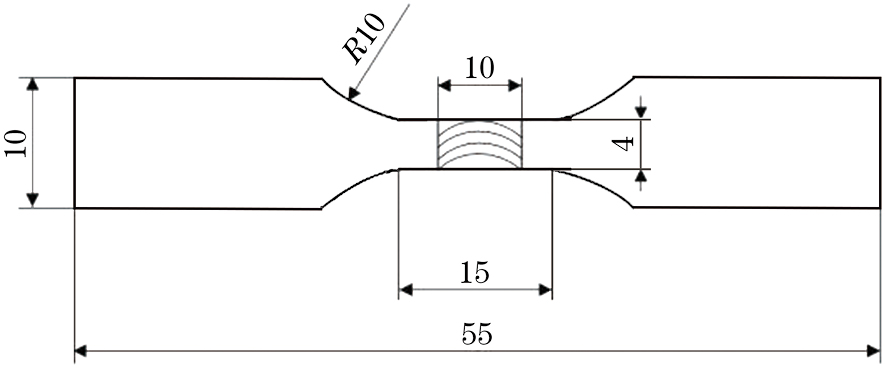
图 1 拉伸试样的形状与尺寸
Figure 1. Shape and size of tensile specimen

Al-Mg-Si-Cu合金具有高比强度、优异的焊接性能和耐腐蚀性能,在建筑、汽车和航空航天等领域得到广泛应用[1-2]。在实际使用过程中,Al-Mg-Si-Cu合金常以连接件方式应用,其焊接情况(尤其是熔焊)常面临热影响区软化等问题。
搅拌摩擦焊(friction stir welding,FSW)是一种节能环保的焊接技术,可以实现材料的高质量连接[3-5]。然而,在FSW过程中,应变和温度梯度的共同作用会引发接头动态再结晶和晶粒粗化,导致接头的抗拉强度和断后伸长率下降[3],从而限制FSW技术的进一步发展与应用。为提升FSW接头性能,研究人员采取对母材进行热处理[4],在FSW过程中施加超声振动[5]、磁场[6]和水冷处理[7],改进FSW搅拌头[8]等方法。与上述方法相比,通过优化成分设计来提高材料焊接性能是研究人员首先关注的方向。对于Al-Mg-Si-Cu合金,适量过渡族元素锰的添加可以使杂质铁在焊接时发生相变形成含铁化合物,从而改善接头显微组织,提高综合力学性能[9-10]。然而,目前关于含锰铝合金FSW接头性能的研究较少。为此,作者调整了Al-Mg-Si-Cu合金中的锰含量,并对合金进行轧制、固溶和时效处理、搅拌摩擦焊,研究了锰含量对FSW接头组织和拉伸性能的影响,拟为实际应用提供理论参考。
