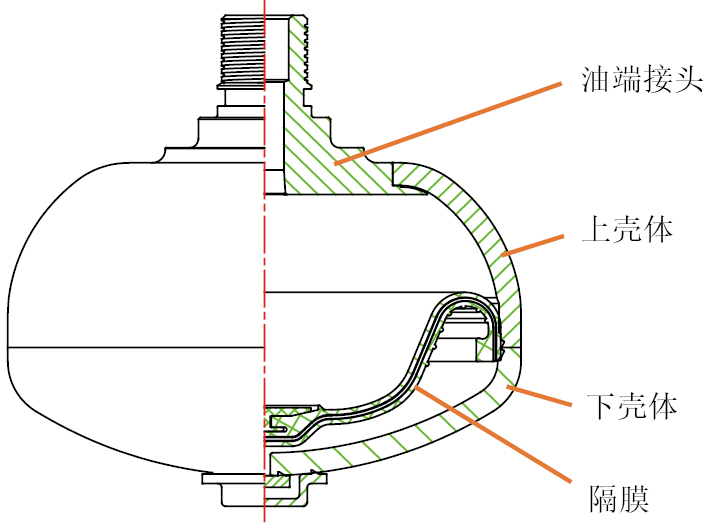
图 1 汽车隔膜蓄能器剖面示意

蓄能器(又称蓄压器)是液压气动系统中的一种能量储蓄装置,常用于系统保压、吸收压力冲击、吸收压力脉冲、储存能量以及作为辅助动力源补偿压力等。汽车动力系统中金属蓄能器是用来蓄存高压液(气)的关键部件,包括波纹管蓄能器、隔膜蓄能器和活塞蓄能器等不同种类。其性能优劣直接关系到汽车动力总成系统的整体性能,因此蓄能器壳体件焊缝内部的裂纹、疏松、气孔、夹杂等缺陷对蓄能器的安全使用有极大地影响。电子束焊接(Electron beam welding,EBW)是近年来迅速发展起来的一种焊接技术,其利用高速电子流撞击工件,撞击过程中将动能转化为热能使工件快速熔化,从而实现焊接连接[1]。受材料结构及焊接条件等的限制,焊缝位置金属强度要弱于非焊接区域的,而随着蓄能器内压力的增大,焊缝位置容易破裂,无法满足技术要求。以汽车隔膜蓄能器为例,其壳体件焊缝主要包括油端接头与上壳体焊缝、上壳体与下壳体焊缝,剖面示意如图1所示。
汽车蓄能器壳体件在加工完成以后需要进行彻底检查,往往因其种类和型号繁多,大小、形状、结构和焊缝位置等千变万化,人工检测难以彻底检测到焊缝内部,并且检测效率低、重复性差,对检测人员的要求较高,人工成本高[2]。无损检测的可追溯性与质量控制方法对于保证检测结果的可靠性与准确性至关重要,这也是零部件研制、生产过程的普遍要求,故迫切需要全自动智能化的检测设备来保证检测结果稳定、准确、可靠。
针对此现状和需求,发明了一套倒挂式夹持检测工件自转、探头固定、全水浸耦合的全自动汽车蓄能器焊缝检测设备,其核心活动零部件不用浸泡在水中,可靠性好,能够24 h稳定工作。研制出开口导套式多自由度自适应探头夹具,其可快速稳定地吻合不同种类和型号汽车蓄能器的扫查部位,确保机械爪夹持蓄能器旋转时,探头和检测部位的相对位置不变,大大提高了检测精度和效率。生产应用结果表明,该检测设备能满足不同种类和型号的汽车蓄能器全自动无损检测需求,实现对汽车蓄能器真空电子束焊缝的全面快速扫查评估检测,支持A扫+S扫+D扫,检测图像及扫查数据可实时自动采集、记录和显示。
