图 1 模块的结构示意

射线检测作为承压设备内部质量检测的重要方式之一,从最简单的胶片发展到图像射线照相技术,再发展到数字成像检测技术。数字成像器件和图像处理技术的不断发展,为射线数字成像检测技术的发展提供了广阔的空间,现在,检测人员甚至可以利用先进的网络技术进行远程评片及诊断[1]。
数字射线成像检测技术与射线胶片照相技术在原理上是相同的。在进行射线胶片照相检测时,射线穿透被检工件,一部分射线能量被材料吸收,另一部分射线能量穿透被检工件后在胶片上感光,产生潜影,经暗室处理后底片上会呈现具有黑度差异的影像,通过观察影像即可对被检工件的质量进行评定。数字射线成像检测技术是用数字接收器将穿过被检工件的射线转换为数字信号,再经计算机处理后,检测人员可在屏幕上直接进行观察及评定。数字射线成像检测仪器具有分辨率高、灵敏度高、信噪比高、图像清晰、成像速度快、存储与观察评定方便等优点,是目前工业产品检测中广泛使用的工具。
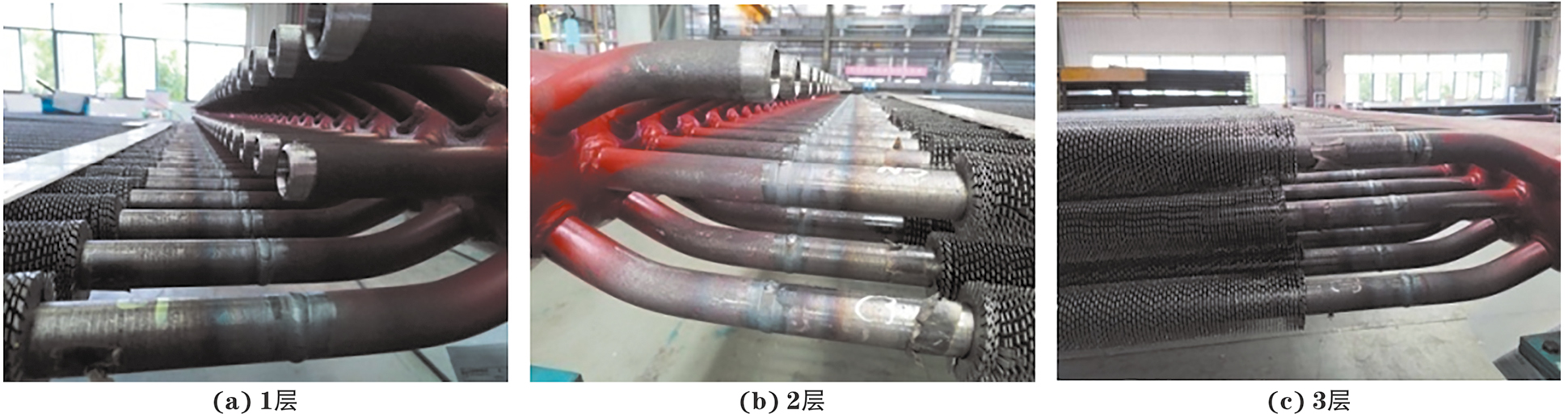
对于笔者公司产品余热锅炉模块,根据标准NB/T 47013.11—2015《承压设备无损检测 第11部分:X射线数字成像检测》的要求,需要对对接焊口进行100%的射线检测。因产品体积大、质量大(长度为22 m,宽度为4 m,质量为20 t)、不便于移动,且具有复杂的多层结构(见图1),需要焊接一层,检测一层,检测层管屏检测合格后,才能进行上面一层管屏的管口装配与焊接。公司现有曝光室及管屏DR系统都无法满足余热锅炉模块的射线检测要求。因产品无法移动,故无法使用公司现有的固定式DR检测系统,目前的检测方式为:在车间无工人工作时,深夜进行射线胶片检测。