试验材料为Al-0.75Mg-0.75Si-0.8Cu-xMn(x=0,0.1,0.4,0.7,质量分数/%)合金铸锭,由纯铝(纯度99.9%)、纯镁(纯度99.9%)以及Al-10Si、Al-10Cu和Al-10Mn中间合金按照名义成分进行配料,经过熔炼制备得到。对铸锭进行560 ℃×24 h的均匀化热处理,空冷,用铣床将铸锭加工成尺寸为100 mm×80 mm×14 mm的板材;采用轧辊直径56 mm、辊身长度400 mm的双辊热轧机进行2道次热轧,第一道次和第二道次下压量分别为4,6 mm,第一道次轧制前保温20 min,轧制温度为400 ℃,水冷后冷轧至厚度为2 mm,应变速率均为10 s−1;对轧制板进行510 ℃×80 min的固溶处理和195 ℃×13 h的时效处理,空冷。
用砂纸打磨铝合金板表面,采用JK-5型多功能焊接铣床进行对接接头搅拌摩擦焊接试验,搅拌头轴肩直径为12 mm,搅拌针为锥形,长度为1.85 mm,大径为3.6 mm,小径为2.5 mm,螺纹右旋,搅拌头倾角为2.5°,转速为1 000 r·min−1,焊接速度为150 mm·min−1,下压量为0.1 mm,焊接方向(WD)垂直于轧制方向。
以焊缝为中心在接头横截面上切取金相试样,进行镶嵌、粗磨精磨、抛光和腐蚀处理后,采用OLYMPUS-PMG型光学显微镜观察显微组织。在接头横截面上取样,打磨抛光,用体积分数70%硝酸甲醇溶液进行电化学抛光后,采用Aztec-Max80型场发射扫描电子显微镜进行电子背散射衍射(EBSD)分析。以焊缝为中心在接头上沿横向(TD)切取如图1所示的拉伸试样,采用ETM105D型电子万能试验机进行拉伸试验,拉伸速度为2 mm·min−1,各测3个平行试样;采用SIGMA型扫描电子显微镜观察拉伸断口形貌。
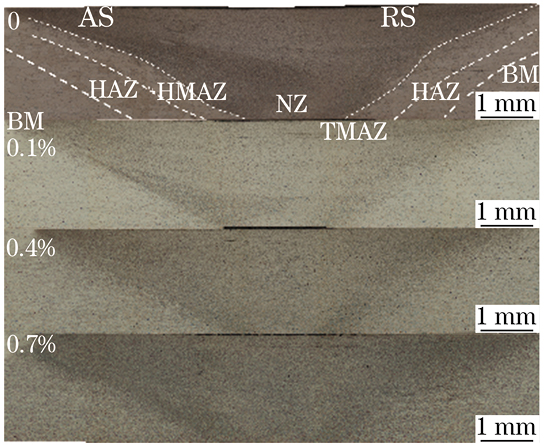
