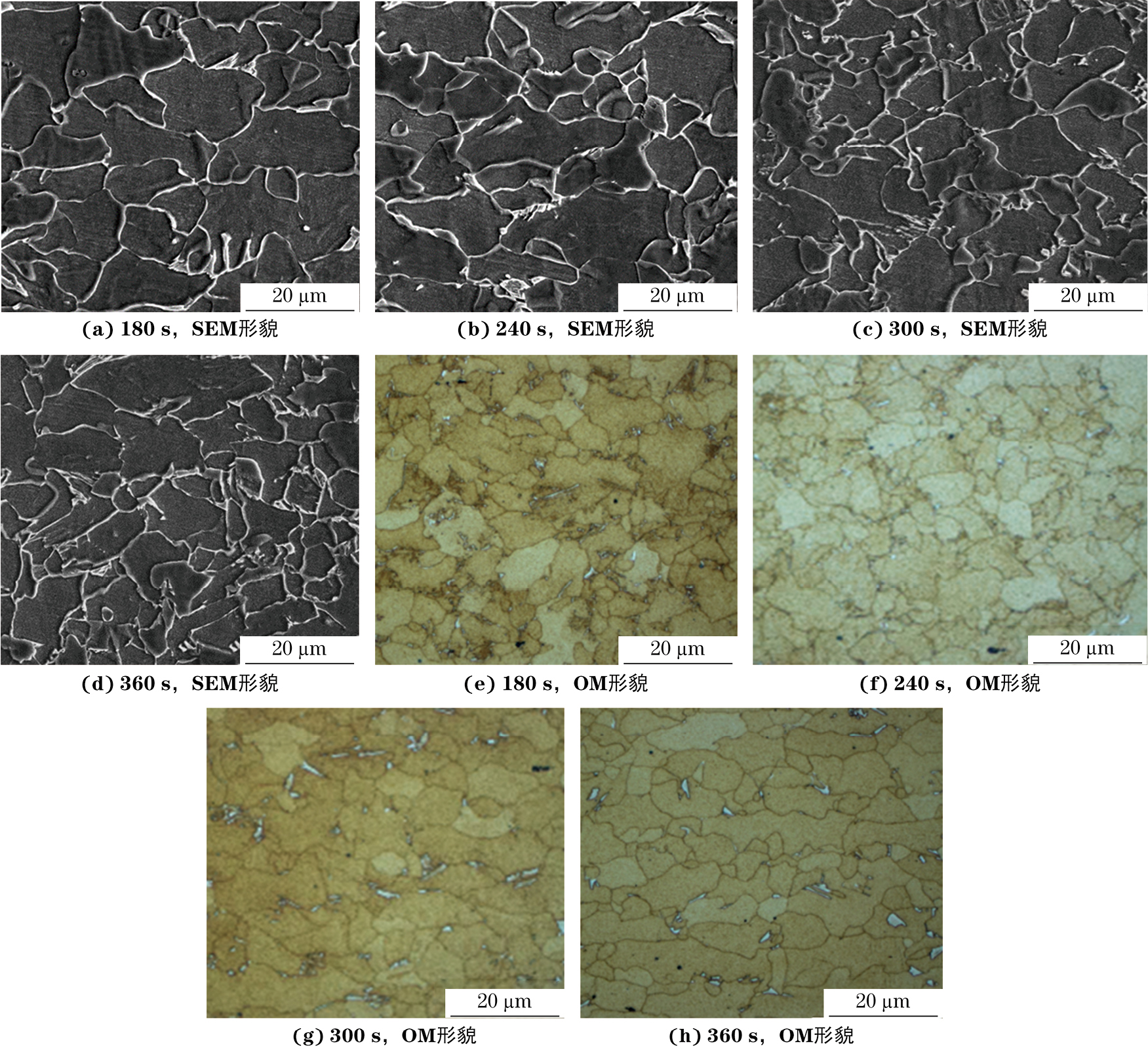
图 1 不同时间退火后试验钢的SEM形貌和OM形貌
Figure 1. SEM morphology (a–d) and OM morphology (e–h) of test steel after annealing for different time periods

随着汽车工业的快速发展,汽车用冷轧深冲钢板的质量要求越来越高。双相钢以其优越的强度和成形性能[1-3]在车身结构材料中占据了主导地位,主要用于制造汽车内外板、覆盖件等复杂形状部件[4]。然而,强度的提高会导致材料延展性和成形性能的下降,在深冲成形过程中出现裂纹和皱折。因此,需要进一步平衡冷轧高强双相钢的强度与成形性能之间的关系[5],以满足汽车行业对高性能、轻量化[6]材料的需求。
近年来,深冲双相钢成形性能的优化研究主要围绕成分设计与热处理工艺两大技术路径展开[7-9]。在成分设计方面:利用微合金化策略[10-11]在双相钢基体中添加铌和钛等强碳化物元素,通过析出纳米级碳化物产生晶界钉扎效应,有效延缓再结晶进程,并诱导{111}面织构的择优生长[12-15],从而显著提升双相钢的深冲成形性能;利用固溶元素的动态扩散行为影响晶粒的尺寸及均匀性,进而影响双相钢的力学性能。在热处理工艺方面,现代冷轧双相钢生产中的连续退火工序被视为关键控制环节,其中:退火温度、冷却速率及后续时效处理参数共同决定马氏体含量、{111}织构取向密度及屈服强度等指标[16-20];退火时间则可通过调控铁素体、马氏体及碳化物的分布,影响材料力学性能[21]。目前,尚未见有关退火时间对深冲双相钢成形性能影响的系统性研究报道。因此,作者以C-Mn-Nb-Ti系深冲双相钢为研究对象,在860 ℃下进行不同时间的退火处理,研究了不同退火时间下钢的显微组织、织构特征、拉伸性能和成形性能。这一研究不仅对提升汽车覆盖件的生产效率和质量具有重要意义,也为开发更高级别的汽车用钢提供了理论基础和实践指导。
采用50 kg中频真空感应熔炼炉在氩气保护下冶炼C-Mn-Nb-Ti系双相钢,试验钢的化学成分(质量分数/%)为0.024C,1.84Mn,0.018Al,0.35Si,0.072Nb,0.018Ti,余Fe。将熔炼得到的40 kg钢锭热锻成形,并切割出尺寸为90 mm×70 mm×40 mm的长方形坯料。