在有限的工作时间、有限的场地范围内,为保证监督区的辐射水平,无法配置大量射线检测操作人员。为此,考虑设计一种新式铅房,可在白天正常工作环境下进行检测,将射线限制在铅房内,以减少射线对其他工序工位的影响。并在此基础上,以数字成像技术替代胶片,设计合理的工装,选择合适的数字平板,降低检测成本,提升检测效率。
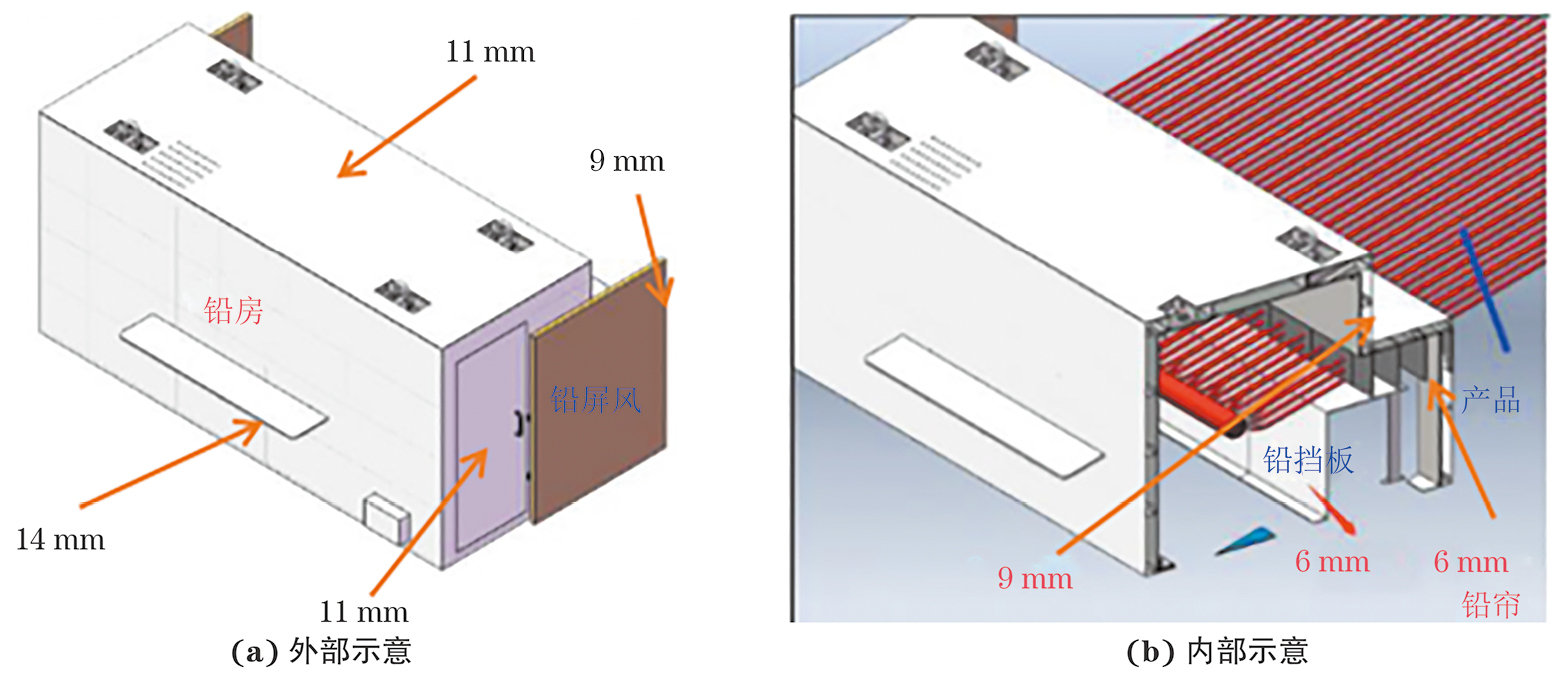
专用铅房设计示意如图2所示。该铅房配备铅屏风、铅帘与铅挡板(见图3),可将射线限制在铅房内部,控制外部泄漏剂量率,除铅帘侧低于国家标准GBZ 117—2022《工业探伤放射防护标准》要求的2.5 μSv/h外,其余各方向均接近辐射本底值0.1 μSv/h。其中,铅挡板装配时采用多段拼装方式,每一个铅挡板架有4个万向轮,以降低搬运时人员的劳动强度;相邻铅挡板采用高低搭配的方式拼装,并保证拼接时有10 mm以上的重叠。另外铅房与铅挡板均向内折边,以减少射线从底部泄漏的情况。
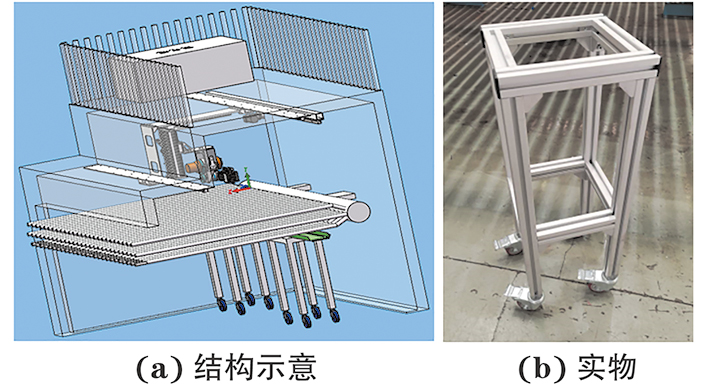
由于余热锅炉模块具有多层结构,且各层结构之间空间狭小,故需要选择很薄的数字射线成像平板,文章选用某公司生产的Whale1613FDI-T型超薄平板探测器,其厚度仅为15 mm,满足其检测要求。该探测器需要与之适配的轨道,故文章将轨道设计为多段合页折叠式,方便插入模块的两层结构之间。