由图2可见:不同锰含量接头均未出现明显焊接缺陷,均由母材(BM)、热影响区(HAZ)、热机影响区(TMAZ)和焊核区(NZ)4个区域组成;焊核区形貌呈盆状,前进侧(AS)和后退侧(RS)因变形和峰值温度不同而形貌不对称。在焊接过程中,前进侧的塑性材料随搅拌头旋转流向后退侧,搅拌头后方形成瞬时空腔,部分材料在搅拌头的挤压下逆着旋转方向回流填充,导致界面处材料存在较大速度差和变形差,因此前进侧热机影响区和焊核区存在明显的分界线[11];而后退侧焊核区上侧材料在轴肩摩擦驱动下向左下方运动,下侧材料受搅拌针螺纹导引向左上方运动,二者于中部区域交汇后向焊核区扩散,导致后退侧热机影响区与焊核区的界面模糊[12]。随着锰含量增加,接头各区域间的分界线逐渐模糊。
由图3可见:不同锰含量接头的焊核区均分布着大量细小晶粒,此区域发生较为完全的再结晶;热机影响区在峰值温度和应变梯度的作用下,形成拉长晶粒与局部粗化晶粒共存的组织形貌,晶粒拉长方向与搅拌针转动方向一致,与热影响区晶粒存在取向差。随着锰含量增加,热机影响区晶粒明显细化,这与锰元素通过固溶拖曳效应抑制位错攀移有关[13];随着锰含量增加,接头不同区域中的黑色点状析出相数量增加,这些析出相为不规则多边形片层状结构(图中圆圈所示),呈弥散分布,当锰含量(质量分数,下同)增至0.7%时,部分析出相发生明显粗化,分布不均匀。在热机影响区,析出相沿材料塑性流动轨迹呈带状聚集;在热影响区,析出相转变为均匀分布。这种析出相的分布差异与焊接热循环导致的温度梯度有关[14]。
不同锰含量接头热影响区的组织主要由等轴状和短带状晶粒组成,未发生明显塑性变形,这是因为热影响区在焊接过程中只受到热循环作用;随着锰含量增加,热影响区晶粒尺寸减小。
