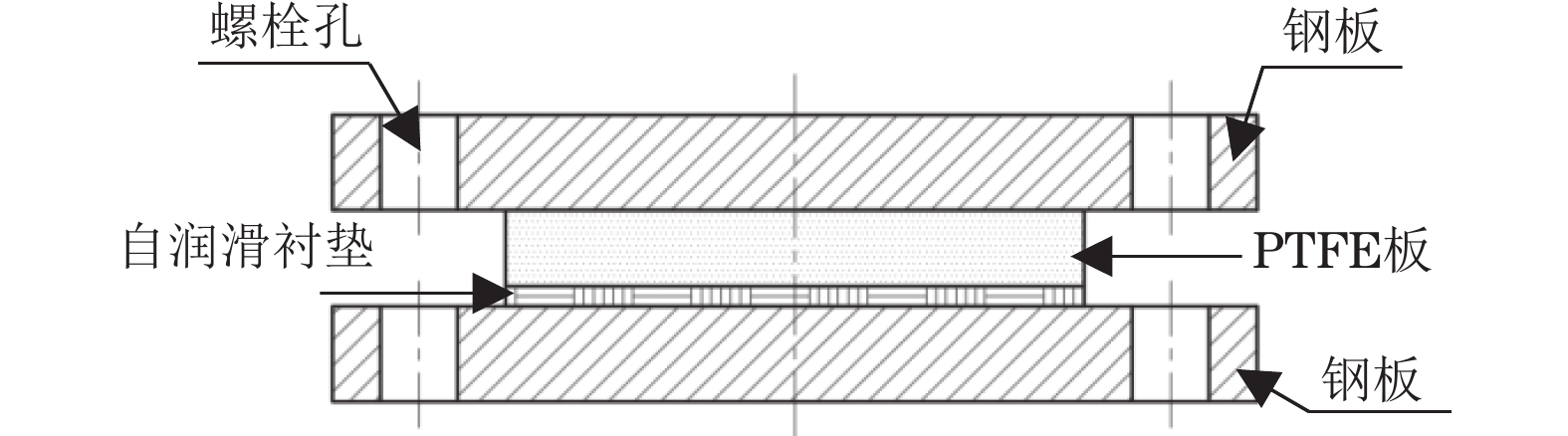
图 1 衬垫加压固化示意
Figure 1. Schematic of pressurizing curing of liner

自润滑关节轴承因具有结构紧凑、自润滑、耐冲击、高承载、耐腐蚀和免维护等优点,广泛应用于航空航天等高端装备领域[1]。自润滑衬垫作为自润滑关节轴承的关键部件,其摩擦磨损性能直接影响轴承的运行稳定性和服役寿命。聚四氟乙烯(PTFE)纤维织物复合材料作为自润滑衬垫材料之一,以其突出的剪切强度、断裂韧性、自润滑性和耐腐蚀性,表现出其他材料无可比拟的使用性能[2],而其中的PTFE/Nomex纤维织物复合材料应用最为广泛[3]。PTFE/Nomex纤维织物复合材料的摩擦磨损性能是学者们研究的热点,且主要集中在影响因素和磨损机制方面[4-5]。
摩擦磨损性能不属于材料的固有属性,受到对磨材料、接触形式、运动方式、使用工况、应用环境等多方面因素的影响。载荷决定了摩擦副的宏观应力场,直接影响疲劳裂纹的萌生和扩展,因此通常被认为是决定部件服役寿命的基本因素[6]。过高的环境温度、滑动速度、摩擦往复频率和载荷会增加摩擦热,导致树脂基体氧化、降解,从而减弱自润滑织物衬垫的承载能力与摩擦磨损性能[7-10]。随着技术发展,轴承使用环境越来越复杂,其性能影响因素日趋多元化。为了研究多种因素对PTFE/Nomex纤维织物复合材料摩擦磨损性能的综合影响,作者以PTFE/Nomex纤维混合编织型自润滑衬垫为研究对象,选取压力、往复频率、温度三个因素,设计L9(33)三因素三水平正交试验,采用矩阵分析法分析压力、往复频率、温度对自润滑衬垫摩擦磨损性能的交互影响。
试验所用自润滑衬垫选用PTFE/Nomex纤维混合编织型衬垫,其表层树脂选用耐磨酚醛合成树脂体系。如图1所示,采用螺栓拧紧的方式对衬垫进行加压固化,PTFE板主要起防粘与控制衬垫表面质量的作用。在50 MPa、180 ℃条件下将衬垫与钢板进行4 h的恒温热压粘接。粘接前需使用丙酮或无水乙醇清洗粘接钢板表面,粘接后衬垫与钢板之间的黏结强度不小于0.35 N·mm−1。加压固化后衬垫的表面微观形貌如图2所示,可知衬垫由纤维束经纬向编织而成,编织结点处向下凹陷导致表面凹凸不平。
