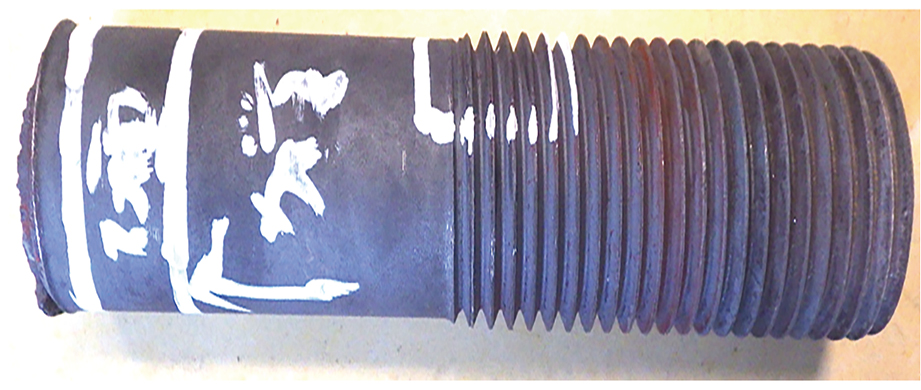
图 1 断裂螺栓宏观形貌

在火力发电厂中,螺栓广泛应用于电站设备的汽缸、主汽门、调速汽门、各种阀门和蒸汽管道法兰等需要紧固件连接或密封的部件上。对螺栓给以足够大的预紧力,可以使被连接部件在运行使用期间紧密结合,保持密封,不发生泄漏[1]。
为提高火力发电厂机组设备安全运行的可靠性,延长设备的使用寿命,发电厂按照标准DL/T 438—2016 《火力发电厂金属技术监督规程》对电站设备定期进行金属技术监督检验工作,依照标准DL/T 439—2018 《火力发电厂高温紧固件技术导则》进行紧固件中螺栓的监督检验。而DL/T 439—2018标准适用于工作温度为400 ℃以上的汽缸、汽门、各种阀门和蒸汽管道法兰的螺栓、螺母和垫圈的检验和处理,对于工作温度为400 ℃及以下的紧固件可参照执行。行业内对用于工作温度400 ℃以上的汽缸、汽门、各种阀门和蒸汽管道法兰的螺栓统称为高温螺栓[2-3];汽轮机低压缸结合面螺栓的使用温度较低,有的甚至不超过100 ℃,属于工作温度低于400 ℃使用的螺栓,也称低温螺栓,因为没有标准强制监督检验要求,服役后几乎不会对汽轮机低压缸结合面螺栓进行监督检验工作,一般出现断裂或者装卸过程发生损坏才会对其进行更换处理。一旦汽轮机低压缸结合面螺栓发生断裂,会导致设备漏气,影响机组安全运行的可靠性[4],因此对运行时间较长的低温螺栓的质量检验也不能忽视。