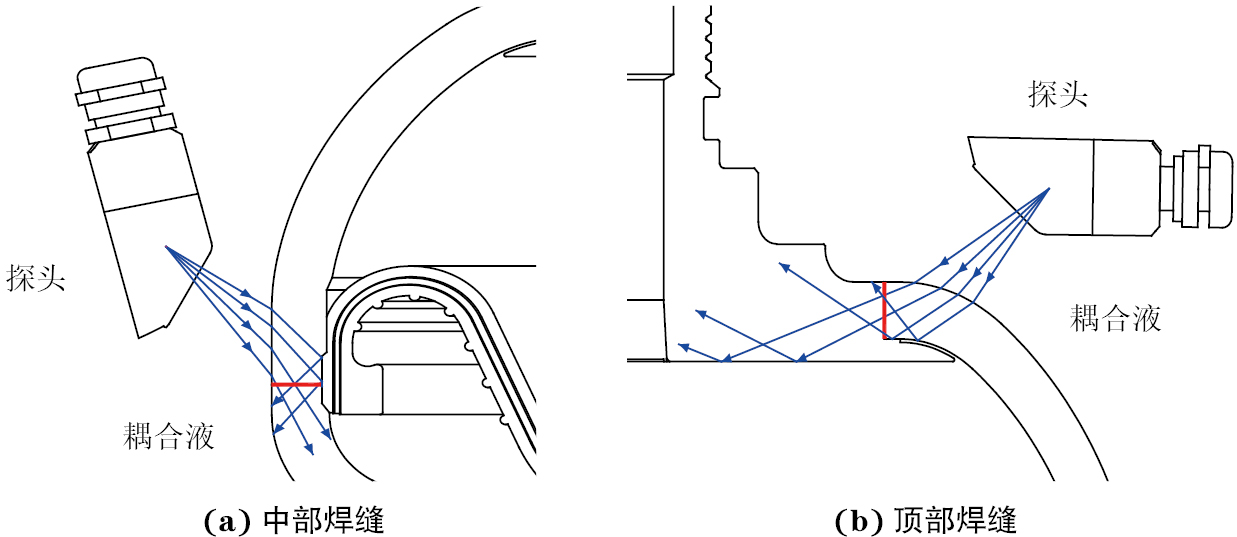
设备采用的扇形扫描(S-Scan)可使阵列中相同晶片发射的声束在某一聚焦深度扫描范围内移动,对于其他不同焦点深度可扩大扫描范围[3]。一个聚焦法则形成一条声束,任意两条声束之间的间隔角度相同[4]。采用电子方法控制声束聚焦和扫描,可提高检测速度,自由变换超声波束方向,以及调节焦点甚至实现动态聚焦,能够在探头固定的情况下满足关注区域的检测需求[5]。汽车隔膜蓄能器焊缝声束覆盖示意如图2所示,通过采用不同角度扇形扫描的一次波、二次波,可检测整个焊缝区域,实现真空电子束焊缝的全覆盖检测。
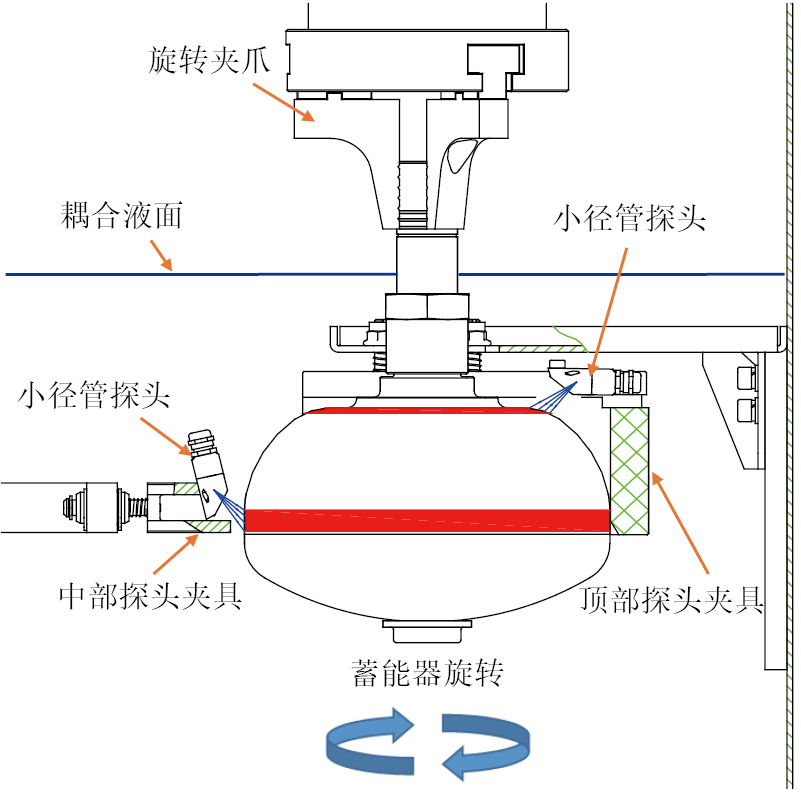
焊缝内部的裂纹、未熔合、气孔、夹杂等缺陷的声阻抗比壳体本身材料的声阻抗小得多,所以在缺陷处会有大部分声能反射回探头。采用相控阵模块与小径管探头,可快速实现焊缝内部缺陷的扫查。结合S扫+D扫的成像结果,可轻松识别焊缝中的缺陷,并获得缺陷在焊缝中的位置和深度信息。当缺陷波高超过预设的闸门波高时,会有缺陷提示及声光报警,从而实现自动化辅助判伤功能。对于汽车蓄能器焊缝的检测,可将汽车蓄能器完全浸于液面以下,以水作为耦合液,然后将小径管探头对准蓄能器焊缝的扫查部位不动,汽车蓄能器旋转一周,超声波就可以覆盖需要检测的区域,完成整个扫查。汽车蓄能器焊缝的扫查方式示意如图3所示。
设备的研制目标是要实现对汽车蓄能器的24 h全自动上下料、检测和分拣等功能。蓄能器立式自转的扫查结构主要有两种:一种是旋转台固定后自转吸住蓄能器底部转动,探头动作后固定;另一种是旋转爪动作后自转夹住蓄能器顶部转动,探头全程固定。两种扫查结构中,小径管探头均浸泡在耦合液中不直接接触蓄能器,由与其匹配的水楔块定位。水楔块与蓄能器的扫查部位是否接触,由探头夹具的结构决定。由于蓄能器采用水浸式检测,需要将蓄能器浸于水中,若采用固定式旋转台自转的扫查结构,旋转台需长期浸泡在水中工作,零部件极易生锈,从而影响结构安全可靠性和检测精度,后续设备维护成本也较高。因此,设备采用第二种扫查结构。