采用MicroTest-4003型摩擦磨损试验机以线性往复的方式沿衬垫编织结构斜45°的方向进行摩擦磨损试验,选用球-盘接触形式,贴有衬垫的钢盘作为摩擦盘,对磨钢球选用直径3.175 mm的G95Cr18不锈钢球,钢球表面粗糙度Ra不大于0.025 μm。摩擦磨损试验在大气环境中进行,环境温度为(20±5)℃,环境相对湿度为(50±10)%,摩擦行程为10 mm,磨损时间为6 h,施加载荷为2,10,22 N,对应的压力分别为50,100,150 MPa,摩擦往复频率为0.1,0.3,0.5 Hz,温度为20,71,163 ℃。以上述压力、温度和往复频率为因素水平设计L9(33)正交试验方案,如表1所示。摩擦因数由主控计算机实时采集,以试验结束前10 min内的平均摩擦因数为响应指标。采用ZEISS Imager.M2m型正置光学显微镜观察磨痕形貌,采用Nanofocus型3D共聚焦显微镜及其自带的分析软件获取衬垫磨痕中心区域的三维形貌与截面二维轮廓曲线,其中用于观察三维形貌的区域表面尺寸为0.78 mm×1.48 mm。通过对磨痕截面二维轮廓曲线积分求得磨痕截面积,计算体积磨损率,公式如下:
| 编号 | 压力/MPa | 往复频率/Hz | 温度/℃ |
| N1 | 50 | 0.1 | 20 |
| N2 | 0.3 | 71 | |
| N3 | 0.5 | 163 | |
| N4 | 100 | 0.1 | 163 |
| N5 | 0.3 | 20 | |
| N6 | 0.5 | 71 | |
| N7 | 150 | 0.1 | 71 |
| N8 | 0.3 | 163 | |
| N9 | 0.5 | 20 |

式中:v为衬垫的体积磨损率,mm3·N−1·m−1;S为磨痕截面积,mm3;l为磨痕长度,10 mm;F为施加的外力,N;L为摩擦行程,m;f为往复频率,Hz;t为磨损时间,s。
矩阵分析法是通过建立一个三层递阶层次结构模型,对正交试验中的单指标数据进行矩阵计算后得出各因素的权重大小,从而得出适用条件的方法[11]。以摩擦因数、体积磨损率为矩阵计算中的数据,建立指标层矩阵M、因素层矩阵T和水平层矩阵E,三层矩阵相乘得出一个权矩阵ω;权矩阵代表正交试验中各因素的权重大小。矩阵M,T,E公式如下:



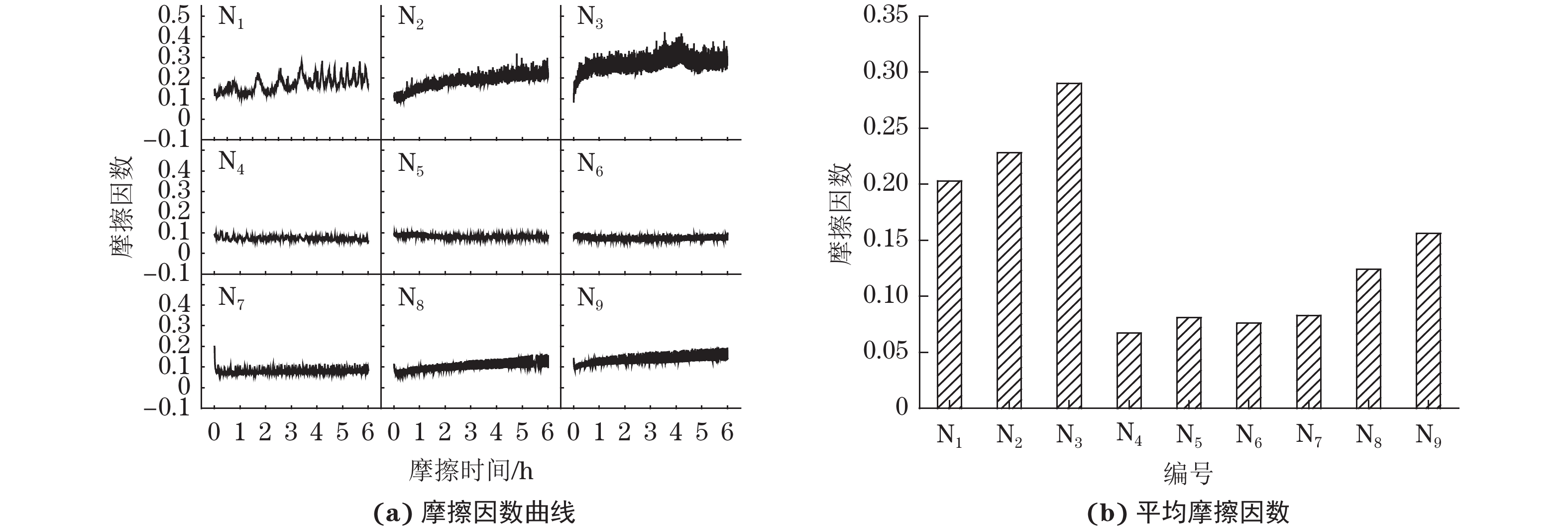
由图3可以看出:在50 MPa低压力条件(N1,N2,N3试验条件)下,衬垫的摩擦磨损过程仅经历了磨合期,摩擦因数相对较大且随着摩擦时间的延长不断增大;在100 MPa中压力条件(N4,N5,N6试验条件)下,衬垫的摩擦磨损过程经历了磨合期与稳定磨损期,摩擦因数随磨损时间的延长先略微减小后趋于稳定,磨合期相较低载条件明显缩短;在150 MPa高压力条件(N7,N8,N9测试条件)下,衬垫的摩擦磨损过程经历了急速磨合期、短时稳定磨损期与长时剧烈磨损期,摩擦因数随磨损时间的延长先减小后缓慢增大。衬垫的摩擦因数整体随着压力的增加先减小后增大。