某电厂330 MW超临界机组在停机检修时,发现汽轮机低压缸内缸结合面双头螺栓4颗已断裂,且断裂螺栓位于缸体一侧,断口形貌一致,该机组自投入运行期间未更换过该部位螺栓,累积运行时间约为6万h。该断裂螺栓的材料为25Cr2MoVA钢,规格(公称直径×长度)为52 mm×350 mm,热处理方式为调质处理,性能等级为8.8级,表面经精加工处理,工作温度低于400 ℃。25Cr2MoVA钢高温螺栓在使用时易发生冲击韧度和塑性下降的问题,从而导致材料发生热脆性断裂。笔者采用一系列理化检验方法对螺栓断裂的原因进行分析,以避免该类问题再次发生。
对断裂螺栓进行宏观观察,结果如图1所示。由图1可知:螺栓螺纹表面基本光滑,外表面有服役过程中产生的氧化皮和红褐色锈迹。
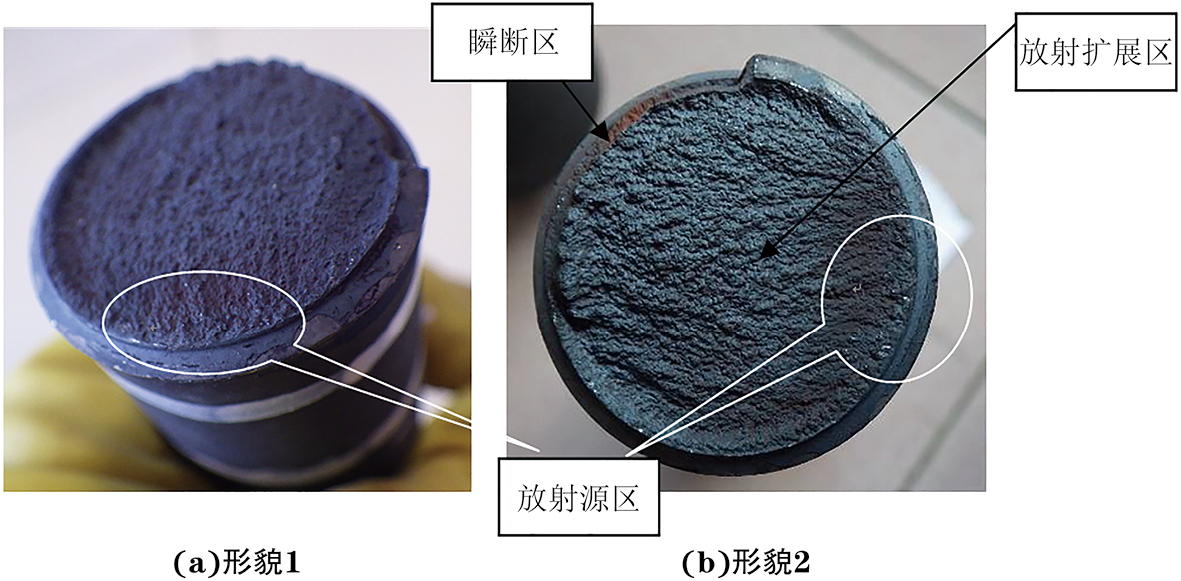
螺栓断口的宏观形貌如图2所示。由图2可知:螺栓断裂于第一扣螺纹处,其断口表面粗糙、锈蚀严重,与螺栓轴向垂直,断口基本平齐, 