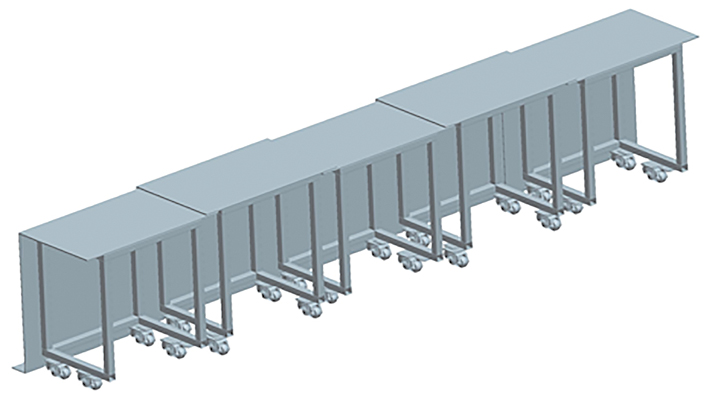
对余热锅炉模块最下面一层进行检测时,需将轨道放置在专用的轨道架上,轨道架材料为轻质合金,下部为万向轮,方便移动,且旋转万向轮的固定螺栓可以调整轨道架的高度,其结构示意及实物如图4所示。安装时,合页各端部及结合处均放置一个轨道架,以保证平板在轨道上平稳移动,不上下起伏。
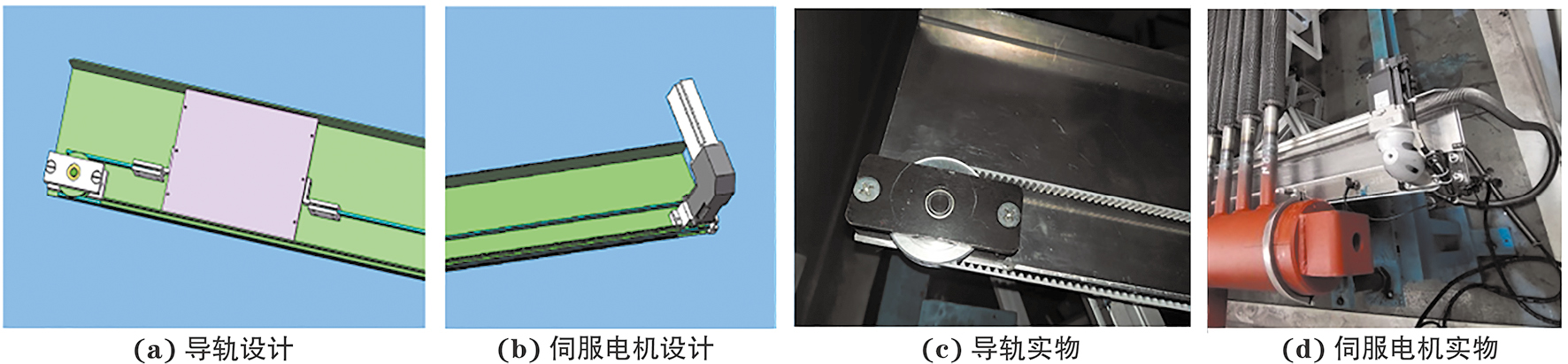
平板的移动通过伺服电机带动同步皮带进行控制。伺服电机固定在轨道一端,皮带固定轮盘安装在轨道另一端。根据模块的特点,设计专用的管屏间平板移动导轨,检测时,成像平板与X射线机同步移动。平板导轨及伺服电机的设计图与实物如图5所示。
计算机图像处理系统由奥龙射线有限公司独立自主研制开发,可以根据不同行业用户的需求,编写不同的应用界面及图像处理程序。其高性能的编程技术使操作界面简单易懂,可最大限度减少操作步骤,快速满足操作人员的需求。机械传动采用电动控制、无极变速;电气控制采用国际上流行的钢琴式多功能操作台,将系统中的X射线机控制、工业电视监控、机械操作等功能集于一体,操作简单方便。
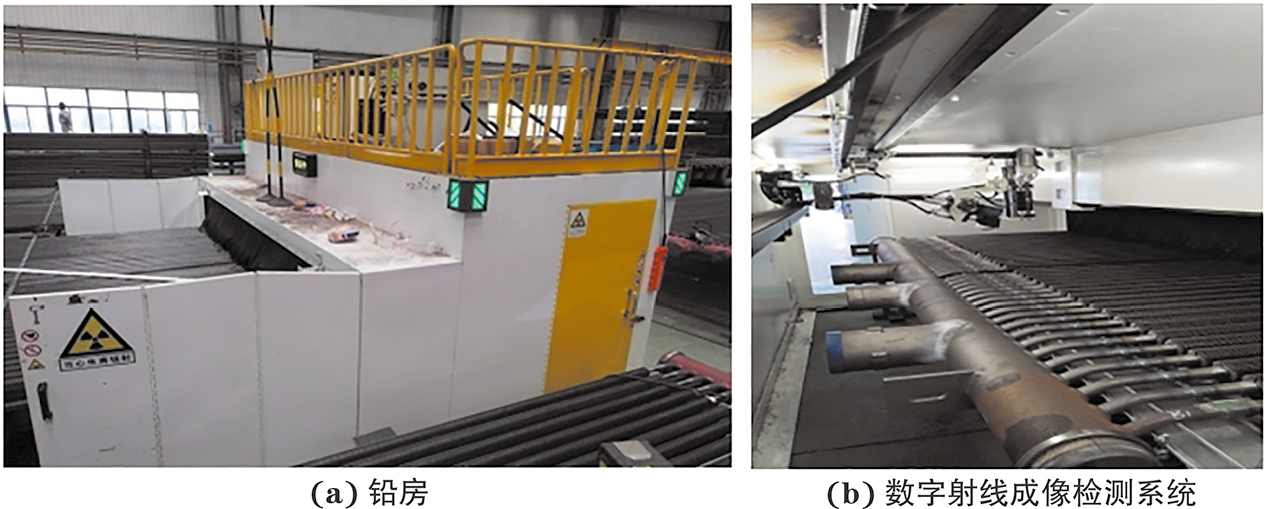