设备主要由全自动机械平台、相控阵检测系统和检测软件3部分构成。
机械平台结构示意如图4所示,所有全自动检测动作分别在待检测区、检测区和分拣区完成,3个区的动作各成独立系统,动作时序有机衔接。
(1)机架
该设备动载荷较大,冲击振动大,且对精度要求高,因此机架采用底部方通焊接座架+四周铝型材骨架+钣金开门的设计形式。方通焊接座架可以提供稳定的支撑,确保设备在搬运和使用过程中保持稳定。铝型材骨架由4040和4080铝型材进行搭接,能够提供稳定的支撑,并且可以方便地与其他组件进行连接,使骨架具有轻便、灵活、易于组装和拆卸的特点,其最大优点是可以循环利用,有效降低成本。钣金门板可以保护设备内部的部件,并且可以方便地开合,便于设备的维护和修理。
(2)机械手
机械手安装在机架上,是机械平台实现全自动的核心执行件。动作执行件的核心部件,可以根据实际应用场景和需求选择机械臂或者组合滑台,实现检测工件全自动上下料及全自动检测。此设备动作简单,故采用性价比高的组合滑台,该组合滑台由F形端架、三轴组合滑台、旋转夹爪、手指、保压装置等组成。通过PLC(可编程逻辑控制器)控制三轴组合滑台移动旋转爪抓取工件自转完成整个检测流程。
(3)耦合系统
耦合系统由水槽、水位刻度尺、自动补液水路、溢流水路等组成。自动补液水路由水泵、电磁水阀、非接触式液位传感器、过滤装置、进水管及配附件等组成。其具备水位自动补充功能,当液位传感器检测到水位低于设定范围时,会控制电磁水阀开合以保证水位回到设定值;当水位高于设定水位时,水会从溢流水路溢出,直至回到设定值。
(4)电控系统
电控系统由电气元件、电气电源、传感器和控制器4个基本单元组成。该系统用于控制和操作现场机械设备,是实现自动化和智能化生产的重要环节。电气元件包含按钮、继电器、接触器、驱动器、中控触摸屏、PLC等,用于控制电路的连接和断开,实现对设备的控制。电气电源包含电源接入、变压器、悬臂控箱、配电箱等设备,负责将输入电压转换为设备所需的电压,并对电控系统进行供电。传感器是电控系统中的重要组成部分,包括光电传感器、液位传感器、安全光栅等,用于感知设备的状态和环境信息,并将感知到的信号转换为电信号,传输给电控系统,以实现对设备的精确控制。PLC是电控系统中的大脑,其根据传感器的反馈信息和预设的控制程序,对设备进行控制。