无明显塑性变形,呈现典型的脆性断裂特征;断口表面存在明显的放射状条纹,在放射条纹汇集的放射源区锈蚀明显,放射扩展区面积约占断口2/3;瞬断区在放射源区对侧,在断口边缘可观察到撕裂痕迹,根据放射条纹的走向和锈蚀颜色的深浅,可以判断螺栓的断裂起始于接近螺纹根部的位置, 即放射源区。
对断裂螺栓进行化学成分分析,结果如表1所示。由表1可知:断裂螺栓的化学成分符合标准DL/T 439—2018的要求。
| 项目 | 质量分数 | ||||
|---|---|---|---|---|---|
| Cr | Mo | V | Si | Mn | |
| 实测值 | 1.63 | 0.31 | 0.22 | 0.36 | 0.58 |
| 标准值 | 1.50~1.80 | 0.25~0.35 | 0.15~0.35 | 0.17~0.37 | 0.40~0.70 |
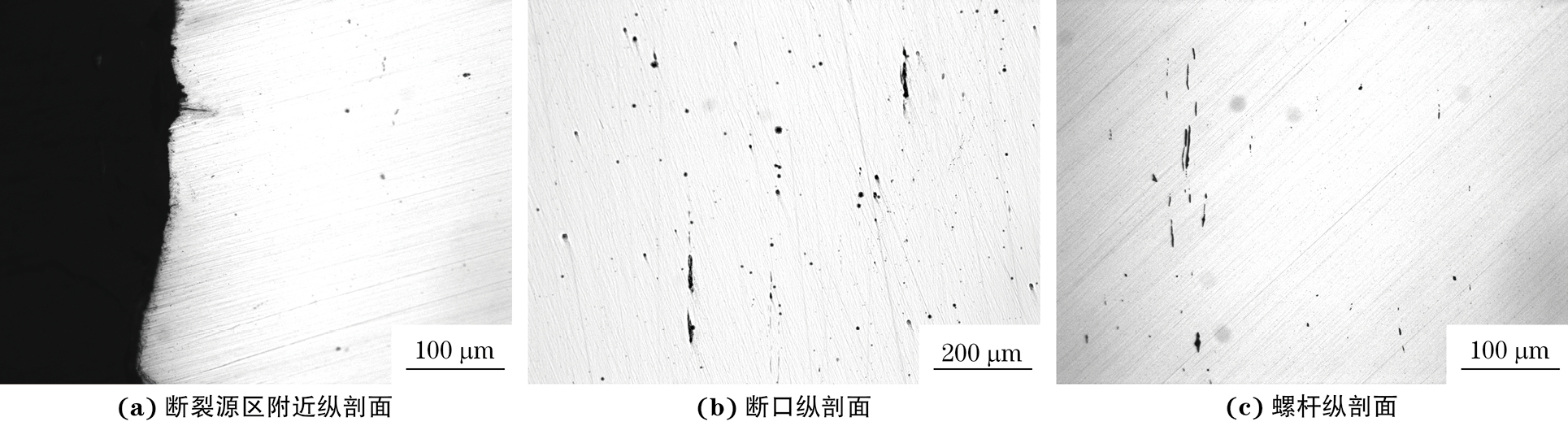
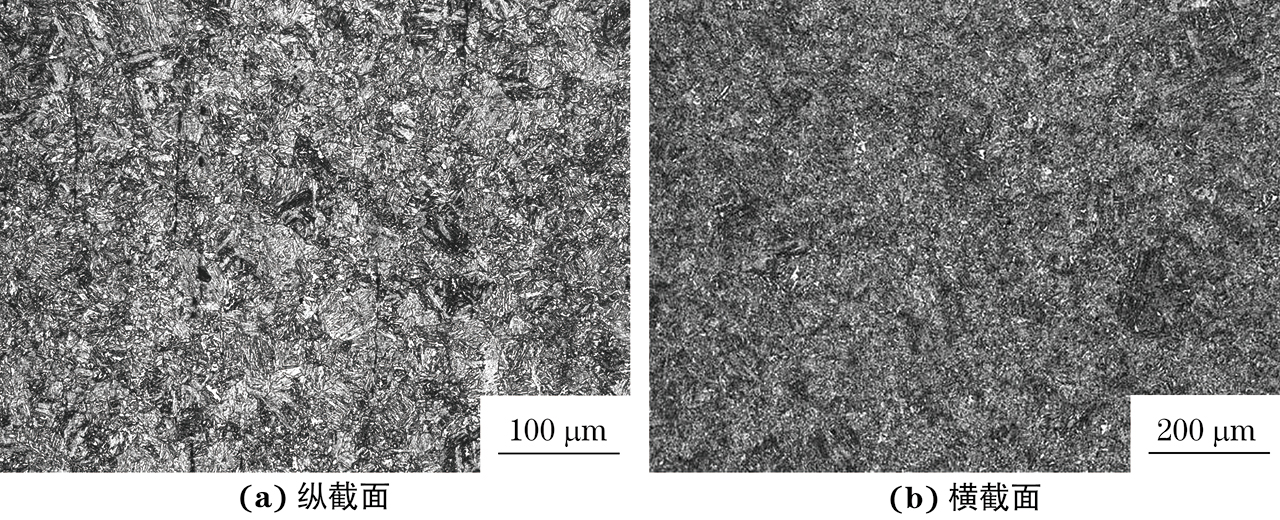
分别在断裂螺栓断口附近、螺纹处纵剖面取金相试样,在靠近断口的螺杆处纵向和横向取金相试样。将试样抛光后置于光学显微镜下观察,结果如图3所示。由图3可知:螺杆纵截面、断裂源区附近及整个纵截面均发现非金属夹杂物,夹杂物颗粒呈黑色,带角呈圆形、无规则分布,心部的夹杂物比螺纹处多;在断裂源区附近发现横向裂纹。按照标准GB/T 10561—2023 《钢中非金属夹杂物含量的测定 标准评级图显微检验法》,判断该非金属夹杂物等级为A2.5、D2.5级。