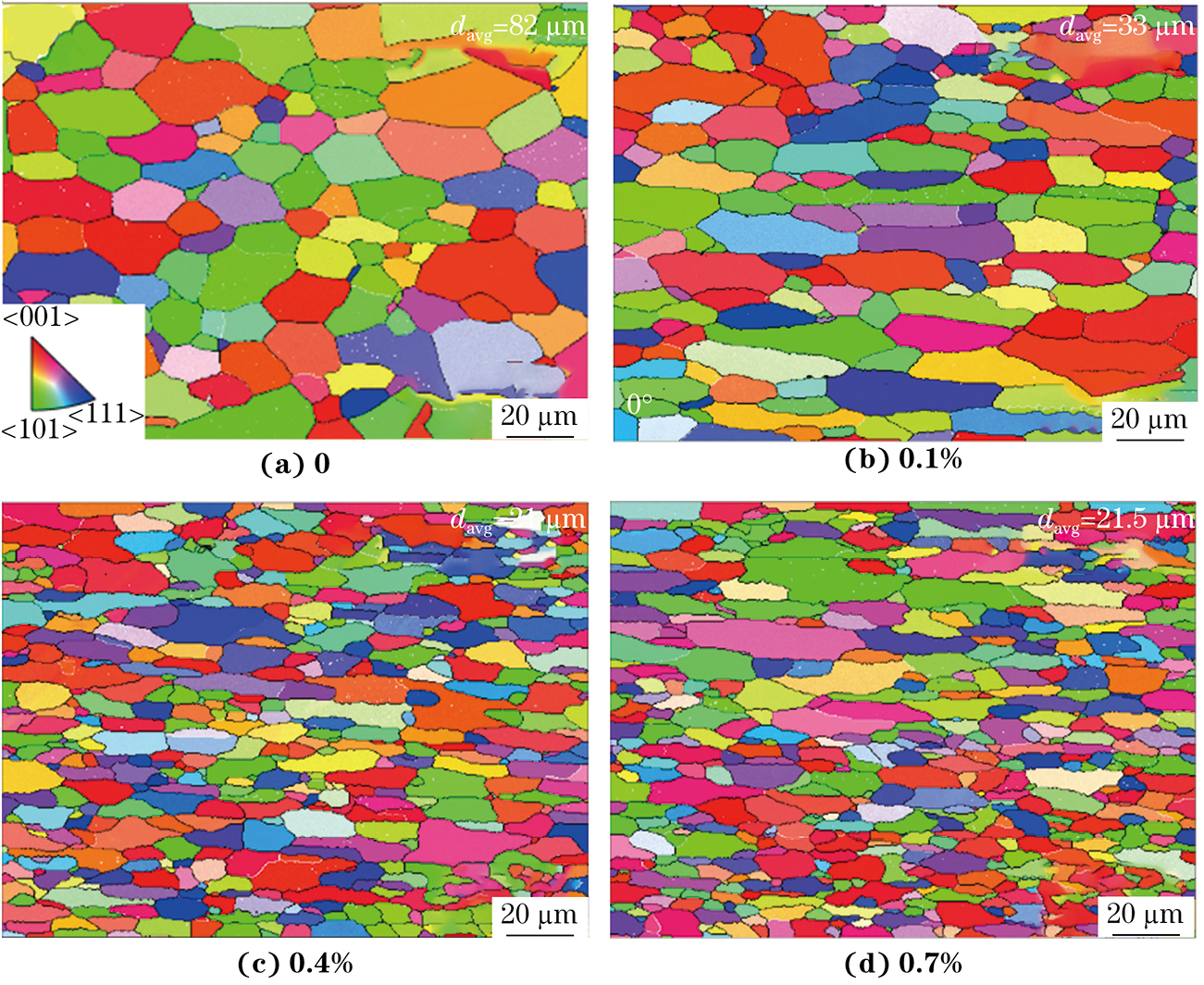
图4中白色线条代表小角度晶界(2°~15°),黑色线条代表大角度晶界(15°~65°)。由图4可知,含锰合金接头母材的组织主要由条带状再结晶晶粒组成,带状晶占比与不含锰(质量分数为0)时相比更大,平均晶粒尺寸davg更小,这是因为添加锰后合金中会形成弥散分布的析出相,能有效钉扎位错,细化晶粒并阻碍再结晶的发生[15]。随着锰含量增加,母材的平均晶粒尺寸减小。当锰质量分数为0.7%时,部分析出相在局部区域发生粗化[16],接头母材晶粒尺寸分布不均匀。晶粒取向散布(GOS)可表征晶粒变形程度[17],通常定义GOS小于2°的晶粒为再结晶晶粒[18]。统计得到锰含量为0,0.1%,0.4%,0.7%时接头母材的再结晶晶粒占比分别为83.5%,85.6%,90.6%,85.3%;大角度晶界占比分别为82%,89.6%,93.3%,92.7%。随着锰含量增加,接头母材的再结晶晶粒占比先增大后减小,且均大于75%,说明不同锰含量母材均发生了静态再结晶。接头母材的大角度晶界占比随着锰含量增加呈增大趋势。这是因为合金中析出相随锰含量增多而增多,抑制静态回复和亚晶形成作用增强,导致大角度晶界占比上升。
由图5可见:焊核区晶粒主要呈带状,部分呈等轴状,晶粒尺寸远小于母材,这是FSW过程中焊核区经历剧烈塑性变形和高热循环发生动态再结晶(DRX)的结果。在焊接热输入作用下,细小的再结晶晶粒会长大并被搅拌针转动拉长;等轴状细小晶粒的存在,说明焊核区发生了连续动态再结晶(CDRX)[19]。