相控阵检测系统是专门为自动化检测系统集成配套的,具有多机组合和多组相控阵或常规检测的功能,可以满足超大自动化检测系统的配套检测需求,支持二次开发的相控阵超声A扫、B扫、C扫、D扫、S扫和P扫等快速成像检测平台,由触摸电脑一体机(PC电脑)、CTS-PA22M型相控阵超声检测模块、相控阵双晶探头及扫查装置等组成。仪器端与电脑端通过网线进行连接并通过串口与PLC模块连接通信,实现全自动检测。
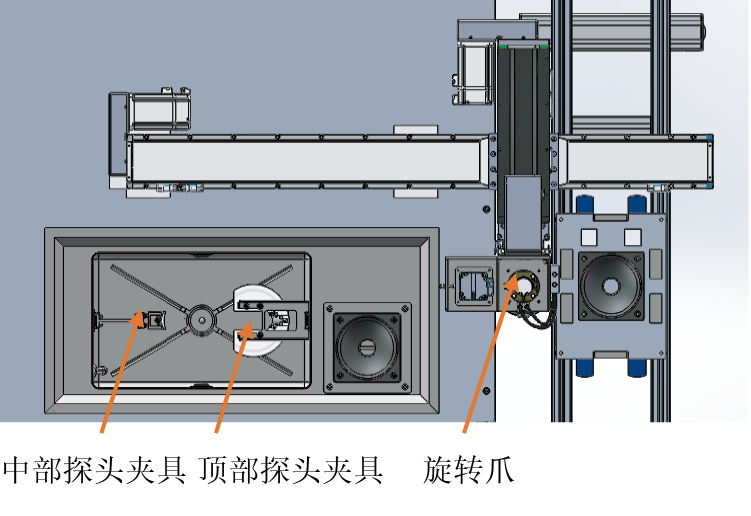
根据检测需求,文章系统配置1台CTS-PA22M型相控阵超声检测模块(并行16通道,最大重复频率为20 kHz),1套相控阵小径管双晶探头,1套扫查装置(旋转夹爪扫查精度为0.036°/脉冲)。扫查装置包含旋转夹爪、顶部探头夹具和中部探头夹具。探头夹具是确保机械爪夹持汽车蓄能器旋转时,探头和检测部位的相对位置不变从而实施高效检测的关键结构。通过匹配汽车蓄能器外形,研制出不同规格的导套+楔块,可适应不同种类和型号蓄能器的大小、形状和焊缝位置等的变化,并稳定地吻合汽车蓄能器检测部位。结构布局上,旋转夹爪安装在组合滑台上,相控阵小径管双晶探头一分为二,分别安装在顶部探头夹具和中部探头夹具中,探头夹具又各自安装在水槽内侧两壁的转接板上,其结构示意如图5所示。
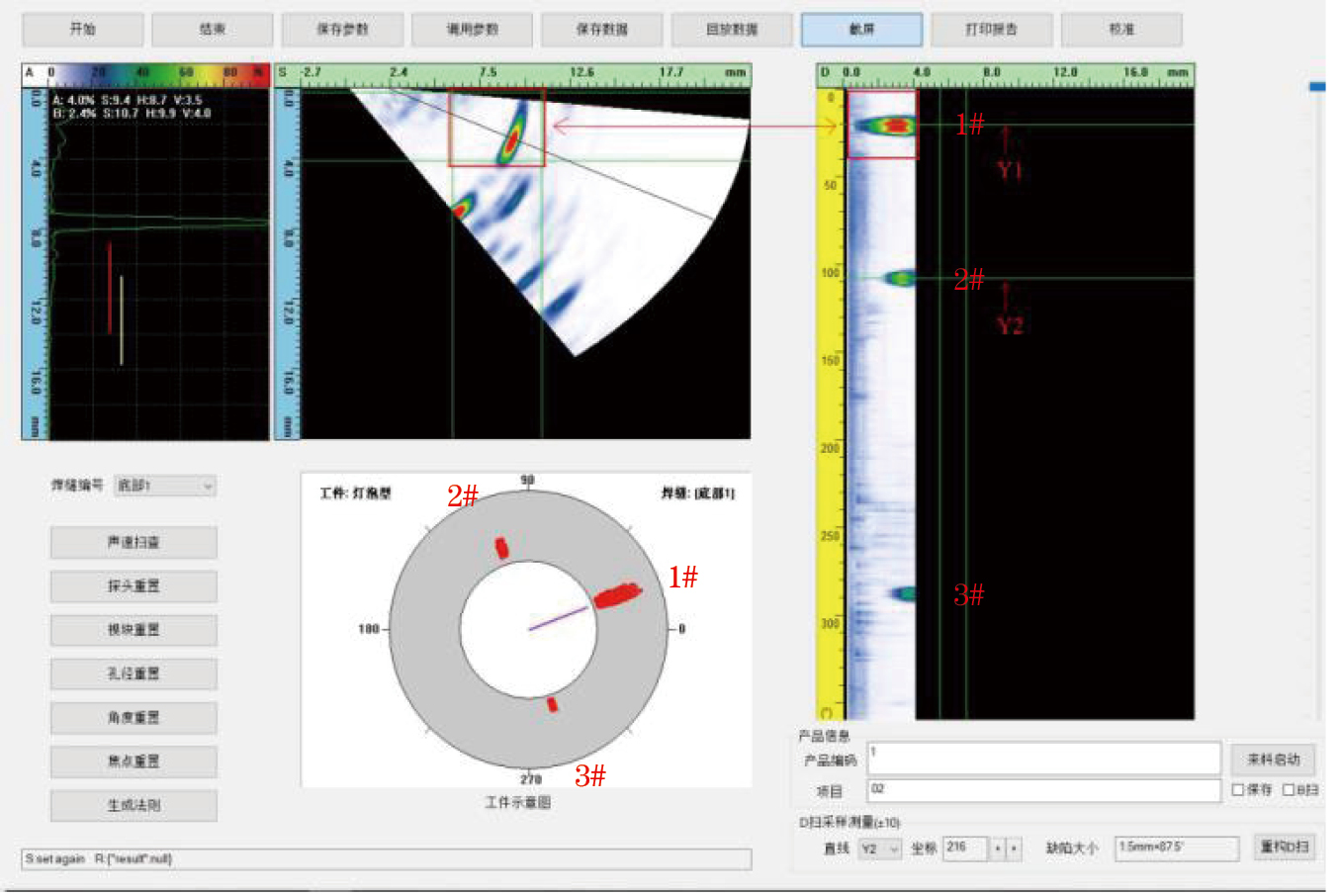
检测软件基于PC电脑,以现场检测的基本流程为设计理念。检测软件界面如图6所示,其支持A扫+C扫+D扫+S扫,检测图像及扫查数据可实时自动采集、记录,可对扫查数据进行在线和离线分析,支持图像处理、缺陷测量、定位分析、TCG曲线定量。检测时,通过计算预先设定的成像框进行D扫成像,并将超过设定闸门波高的缺陷显示在环形示意图中的相应角度位置,同时进行声光报警提示。整个检测过程无需检测人员参与,系统可自动判别缺陷。检测结束后,可进行在线分析或离线分析。离线分析增加了某一声束的B扫成像功能,方便检测人员更好地分析缺陷。成像由各声束A扫数据产生,同步显示A扫、S扫、D扫的图像,其检测结果可根据客户需求自动生成报告,并以电子文件格式存储,以备日后溯源。