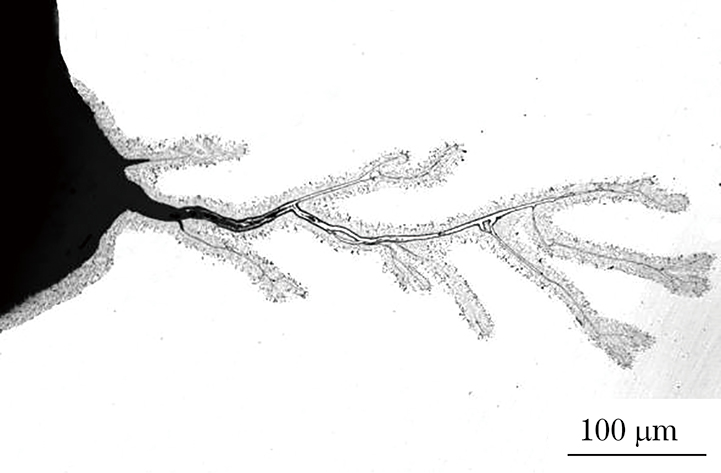
对断裂螺栓螺纹进行纵向解剖、抛光后发现,每个螺纹齿顶的中心部位均低于周围金属,呈凹字形,且凹痕底端均存在裂纹,裂纹呈树枝状向螺栓心部扩展(见图4)。
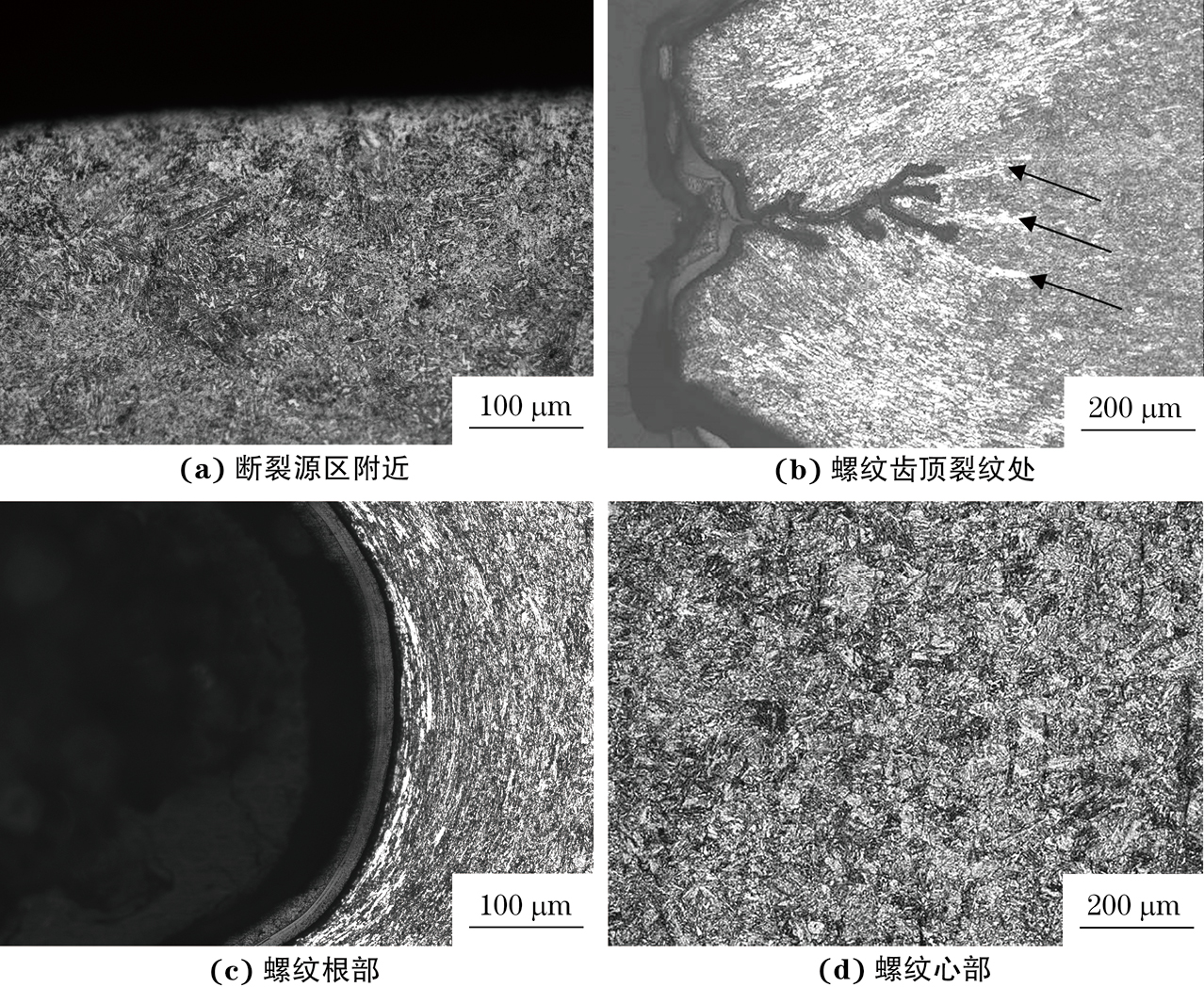
螺栓断口纵剖面的显微组织形貌如图5所示。由图5可知:断口试样的组织为回火索氏体,组织正常;断口附近螺纹顶部以及螺纹根部边缘晶粒被拉长变形,均有金属变形流线,螺纹齿顶裂纹沿流变方向扩展,裂纹前端的方向与组织的变形方向一致,螺纹顶部的组织与心部不同,螺纹顶部组织可见白亮的不完全脱碳区域,螺纹未脱碳层的高度大于1/2实际外螺纹的牙型高度,符合GB/T 3098.1—2010 《紧固件机械性能螺栓、螺钉和螺柱》对性能等级为8.8级螺栓的要求。
螺纹心部显微组织形貌如图6所示。由图6可知:螺纹心部组织为回火索氏体,可见黑色非金属夹杂物,未见明显黑色网状奥氏体晶界,组织未见异常。
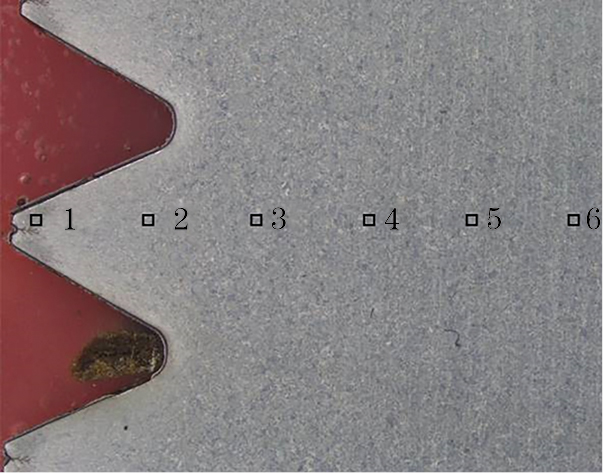