铅房按照电压为250 kV的X射线防护要求进行设计。铅房主体尺寸(长×宽×高)为4 300 mm×2 400 mm×1 980 mm。对现场的开机状态进行了实测,测量得到的辐射泄漏结果符合国家安全标准GBZ 117—2022中的要求(2.5 μSv/h)。在严格遵守辐射安全管理规定的前提下,移动铅房可在车间正常生产时同步使用。数字射线成像检测系统由160 kV高频移动式探伤机、数字平板成像系统、计算机图像处理系统、机械电气系统、射线防护系统等几部分组成。铅房及数字射线成像检测系统实物如图6所示。
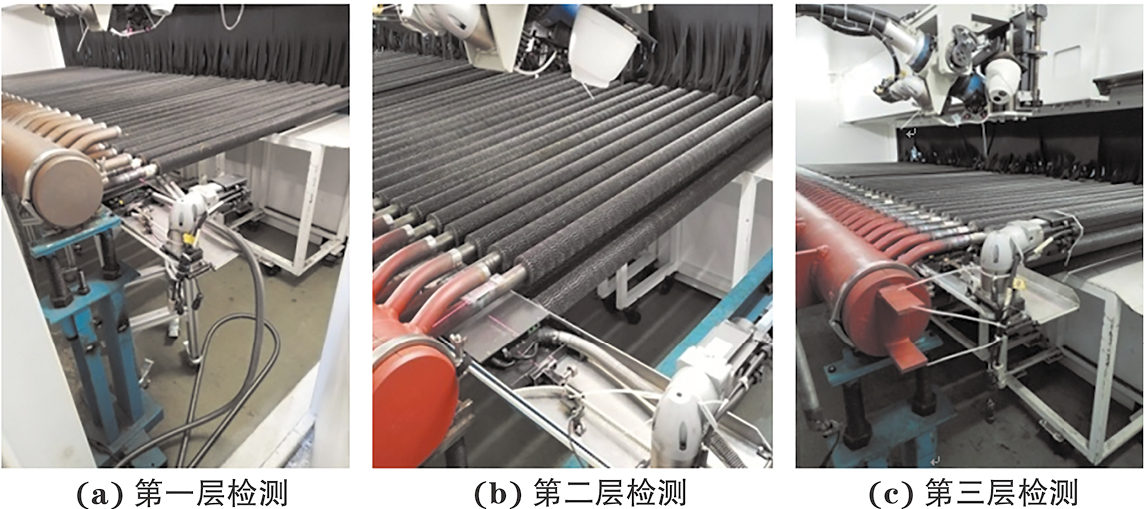
对于多层结构的余热锅炉模块,鳍片管管屏第一层对接焊缝检测时,应采用支架将平板移动工装支撑在管屏下方,并将防护铅房吊装至防护位置,调整好射线机及平板探测器的初始检测位置,对准焊缝调整射线机角度,逐根管子实施检测,直至完成所有焊缝的检测,再更换透照角度,返回行进路线,进行焊缝的第二次检测。两次检测完成后,第一层检测流程完毕。第一层检测完成后,将平板移开,开始对不合格焊缝进行返修,返修焊口检测合格后,将铅房吊运至其他区域进行检测。原检测区域可以进行第二层管子的装配与焊接。检测第二层焊管时,先后将导轨与平板工装插入第一层与第二层之间位置,按照第一层的检测流程进行检测。第三层检测重复第二层的检测流程。其检测现场如图7所示。
常规胶片照相射线检测技术的流程可以简单概括为拍片、洗片、烘片和评片,都是通过人工来完成的。按一条管屏42个焊口计算,根据标准T/D(被检工件壁厚/小径管外直径)≤0.12的要求,每个焊口需拍两张片,合计84张底片,在40 min至1 h时间内完成;洗片和烘片的时间约为40 min;评片只能等到次日进行,从整理底片到评定大概需要1 h。