将长方形坯料在1 200 ℃下保温2 h,然后采用RAL-NEU型?350 mm×350 mm高刚度二辊热轧机将其轧制成4.3 mm厚的板材,并在750 ℃下保温1 h,随炉冷却至室温。将热轧板切割出长为110 mm、宽为50 mm的试样,经过酸洗后,采用冷轧机进行冷轧,压下率为75%,冷轧板厚度为1 mm。在冷轧板上截取尺寸为7 mm×5 mm×1 mm的试样,采用箱式退火炉进行860 ℃退火处理,退火时间分别为180,240,300,360 s,随后以40 ℃·s−1的速率快速冷却至室温。
采用电火花线切割机沿冷轧方向截取试样,经打磨、抛光,使用体积分数4%硝酸乙醇溶液和Lepara试剂(10 g·L−1偏重亚硫酸钠的溶液与40 g·L−1苦味酸乙醇溶液按体积比1∶1混合)进行腐蚀后,采用ZEISS Axio Vert.A1型光学显微镜(OM)和FEI Quanta-650 FEG型热场发射扫描电镜(SEM)观察显微组织,利用Image-Pro软件统计晶粒尺寸和马氏体含量。采用体积分数5% C3H8O3+15% HClO4+80% CH3CH2OH的混合溶液对试样进行电解抛光后,利用SEM的电子背散射衍射(EBSD)技术表征微观结构。按照GB/T 228.1—2021《金属材料拉伸试验第1部分 室温试验方法》,在退火态试验钢上沿轧制方向截取拉伸试样,拉伸试样标距长度为14 mm,宽度为5 mm,采用Instron 3382型万能电子拉伸试验机进行室温拉伸试验,拉伸速度为0.05 mm·s−1,获得塑性应变比和加工硬化指数。塑性应变比定义[22]为均匀塑性变形时试样标距内宽度方向的真应变与厚度方向的真应变之比;当塑性应变比低于1.0时,说明材料在平面各方向上的塑性变形能力存在显著差异,冲压成形性能较差。加工硬化指数由拉伸真应力-真应变曲线拟合Hollomon关系得到[23];当加工硬化指数大于0.2时,通常认为材料具有较好的均匀变形能力,抵抗局部变形和疲劳失效的能力也较高。
由图1可以看出:不同时间退火的试验钢室温组织由深灰色多边形铁素体、亮白色不规则块状马氏体和白色块状或条带状碳化物组成,马氏体主要沿铁素体晶界分布,碳化物分布在铁素体晶界边缘处;随着退火时间延长,试验钢的晶粒逐渐等轴化,同时大部分铁素体晶粒尺寸减小,这种变化有利于提高深冲双相钢组织的均匀分布程度,从而增强其整体的成形性能。当退火时间达到300 s时,原子扩散能力增强,碳化物倾向于在晶界处偏聚,部分铁素体晶粒开始长大并呈现多边形化,组织均匀性降低。