对断裂螺栓进行显微硬度测试,试验力为0.2 kgf(1 kgf=9.8 N),测点位置如图7所示,测试结果分别为228,270,268,265,262,268 HV0.2。螺纹顶端的硬度明显低于螺栓心部,螺栓螺纹齿顶的组织均与心部不同,齿顶存在脱碳现象,心部组织为回火索氏体,脱碳层硬度低于心部正常组织区,显微硬度变化与金相检验结果吻合。
在螺栓断口附近的螺杆处横截面切取试样,用台式布氏硬度计对试样进行布氏硬度测试,选用直径为10 mm的合金压头, 测得螺栓的硬度平均值为244 HBW,略低于标准DL/T 439—2018的要求(248~293 HBW)。
在螺栓上取直径为5 mm的圆形截面试样,按GB/T 228.1—2021《金属材料 拉伸试验 第1部分:室温试验方法》对试样进行拉伸试验;在螺栓上取样,试样尺寸(长度×宽度×高度)为10 mm×10 mm×55 mm,缺口为夏比U型,缺口深度为2 mm,按GB/T 229—2020《金属材料 夏比摆锤冲击试验方法》对试样进行冲击试验。螺栓试样的拉伸和冲击试验结果如表2所示。由表2可知:螺栓的冲击吸收能量和断面收缩率均低于标准DL/T 439—2018的要求,其抗拉强度、屈服强度及断后伸长率均符合标准DL/T 439—2018的要求,螺栓的强度符合要求,但塑性较差。