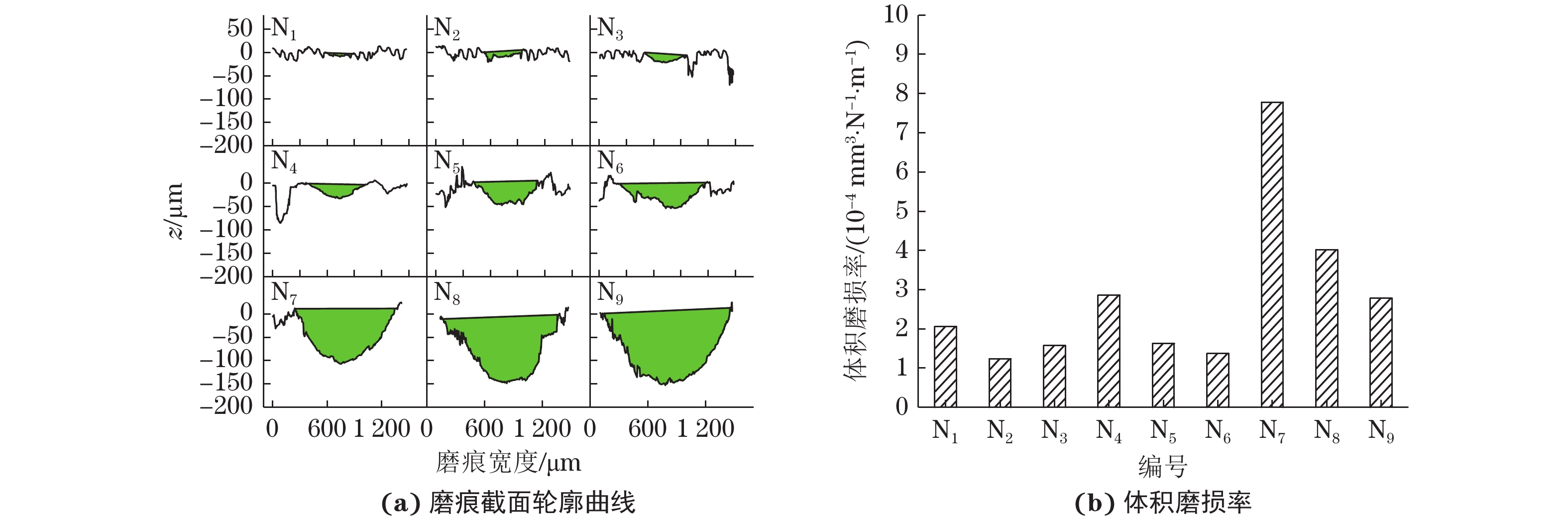
图4中箭头所示位置为截面二维轮廓测试位置。由图4和图5可以看出:在50 MPa低压力条件下,衬垫的磨损以承载较差的PTFE纤维塑性变形及其表面树脂磨损为主,磨痕深度随着往复频率与温度的增加而逐渐加深,但磨痕依然仅存在于PTFE纤维表面,整体深度小于20 μm。在100 MPa中压力条件下,起增强作用的Nomex纤维开始变形并参与磨损,衬垫磨痕表面由局部凹陷转变为连续整体凹陷;N4试验条件下的磨痕深度约为31.9 μm;N5试验条件下的磨痕深度则达到45.2 μm,磨痕边缘出现明显的细碎磨屑堆积;N6试验条件下的磨痕深度约为52.5 μm,除边缘磨屑堆积外还在磨痕宽度方向的中部位置发现明显断裂的纤维丝。在150 MPa高压力条件下,衬垫表层树脂与浅层PTFE纤维被快速挤压破碎,减摩作用较弱的Nomex纤维开始参与磨损并发生剪切断裂;N7,N8和N9试验条件下的磨痕深度分别约为106.5,146.6,149.5 μm,N8和N9条件下磨痕深度相近,但N9试验条件下的磨痕明显加宽。中低压力下的体积磨损率整体相差不大,但高压力明显加速了衬垫的磨损,体积磨损率较大。在低压力条件下,衬垫的磨损为磨合磨损,这是主要发生在大接触点上的磨损。在中压力条件下,衬垫磨损表面的大量PTFE纤维通过形成转移膜的形式,有效降低了摩擦和磨损,因此虽然PTFE的耐磨性差,但此时的体积磨损率与低压力条件下相差不大[1]。但在较大压力的作用下PTFE纤维易发生挤压变形、断裂并被推出磨痕表面,无法形成稳定的转移膜,因此高压力条件下衬垫磨损加剧。
由图6可以看出:N1,N2,N3试验条件下,衬垫磨损表面平整,纤维未发生明显的磨损和裸露,但PTFE纤维表层树脂出现碾碎现象,且树脂碾碎程度随着往复频率的增加与温度的升高略有增大,Nomex纤维基本未磨损;N4试验条件下,表层树脂磨屑呈片状,衬垫主要发生PTFE纤维与树脂的磨损,Nomex纤维基本未磨损;N5试验条件下,表层树脂磨屑由片状转变为粉末状,PTFE纤维被碾碎,增强Nomex纤维开始显露并参与磨损;N6试验条件下,裸露的部分增强Nomex纤维在失去树脂的保护后,被对磨钢球拔出和剪切,因此,衬垫表面除PTFE纤维磨损外,还出现单根Nomex纤维的疲劳断裂;N7,N8,N9试验条件下,树脂和PTFE纤维严重磨损,磨痕区域已基本无PTFE纤维。