当退火时间进一步延长至360 s时,组织均匀性继续降低,出现部分尺寸粗大的多边形铁素体。当退火时间为180,240,300,360 s时,试验钢的平均晶粒尺寸分别为10.55,10.01,9.51,9.63 μm,马氏体体积分数分别为4.6%,4.9%,7.8%,7.9%;随着退火时间延长,平均晶粒尺寸先减小后增加,马氏体含量增加。退火时间的延长导致晶粒长大的热力学和动力学驱动力均有所提高,使得晶粒长大。当保温时间足够长时,在退火过程中碳化物溶解到铁素体基体中,组织中碳化物减少,导致奥氏体含量及其碳、锰含量均有所提升,从而使退火后的马氏体碳含量增加[24]。
图2为不同退火时间下试验钢在?2=45°位置的取向分布函数图(orientation distribution function,ODF)和反极图(inverse pole figure,IPF)。由图2可以看出,不同退火时间下试验钢中均存在α织构和γ织构。在退火过程中,高形变储能的γ织构逐渐取代α织构成为主导,因此不同退火时间下组织均表现出较强的γ织构,而α织构主要集中在{112}〈110〉和{223}〈110〉取向。当退火时间为180 s时,铁素体再结晶过程基本完成,γ织构开始吞噬并取代α织构,形成织构强点,晶粒取向主要为〈111〉和〈101〉。在退火240 s后,晶粒明显细化且分布均匀,〈111〉晶粒取向的占比显著增加,〈111〉γ织构强度提高,同时碳化物含量较低,变形和再结晶中的剪切带或变形带较少。当退火时间延长至300 s时,〈111〉和〈101〉晶粒取向占比仍较大,同时伴随着一定量的旋转立方织构,这一类织构的形成主要归因于富碳马氏体相变诱发了晶格重组。当退火时间进一步延长至360 s时,γ织构的强度降低,〈111〉晶粒取向被〈001〉晶粒取向取代并逐渐占据主导地位。
由图3可以看出,当退火时间为180,360 s时,α织构最大取向密度位于{111}〈110〉取向,当退火时间为240,300 s时,α织构最大取向密度位于{112}〈110〉和{223}〈110〉取向。退火时间240 s下{112}〈110〉α织构取向密度相比于180 s退火显著增大,{111}〈110〉γ织构取向密度达到峰值8.5。当退火时间为300 s时,α织构取向密度达到峰值12,但此时γ织构取向密度降低,且分布不均匀,并且{111}〈110〉γ织构与{111}〈112〉γ织构取向密度间的差值较大,这会导致双相钢平面异性指数升高,增加在冲压过程中出现制耳现象的概率[25]。当退火时间延长至360 s时,α、γ织构的取向密度均显著下降。综上可知,通过优化退火时间可有效调控γ织构的形成与分布,240 s下退火有利于γ织构的取向密度达到峰值,可有效提高深冲双相钢的成形性能[26]。