| 项目 | 抗拉强度/MPa | 屈服强度/MPa | 断后伸长率/% | 断面收缩率/% | 冲击吸收能量/J |
|---|---|---|---|---|---|
| 实测值 | 824,823 | 712,710 | 15.5,15.5 | 43,39 | 33,27 |
| 标准值 | ≥785 | ≥686 | ≥15 | ≥50 | ≥47 |
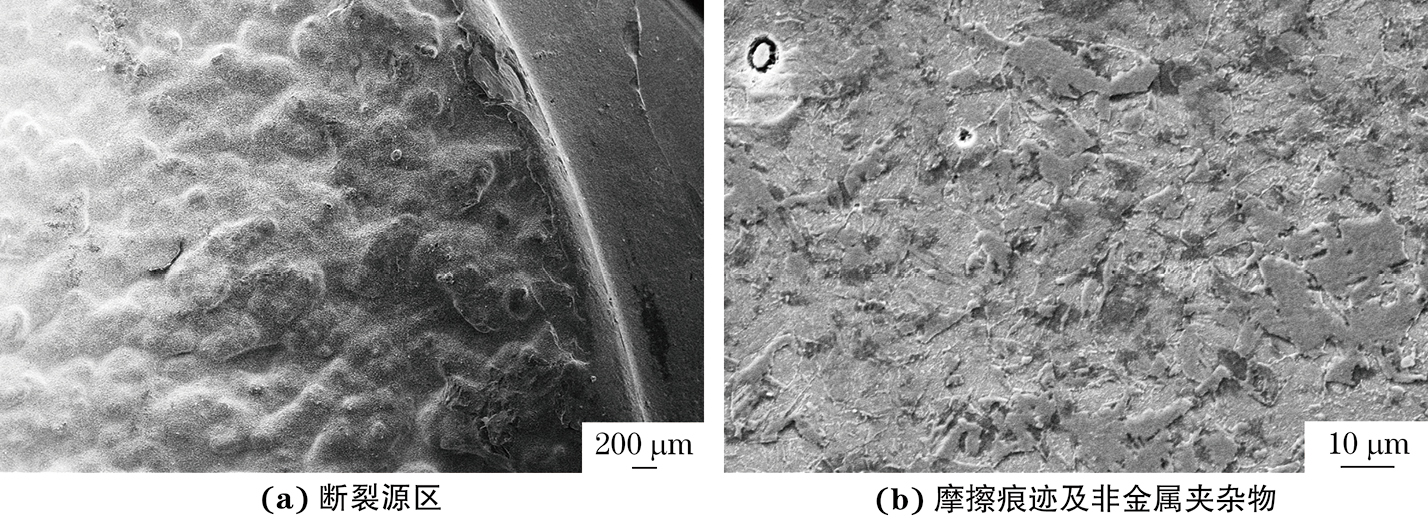
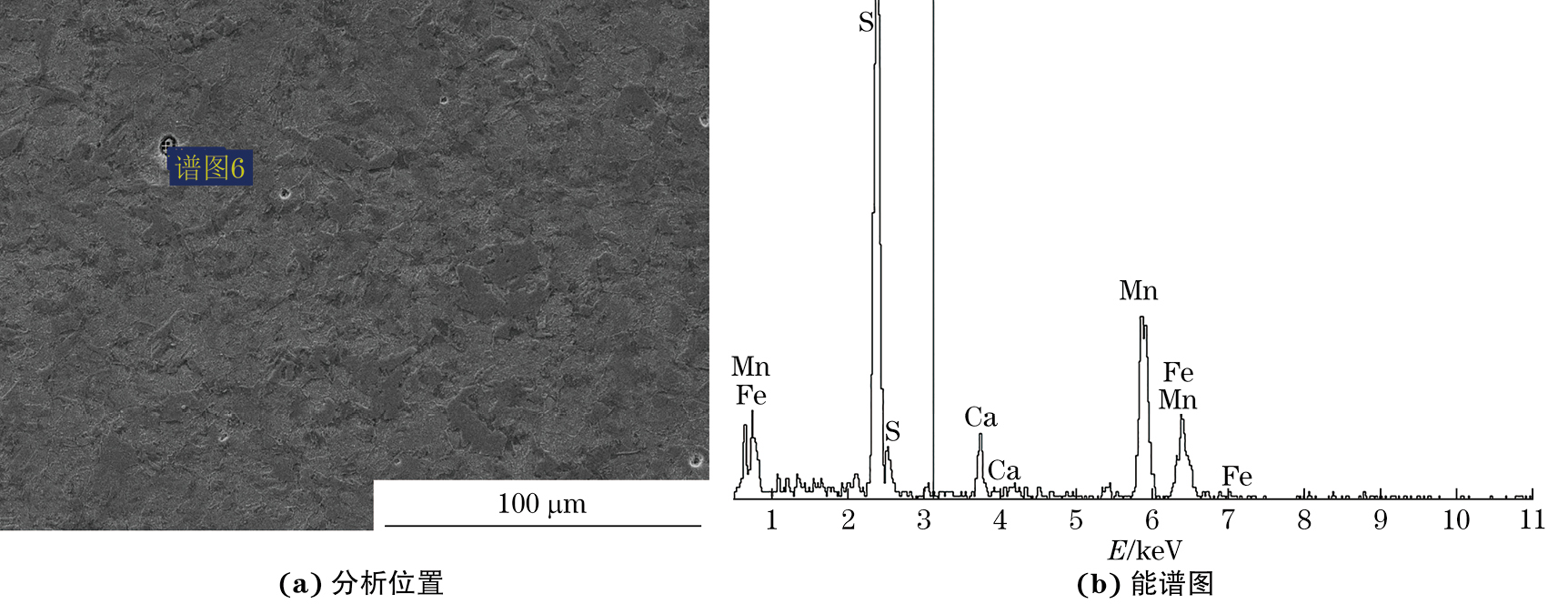
将断口试样进行清洗,采用SEM观察断口的微观形貌,结果如图8所示。由图8可知:螺栓断口表面锈蚀严重,断口表面被氧化产物覆盖,无法清楚观察到断裂源区的微观形貌特征,断口表面可见摩擦痕迹及非金属夹杂物。对夹杂物进行能谱分析,结果显示夹杂物主要为硫化物夹杂(见图9)。
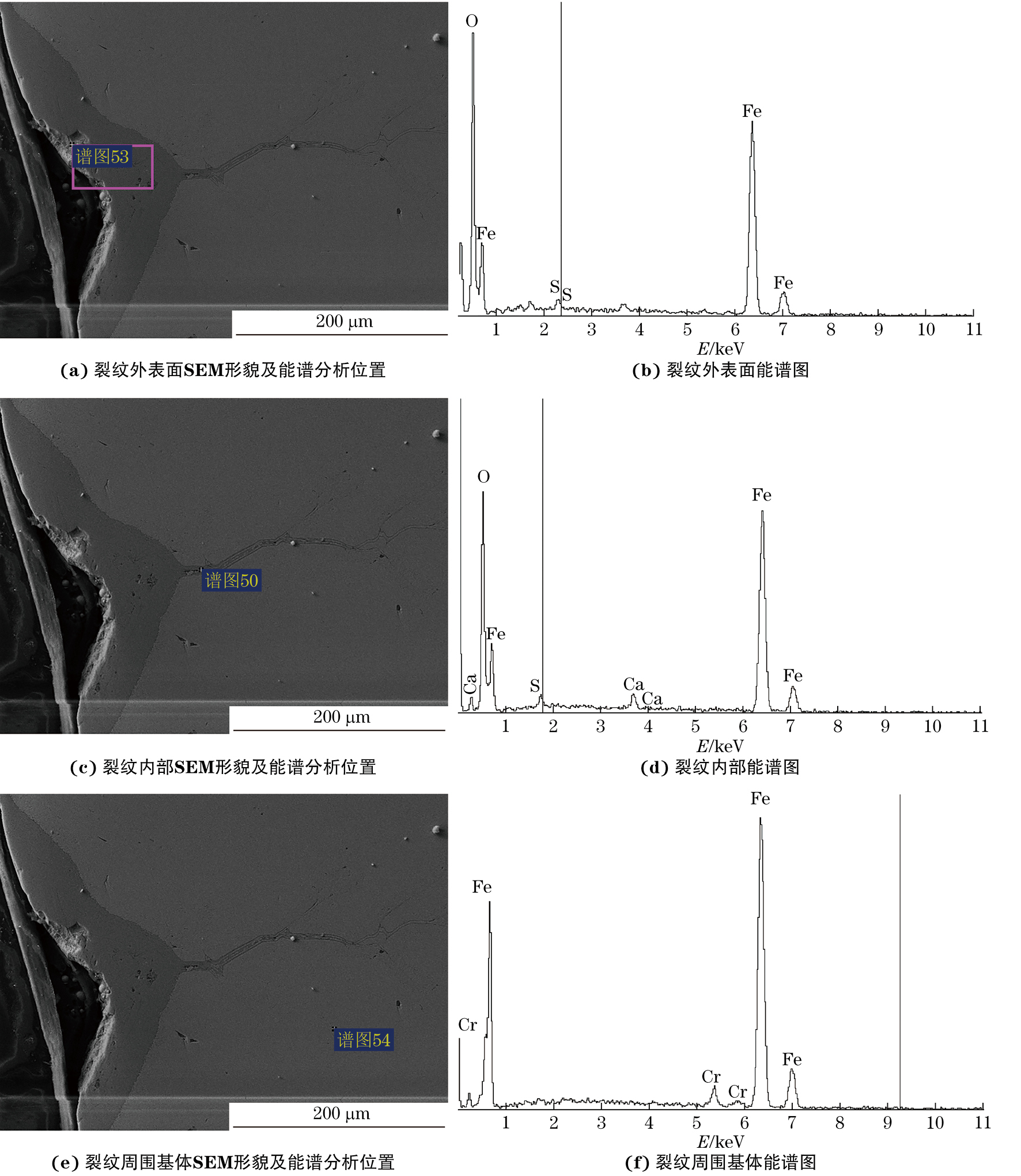
螺纹齿顶裂纹处SEM形貌及能谱分析结果如图10所示。由图10可知:裂纹中间存在一些灰黑色和白色的区域;裂纹外表面发现腐蚀性元素S;裂纹内部均为铁的氧化物,无腐蚀性元素;裂纹周围基体均为螺栓基体的主要成分。
