图6~7所示。由图6~7可知:孔洞尾部圆顿,末端未发现缺陷延伸(见图6);孔洞周围存在氧化圆点,缺陷处存在脱碳现象,周围组织为铁素体+珠光体(见图7)。
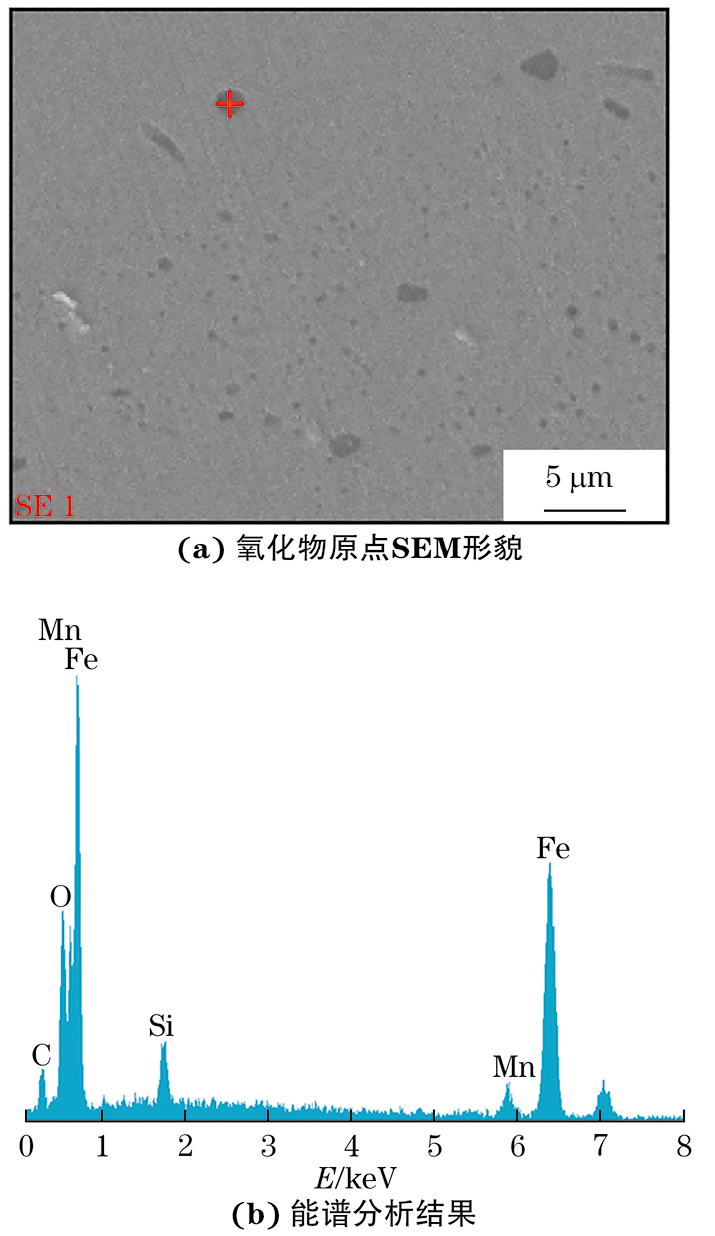
将磨抛后的圆钢及加热后的连铸坯试样置于扫描电镜下观察,并对缺陷周围的氧化物圆点进行能谱分析,结果如图8所示。由图8可知:试样缺陷处氧化物圆点的主要成分均为硅酸锰铁。
由宏观观察结果可知,圆钢表面存在较多的沿轧向方向分布的不连续细小裂纹,裂纹边界笔直,头尾略尖,具有典型的笔管形状特征。一般当原始材料存在气孔缺陷时,经过无扭轧制变形,气孔会沿着轧制方向延伸,形成两端窄中间宽的形态,与20圆钢表面出现的纵向裂纹缺陷形态十分吻合。其表面还存在一定量的类圆形近表面缺陷,初步怀疑产品表面缺陷的产生与气体存在相关性[3]。
由金相检验及扫描电镜分析结果可知:裂纹中存在氧化铁,周围有氧化物圆点,裂纹周围有一定的氧化脱碳现象。脱碳现象说明在加热过程中,缺陷已经暴露在空气中。大量氧化物圆点的存在说明缺陷很可能产生于原始坯料,原始坯料的表面或近表面存在缺陷时,在轧制前的加热过程中,缺陷处氧元素含量高,更容易被氧化,且缺陷附近Si、Mn元素更容易与氧元素发生反应,生成复合型化合物,即硅酸锰铁。
同批量铸坯试样经过加热,去除表面氧化铁后,可在表面观察到十分明显的孔洞,孔洞底部圆顿。
结合圆钢表面缺陷和坯料表面缺陷形态、试样缺陷处的金相检验及扫描电镜分析结果,可以判断材料表面缺陷的形成原因为原始坯料存在皮下气泡。
当铸坯局部存在表面或皮下气泡时,在后续加热轧制的过程中,在3个方向应力的作用下,有一部分气泡破裂,形成纵向细裂纹,一部分未完全破裂的气泡会保持原始状态。
对生产环节进行溯源,发现该缺陷为连铸过程氩气泡被代入到钢水中,且未及时排出并遗留在铸坯表面及近表面位置,导致侵入式Ar气泡缺陷[4-5]。在全保护连续浇注过程中,为了防止水口结瘤,抑制组合式水口在浇铸过程中吸入空气,造成空气中的氧与钢水结合,形成二次氧化,从而带来材料内部缺陷,往往使用吹氩的方式对材料进行保护。当连续浇注过程中采用氩气保护时,保护气体会沿着中包上下水口的缝隙进入到钢水中,而后气体随着钢水的运动扩散至结晶器的不同部位,一部分气泡随着钢水运动向上浮,同时促进了钢水中夹杂物的上浮。但是,当气泡未能及时排出而被固液界面凝固的枝晶捕捉时,就会形成铸坯皮下气泡。
(1)该批圆钢表面缺陷为连铸坯表面及皮下气泡经过加热轧制形成的纵向裂纹缺陷。
(2)连铸坯表面及皮下气泡的产生原因为连铸吹氩保护浇注过程中,保护气体进入钢水而未能及时上浮,从而滞留在钢中。
(3)建议在连铸环节保障背压符合要求,同时控制氩气流量,避免吹氩过强而使大量氩气进入钢中;控制连铸过程的铸坯拉速和浇注温度,保证钢水中气体有充分的时间上浮排出。
(4)不要让保护气体以气泡的形式遗留在材料中,从而可以避免在后续生产加工过程中形成缺陷,解决产品的质量问题。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号