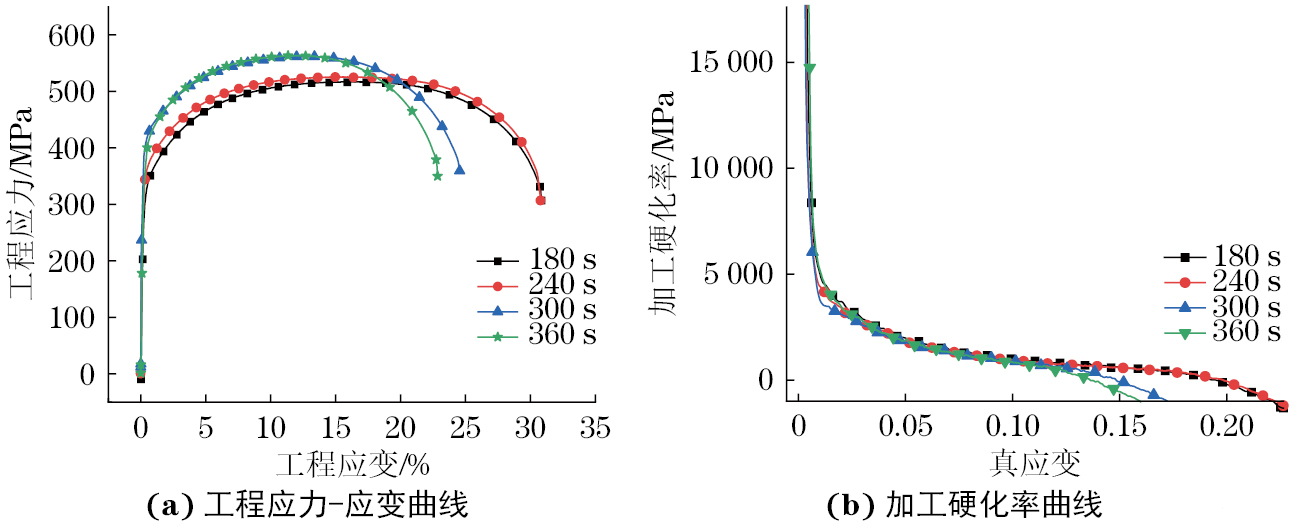
由图4可以看出,在860 ℃退火不同时间下,试验钢的室温拉伸曲线均未出现明显的屈服平台,呈连续屈服现象,这是由于退火过程中的马氏体相变导致体积膨胀,挤压软相铁素体而产生较多的可动位错,在拉伸过程中可动位错与固定位错相互协调,导致试验钢出现连续屈服现象。不同时间退火试验钢的加工硬化率曲线由3个阶段组成。在第Ⅰ阶段,加工硬化率随应变增加呈急剧下降趋势,这是材料弹性变形的直接体现;在第Ⅱ阶段,加工硬化率下降速率减缓,这是由于随塑性变形过程的进行,位错向晶界或相界移动,遭遇阻塞而发生塞积,随后通过调整路径绕过塞积位置,减少了由位错塞积带来的变形阻力,因此加工硬化率缓慢下降;在第Ⅲ阶段,试验钢发生不均匀塑性变形,导致加工硬化率下降趋势变快,直至失稳断裂。
由表1可以看出:随着退火时间延长,试验钢的屈服强度和抗拉强度增大,断后伸长率先基本不变后显著降低。强度增加是由于退火时间的延长使得马氏体含量增多,而过长的退火时间(超过240 s)会导致部分晶粒长大,造成马氏体与铁素体变形协调性变差,从而显著降低断后伸长率。
| 退火时间/s | 抗拉强度/MPa | 屈服强度/MPa | 断后伸长率/% | 塑性应变比 | 加工硬化指数 |
|---|---|---|---|---|---|
| 180 | 517.4 | 324.0 | 30.85 | 1.40 | 0.20 |
| 240 | 526.1 | 351.7 | 30.77 | 1.42 | 0.21 |
| 300 | 561.9 | 367.8 | 24.55 | 1.36 | 0.18 |
| 360 | 563.6 | 369.1 | 22.85 | 1.35 | 0.17 |
随退火时间延长,试验钢的塑性应变比和加工硬化指数均先增大后减小,当退火时间为240 s时二者均达到最大值。较高的塑性应变比意味着材料具有更大的横向膨胀能力,能够更好地适应深冲变形,减少裂纹的形成,从而提高深冲成形性能。在退火初期(退火时间180~240 s),随着退火时间的延长,晶粒尺寸和形态变得更加均匀,{111}γ织构强度显著提升,这促进了塑性应变比的增加,从而提高了试验钢的成形性能[26]。