螺栓断裂位置为螺纹与螺杆的交界处,其断口表面粗糙、锈蚀严重,断口平齐,无明显塑性变形,呈典型的脆性断裂特征。断口表面存在明显放射状条纹,放射源区的锈蚀明显,根据放射条纹的走向和锈蚀颜色的深浅可以判断,螺栓的断裂起始于接近螺纹根部位置,即第一扣螺纹处。该断裂螺栓在应力松弛条件下工作,随着时间的延长,螺栓受到的拉应力逐渐变小。为保证使用过程中法兰结合面的压力足够大,以避免漏气,必须对螺栓施加足够的预紧力[5-7]。在服役过程中,螺栓自身的应力分布不均匀,其受到的预紧力是由螺栓通过螺纹逐渐传递给螺母的,而螺纹相当于缺口作用,若螺纹质量不好,会导致螺纹尖缺口处产生应力集中。大部分螺栓断裂位置位于螺栓固定端工作颈与螺纹交界处或第一扣到第三扣螺纹之间,且集中在螺纹第一扣上的应力相当于承受全部载荷的50%左右[8-9]。螺栓断裂在第一扣螺纹靠近根部处,符合一般规律性。
断裂螺栓的化学成分均符合相关标准要求,可以排除材料使用不当的原因。断裂螺栓的冲击吸收能量、断面收缩率及布氏硬度均低于标准下限,表明螺栓的韧性较差。螺纹根部附近存在横向微裂纹,裂纹向基体延伸扩展;螺纹顶部存在裂纹,裂纹呈树枝状向螺栓心部扩展,且顶部组织存在一定深度的不完全脱碳层,导致螺纹处的强度和硬度下降明显。断裂螺栓螺纹处组织中的晶粒被拉长变形严重,存在残余应力,宏观表现为螺纹处和心部的维氏硬度相差较大,导致螺栓根部应力集中现象加剧。