此外,N7试验条件下的Nomex纤维丝断裂翘曲于磨痕两边;N8试验条件下的Nomex纤维束被剪断并继续参与磨损;N9试验条件下的断裂Nomex纤维束被二次碾压,杂乱地平铺于磨痕底部,但磨痕底部平整度明显高于N8试验条件下,说明衬垫已接近磨穿。在50 MPa低压力条件下,PTFE纤维表层的树脂在正应力与剪切应力的双重作用下被碾碎,整体磨损为表层树脂的轻微磨损,磨损形式为磨粒磨损。在100 MPa中压力条件下,压力的增加使得衬垫受到更加强烈的压缩和剪切作用,增强Nomex纤维开始参与磨损,说明该条件已趋于增强Nomex纤维表层树脂所能承受的极限条件。在150 MPa高压力条件下,压缩和剪切作用进一步增强,衬垫表层树脂被快速碾碎,无法对编织纤维起到应有的固定作用,导致PTFE纤维与树脂被挤出磨损区域堆积于磨痕两侧,无法形成稳定的转移膜,Nomex纤维在长时间的剪切作用下断裂。衬垫在磨合期的磨损主要发生在对磨球与表层树脂之间,稳定磨损主要发生在对磨球与PFFE纤维之间,剧烈磨损则主要发生在对磨球与Nomex纤维之间;剧烈磨损是衬垫失效特征出现的阶段。压力主要通过加快树脂的破碎来缩短磨合期,压力增大也会加速PTFE纤维的挤压剥落从而缩短稳定磨损期。往复频率的增加使磨损表面产生更多的摩擦热,从而对纤维和树脂性能造成影响,并最终对衬垫的摩擦磨损性能产生影响。温度的升高则会降低纤维与树脂的承载和抗剪切性能,加速转移膜形成,从而影响衬垫的摩擦磨损性能。
对不同试验条件下衬垫的摩擦因数与体积磨损率这2个指标分别进行极差分析,结果如表2所示。由表2可知:压力对衬垫摩擦因数和体积磨损率的影响最大,往复频率次之,温度的影响最小,压力更能影响自润滑衬垫的摩擦磨损性能。
| 指标 | 参数 | 因素 | ||
| 压力 | 往复频率 | 温度 | ||
| 摩擦因数 | K11 | 0.240 | 0.118 | 0.147 |
| K12 | 0.075 | 0.144 | 0.129 | |
| K13 | 0.121 | 0.174 | 0.160 | |
| R1 | 0.166 | 0.056 | 0.031 | |
| 体积磨损率 | K21 | 1.623 | 4.232 | 2.156 |
| K22 | 1.952 | 2.293 | 3.462 | |
| K23 | 4.860 | 1.910 | 2.817 | |
| R2 | 3.237 | 2.323 | 1.306 | |