余热锅炉模块数字射线检测系统的平均吊运时间为5~10 min;将检测系统放在需要检测的模块上,按一条管屏42个焊口计算,根据标准T/D≤0.12的要求,每个焊口拍两张片,合计84张图像,一般在15~20 min就可以完成图像采集和评片的工作;发现缺陷后,不需要移开铅房,可以直接在其内部进行返修,返修好后可以直接重新拍片与评定。一条模块管屏从铅房安放、电气设备设置、图像采集和评定、焊口返修及重新采集评定等流程基本需要1~1.5 h。
综上所述,常规胶片照相射线检测技术从拍片、洗片、烘片和评片大概需要一晚的时间,且若在白天拍片,其他工序无法工作;而DR检测技术在整个检测流程中所需要的时间约为1 h。从产品的制作周期上,胶片照相射线检测需要一周时间才可以完成一屏模块的制作,而DR检测只需要三天时间就可以完成一屏模块的制作,大大提高了工作效率,提高了产能。
采用数字射线成像检测和常规射线照相胶片分别进行试验,通过对所检测的焊口结果进行对比分析,判断数字射线成像检测技术的缺陷检出能力,进一步验证其检测结果的可靠性。
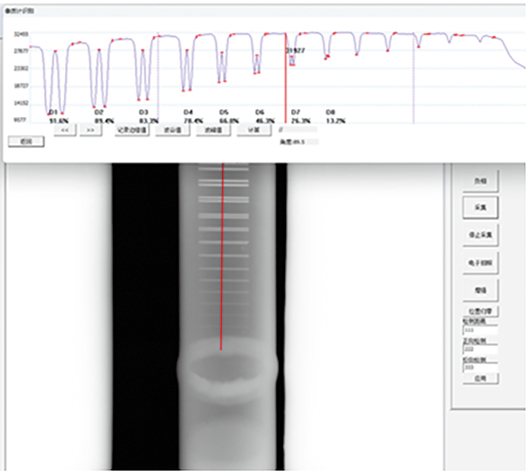
对于系统空间分辨率,采用了双丝线性像质计进行记录,如图8所示,可见,其至少可以识别8D丝,8D丝对的丝径为0.16 mm,计算分辨率为3.65 lp/mm,即1 mm宽度内能分辨清楚的线对数为3.6个,满足焊缝检测要求。