螺栓断口处存在较多的硫化物夹杂,非金属夹杂物的存在会破坏金属基体内部的连续性,导致材料产生应力集中,促进了微裂纹的萌生、扩展。螺纹顶部裂纹表面存在腐蚀性元素S,进一步促进了微裂纹的扩展。
断裂螺栓累计运行约6万h,期间未更换过。在服役过程中,通过螺栓与螺母正确配合,以达到紧固效果,而螺栓外螺纹与螺母内螺纹的配合也是至关重要的,配合不当将会导致螺纹顶部承受较大的拉应力。因此不排除因螺栓配合问题引起螺纹裂纹的可能性。
断裂螺栓螺纹顶部发现裂纹及存在一定深度脱碳层,降低了螺纹的强度;组织中存在较多非金属夹杂物,破坏了基体的连续性,并导致材料产生应力集中;螺栓的塑性较差,导致螺纹应力集中的螺栓根部萌生了微裂纹,螺栓在腐蚀性环境下服役,裂纹在高应力的作用下扩展,最终导致螺栓在应力较大的第一扣螺纹处发生脆性断裂。
建议在对汽轮机本体进行解体检修时,加强对汽轮机低压缸结合面螺栓的表面质量检查;对螺纹表面进行清洗时,若发现裂纹、损伤等情况,应及时进行更换处理;同时加强对机组锅炉用水的质量检测,严格执行相关标准,避免机组在腐蚀环境下运行,以延长设备的使用寿命。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号