焊核区部分晶粒出现晶界弓出现象,这通常是由晶粒内部应力和变形不均匀引起的,说明晶粒处于变形和再结晶的早期阶段;焊核区组织中还存在被拉长的锯齿状晶粒,这些晶粒被小角度晶界分割成多段,说明焊核区还发生了几何动态再结晶(GDRX)[20]。上述结果说明,焊核区的动态再结晶是连续动态再结晶和几何动态再结晶共同作用的结果。当锰含量分别为0,0.1%,0.4%,0.7%时,接头焊核区再结晶晶粒占比分别为32.3%,33.9%,51.1%,40.1%;大角度晶界占比分别为63.4%,61.3%,69.1%,63.3%。焊核区的平均晶粒尺寸、再结晶晶粒占比和大角度晶界占比均随着锰含量增加呈先增大后减小趋势,当锰含量为0.4%时均最大。当锰含量为0.7%时,晶粒尺寸分布不均匀。合金中的析出相可通过抑制亚晶合并与长大、提高合金抗变形能力,从而抑制动态再结晶与动态回复过程。随着锰含量增加,析出相增多,使得晶粒尺寸增大;但锰含量过高时,析出相发生粗化,其对亚晶长大及再结晶的抑制能力下降,使得晶粒尺寸减小、大角度晶界占比降低,同时析出相分布不均影响晶粒均匀性,导致再结晶晶粒占比下降。当锰含量为0.4%时,析出相的弥散分布对再结晶的抑制作用适中,因此晶粒尺寸、大角度晶界占比和再结晶晶粒占比最大。
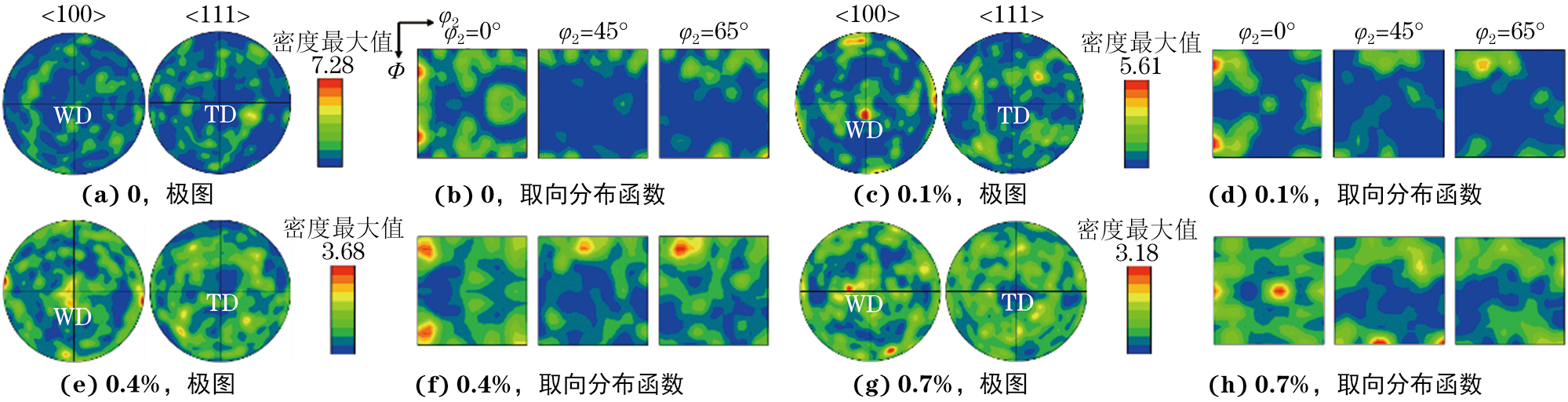
由图6可知,未添加锰时接头母材主要形成R-cube{012}〈100〉织构,含锰质量分数0.1%时存在轧制过程中残留的Goss{110}〈100〉和Cube{001}〈100〉再结晶织构,含锰质量分数0.4%时形成Cube织构和少量Goss织构,并且形成P{011}〈211〉再结晶织构,当锰质量分数为0.7%时,由于析出相发生明显粗化,母材中主要形成P{011}〈211〉再结晶织构,并伴有少量Goss和Cube织构。由此可知,不同锰含量母材主要形成再结晶织构。