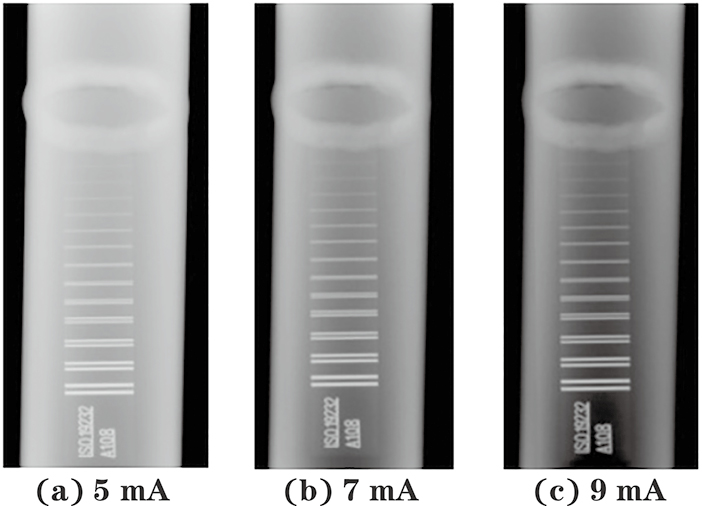
当管电流过低时,会出现噪声严重、曝光不足的现象,从而掩盖检测工件中细小的影像。增大管电流可以提高图像的信噪比,但过大的管电流也会造成图像的过饱和[2]。故在实际的操作中针对不同的透照厚度,一般建议选6~8 mA的管电流,在满足标准要求的前提下,尽可能选择低的管电流。不同管电流对图像质量的影响如图9所示。
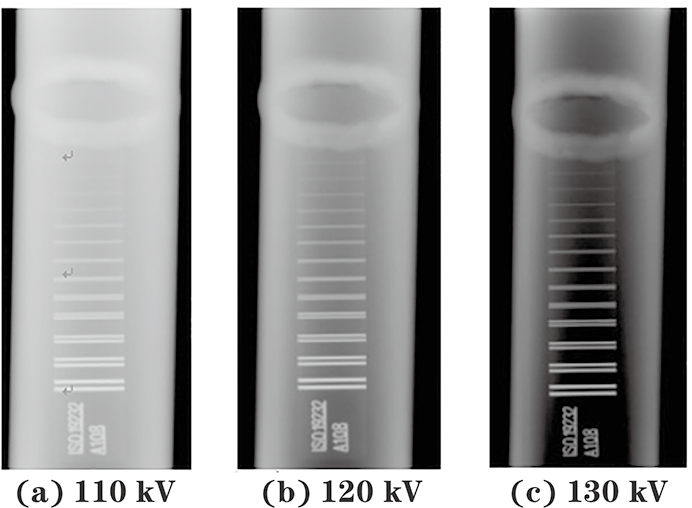
试验结果表明,115~125 kV的检测电压基本上符合标准NB/T 47013.11—2015中规定的检测灵敏度要求,图像对比度、清晰度和灰度均基本达到要求。故在保证可以穿透的前提下,尽可能选低的管电压。不同管电压对图像质量的影响如图10所示。
确定透照参数后,进行对比试验。在现场随机选取了8条管屏合计336个焊口进行盲检对比。根据标准NB/T 47013.11—2015中针对小径管椭圆成像的透照技术:T/D0≤0.12,相隔90°透照2次,对672张图像及胶片进行了对比,所显示的缺陷分布、缺陷尺寸及性质基本一致。文章选取了部分典型缺陷进行了对比,结果如图11所示。
对数字射线成像的图像进行了分辨率、灵敏度和信噪比的测定,并进行了分析,结果如表1所示。
| 小径管规格(直径×壁厚)/mm | 灵敏度+分辨率 | 信噪比 | 技术参数 | 结论 | ||||
|---|---|---|---|---|---|---|---|---|