当退火时间延长至300 s和360 s时,部分晶粒异常长大,织构的均匀性受到破坏,{111}γ织构强度开始下降,导致塑性应变比降低;同时,过长时间退火还会促进碳化物析出,这些硬质碳化物不仅会降低材料的塑性,还可能成为裂纹的萌生位置,进一步削弱塑性应变比[27],从而影响材料的成形性能。当退火时间为240 s时,塑性应变比达到最大值1.42,试验钢成形性能最佳。
在180 s和240 s退火时间下,试验钢加工硬化指数较高,这与铁素体晶粒尺寸均匀有关。当退火时间为300,360 s时,加工硬化指数降低,这归因于晶粒尺寸均匀性被破坏、碳化物回溶导致晶界强化效果减弱以及固溶碳含量增加导致塑性变形能力降低有关。
试验钢的最优退火时间为240 s,此时组织中形成了等轴晶粒,材料各向异性程度降低,晶界数量增加,屈服强度为351.7 MPa,抗拉强度为526.1 MPa,断后伸长率为30.77%,塑性应变比和加工硬化指数均达到最大值;试验钢在深冲过程中可以发生更加均匀的变形,减少开裂和断裂的风险,提升了成形性能。
(1)在860 ℃下退火不同时间后试验钢的组织均由多边形铁素体、不规则块状马氏体和块状或条带状碳化物组成。随着退火时间延长,晶粒逐渐等轴化,晶粒尺寸先减小后增大,马氏体含量增加;当退火时间超过240 s后,铁素体晶粒逐渐长大并呈多边形化。
(2)不同时间退火后的试验钢主要由α织构和γ织构组成。180 s退火时间下铁素体再结晶完成,组织中出现少量{111}γ织构;240 s退火时间下{112}〈110〉α织构增强,{111}〈110〉γ织构取向密度达到峰值;300 s退火时间下α织构取向密度达到峰值,γ织构取向密度降低,且分布不均匀;360 s退火时间下,α、γ织构取向密度均显著下降。
(3)随着退火时间延长,试验钢的屈服强度和抗拉强度增大,断后伸长率先基本不变后显著降低,塑性应变比和加工硬化指数先增大后减小,当退火时间为240 s时塑性应变比和加工硬化指数均达到最大值,与{111}γ织构取向密度变化趋势一致。860 ℃退火240 s后试验钢的综合力学性能和成形性能最佳,此时抗拉强度为526.1 MPa,屈服强度为351.7 MPa,断后伸长率为30.77%,塑性应变比为0.21,加工硬化指数达到1.42。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号