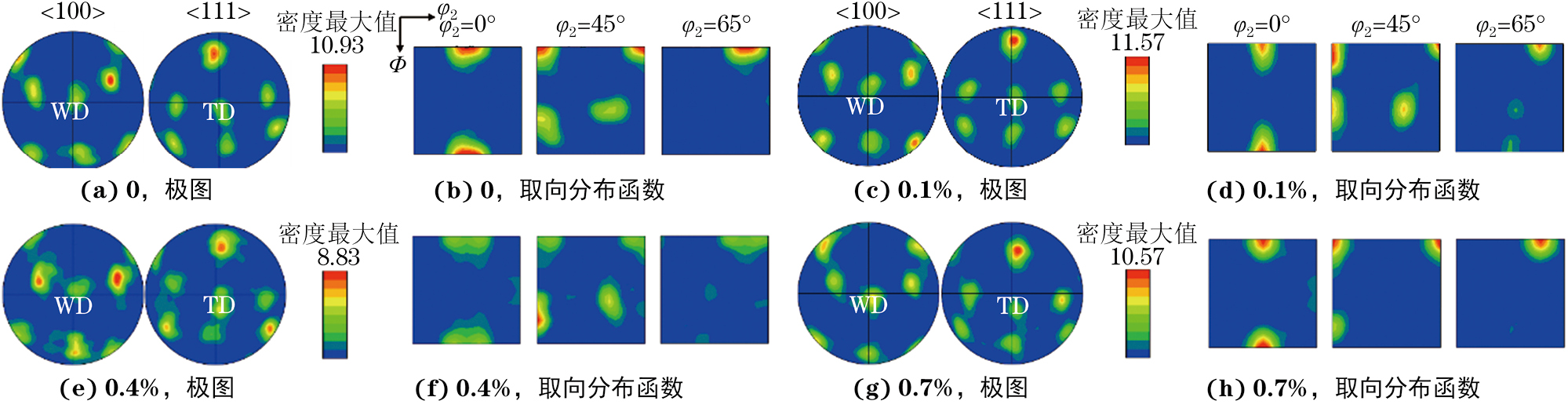
由图7可知,不同锰含量接头焊核区的织构均主要为C和A/
由表1可知:与未含锰相比,含锰合金接头的抗拉强度在锰质量分数小于0.7%时均提高,断后伸长率均降低,这是因为含锰合金接头中弥散分布的析出相能够有效钉扎位错,起弥散强化作用[24],但会使接头韧性降低;随着锰含量增加,接头的抗拉强度先升高后下降,断后伸长率先降低后升高,当锰质量分数为0.4%时抗拉强度最大,断后伸长率最低。与含锰合金母材相比,含锰合金接头的抗拉强度和断后伸长率均更低,这是由于搅拌摩擦焊产生的摩擦热和塑性变形热消除了材料本身的加工硬化造成的。
| 种类 | 锰质量分数/% | 抗拉强度/MPa | 断后伸长率/% |
|---|---|---|---|
| 接头 | 0 | 199±2 | 15.4±0.9 |
| 0.1 | 213±5 | 12.9±2.5 | |
| 0.4 | 230±4 | 10.3±1.4 | |
| 0.7 | 191±3 | 12.7±2.4 | |
| 母材 | 0 | 320±4 | 12.6±1.2 |
| 0.1 | 321±6 | 16.3±2.9 | |
| 0.4 | 328±5 | 14.6±3.5 | |
| 0.7 | 283±6 | 14.2±2.1 |
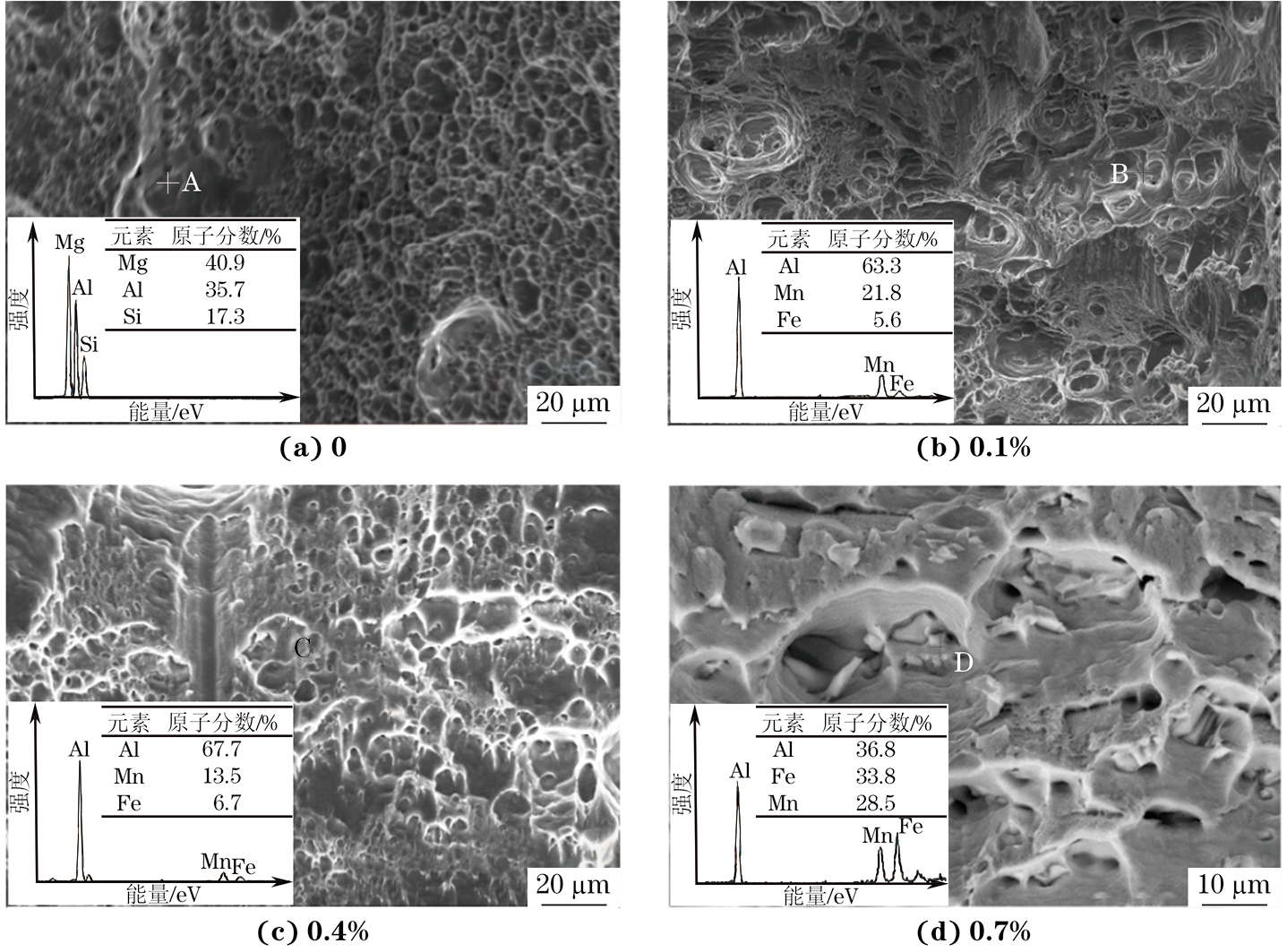