| 要求 | 实测 | 要求 | 实测 | 电压/kV | 电流/mA | 焦距/mm | ||
| ?38.1×2.8 | 双丝D8+单丝W14或双丝D7+单丝W15或双丝D6+单丝W16 | 双丝D7~D8+单丝W15~W16 | ≥100 | 145 | 130 | 7 | 600 | 满足NB/T 47013.11—2015标准的要求 |
| ?57.0×4.5 | 双丝D7+单丝W13或双丝D6+单丝W14或双丝D5+单丝W15 | 双丝D7~D8+单丝W15 | ≥100 | 128 | 145 | 7 | 600 | |
| ?57.0×6.5 | 双丝D8+单丝W12或双丝D7+单丝W13或双丝D6+单丝W14 | 双丝D7~D8+单丝W13~W14 | ≥100 | 125 | 155 | 9 | 600 | |
文章提出的余热锅炉模块数字射线检测系统可以对余热锅炉模块多层次结构进行半自动化检测,并对检测系统进行了检测性能分析,得出以下结论。
(1)所制作的铅房和多段铅挡板的泄漏剂量率完全符合国家标准GBZ 117—2022中要求的2.5 μSv/h。
(2)所采集的数字射线图像基本符合数字射线检测标准的要求。
(3)数字射线成像检测系统可以对结构复杂工件焊接环缝焊口进行高效率地数字射线成像检测,半自动化程度高,可以推广使用。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号