为验证设备的准确性和稳定性,在国内某大型车企零配件生产厂,采用上述检测工艺对50件汽车隔膜蓄能器样品进行测量系统分析。该50件检测样品中有3件含缺陷,另47件无缺陷,缺陷是根据用户企业标准预制的人工钻孔,如图7所示。50件汽车隔膜蓄能器试件分别重复测量3次,结果表明,研制的设备可清晰、稳定、准确地识别出3件含缺陷样品,缺陷图像如图8所示。
该设备投入实际生产运行1年多,适用于流水线作业,能清晰、稳定、准确地检测到波纹管、隔膜和活塞等不同种类和型号的汽车蓄能器金样中直径为0.3,0.6,1.6 mm的人工钻孔和槽长为5 mm,宽为0.2 mm,深为3 mm的圆弧刻槽,并且能判断其焊缝熔深是否达标,以及焊缝内部的裂纹、虚焊、气孔、夹杂等缺陷,满足标准NB/T 47013.15的规定。
设备检测节拍不大于60 s(含取放时间),能24 h稳定工作。与人工探伤大概30 min/个的检测速度进行对比,文章设备的检测效率提高了30倍,单套设备的汽车蓄能器年检测量高达525 000个。
(1)通过匹配汽车蓄能器外形,研制出的开口导套式多自由度自适应夹具,能快速稳定地吻合不同种类和型号汽车蓄能器的扫查部位,解决了扫查部位结构空间狭窄造成的探头翘起和定位不准等技术难题。
(2)采用了基于深度学习的目标检测器算法,通过对大量缺陷工件图像的学习以及采集数据验证,软件算法不断迭代优化,人工智能判伤功能可准确快速识别出所有缺陷件。解决了汽车蓄能器结构波影响探伤判别,以及不同种类和型号汽车蓄能器的大小、形状和焊缝位置等的不同导致全自动智能化探伤难以实现等技术困难。
(3)相控阵探头磨损为零,极大地降低了检测成本。
(4)设备可应用于实际生产,为汽车制造业提供了一种高效、可靠的焊缝质量保障手段。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号