由图8可见,不同锰含量接头拉伸断口中均存在密集且尺寸不一的韧窝,断裂形式均为韧性断裂,韧窝底部均观察到第二相颗粒。不含锰合金接头断口中的韧窝小而密且数量多,由EDS分析可知韧窝底部第二相为Mg2Si,是Al-Mg-Si-Cu合金的重要强化相[25];含锰质量分数0.1%接头断口中大小韧窝混合分布,在大韧窝底部观察到棒状粗大析出相,由EDS分析可知该析出物为Al3Mn[26];含锰质量分数0.4%接头断口中的韧窝相比含锰质量分数0.1%接头中的尺寸更大,大韧窝分布更密集,韧窝底部存在呈球形的粗大析出相颗粒,由EDS分析确定为Al6Mn;含锰质量分数0.7%接头断口中的韧窝尺寸进一步增大,韧窝底部的针状和棒状粗大析出相发生聚集并进一步发生粗化。综上,随锰含量增加,接头拉伸断口中韧窝和析出相的尺寸增大,析出相由棒状转变为球形。形状规则的球形相能够更有效分散应力,减少应力集中现象,有利于强度提高,但过高锰含量时析出相发生粗化和聚集,导致接头拉伸性能有所下降。
(1)不同锰含量Al-Mg-Si-Cu合金搅拌摩擦焊接头均由母材、热影响区、热机影响区和焊核区组成。焊核区经历连续动态再结晶和几何动态再结晶,形成细小的再结晶晶粒,锯齿状晶粒被拉长并剪切成多个段块,晶粒尺寸远小于母材,其织构为C和A/
(2)不同锰含量接头的抗拉强度均低于母材。与未含锰相比,含锰合金接头的抗拉强度在锰质量分数小于0.7%时均提高,断后伸长率均降低。随着锰含量增加,接头的抗拉强度先升高后降低,断后伸长率先减小后增大,当锰质量分数为0.4%时抗拉强度最高,断后伸长率最小,分别为230 MPa和10.3%。
(3)含锰合金接头的拉伸断口中均存在密集韧窝,断裂形式均为韧性断裂。随着锰含量增加,断口中韧窝尺寸增大。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号