将极差分析结果经过处理后代入式(3)~式(5),得到摩擦因数对应各因素的权矩阵ω1、体积磨损率对应各因素的权矩阵ω2以及摩擦因数和体积磨损率对应各因素的权矩阵ω,结果如下:
式中:e为因素的数量;f为水平的数量;Kij为因素i在第j个水平上指标和的平均值的倒数。



式(6)~(8)中A,B,C分别代表压力、往复频率和温度,下标1,2,3代表水平。可知,按照对衬垫摩擦因数和体积磨损率影响程度由大到小排序为压力、往复频率、温度。摩擦因数随着压力的增加或温度升高均先减小再增大,随着摆动频率的增加而增大,体积磨损率随着压力的增加而增大,随着往复频率的增加而减小,随着温度的升高先增大后减小,高温下体积磨损率的减小与以增强Nomex纤维为主的黏结面开始参与磨损有关。当压力为100 MPa、往复频率为0.1 Hz、温度为71 ℃时,衬垫的摩擦因数最小;当压力为50 MPa、往复频率为0.5 Hz、温度为20 ℃时,体积磨损率最小;当压力为100 MPa、往复频率为0.5 Hz、温度为20 ℃时,摩擦因数与体积磨损率的综合值最小。增加压力会导致衬垫承受更强烈的压缩和剪切应力,但过小的压力又无法保证有足够的起减摩作用的PTFE参与磨损[12];往复频率的增加会在滑动界面处产生并累积大量的摩擦热,导致界面温度急剧升高,而过高温度会加速树脂的老化和脆性断裂,削弱纤维织物复合材料的力学性能[13];适当的温度则可加速转移膜的形成,降低摩擦因数[14]。
(1)50 MPa低压力条件磨损6 h时衬垫处于磨合期,摩擦因数持续增大,100 MPa中压力条件下衬垫经历磨合期和稳定磨损期,摩擦因数先略微减小后稳定,150 MPa高压力条件下衬垫经历急速磨合、短时稳定磨损和长期剧烈磨损,摩擦因数先减小后缓慢增大。平均摩擦因数整体随着压力的增加先减小后增大。中低压力下的体积磨损率整体相差不大,但高压力下的体积磨损率明显增大。
(2)低压力条件下衬垫以表层树脂磨损为主,中压力条件下衬垫除存在表层树脂磨损外,还存在PTFE纤维与Nomex纤维的磨损,高压力条件下衬垫表层树脂被快速碾碎,无法对编织纤维起到固定作用,PTFE纤维与Nomex纤维断裂。
(3)影响衬垫摩擦因数和体积磨损率的主次因素依次为压力、往复频率、温度。摩擦因数随着压力的增加或温度升高均先减小再增大,随着摆动频率的增加而增大,体积磨损率随着压力的增加而增大,随着往复频率的增加而减小,随着温度的升高先增大后减小。当压力为100 MPa、往复频率为0.5 Hz、温度为20 ℃时,摩擦因数与体积磨损率的综合值最小。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号