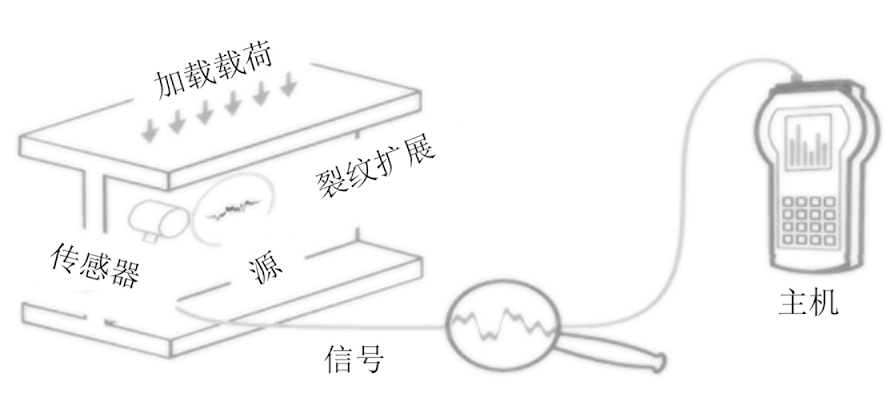
图 1 声发射检测原理示意

为满足压力容器在声发射检测中声发射源区强度划分的准确性要求,需设计相关材料声发射特性试验来获得相对应的a,b推荐值,以达到无损检测的目标。近年来国内外研究学者采用声发射检测技术对焊接结构裂纹扩展进行了大量研究,取得了一定成果,也有不少学者总结了该方法在金属材料、高分子材料和非金属复合材料断裂损伤中的应用[1-7]。
文章针对0Cr18Ni9Ti奥氏体不锈钢,通过材料试验找出a,b推荐值,以准确划分由0Cr18Ni9Ti材料构成的承压设备的声发射源强度等级。根据目前的标准NB/T 47013.9—2012《承压设备无损检测 第9部分:声发射检测》中只有Q345R的材料具有确定的a,b值,没有针对其他金属材料的a,b值,故文章通过力学拉伸试验获取相应的定量化a,b值,用于在实际应用中指导检测结果的评价参考。
文章设计制作了4种类型试件的力学试验,包括母材无缺陷、焊缝带缺陷、焊缝无缺陷、母材V口缺陷试件,并进行拉伸试验,了解不同类型缺陷之间的信号参数的变化规律,找出表征材料不同阶段的参数差别,用以确定合适的a,b值作为强度评价的参考。
声发射的检测原理如图1所示,声发射源发射的弹性波传播到达材料的表面时,会引起可以用传感器探测到的表面位移,这些探测器将材料的机械振动转换为电信号,然后检测系统主机对其进行处理与分析,从而实现对材料质量状况的评估。在材料加工、处理和使用过程中有很多因素能引起内应力的变化,如位错运动、孪生、裂纹萌生与扩展、断裂、无扩散型相变、磁畴壁运动、热胀冷缩、外加负荷的变化等,固体材料中内应力的变化产生声发射信号。而材料在应力作用下,会出现弹性变形、塑性变形甚至断裂。其中裂纹的形成和扩展过程中产生的声发射源是声发射检测技术中的重要关注点。试验表明,各种材料声发射的频率范围很宽,从次声频、声频到超声频,可从数 Hz 到数 MHz,根据理论计算,最高频率可达 50 MHz。其中,金属材料的声发射检测技术主要关心的频率为 100~400 kHz。
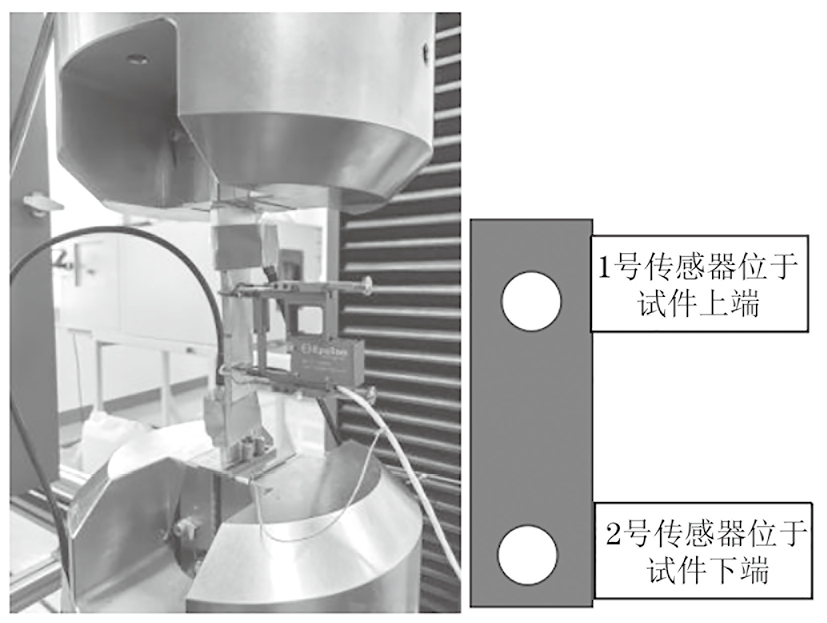
针对带缺陷、低抗拉强度材料采用量程为 10 t 的试验机进行拉伸,针对无缺陷、高抗拉强度的材料采用量程为 20 t 的试验机进行拉伸。采用引伸计作为应变测量仪器,记录应力应变曲线。力学性能试验机调整至位移横速拉伸模式,依据材料的延展特性,加载速率设为 2 mm·min−1。试验中应确保力学性能试验机与声发射检测系统时间同步(2个设备原始数据可实现时间对应),并记录拉伸机应力值、位移等参数,拉伸试验传感器布置如图2所示。
(1) 传感器
压电传感器接收声发射信号,是影响声发射仪器性能的关键组成部分。在进行声发射检测时,传感器和试件之间应保证良好的声耦合。采用的传感器谐振频率为 150 kHz,带宽为 100~400 kHz。
(2) 前置放大器
前置放大器置于传感器附近,可对传感器的输出信号进行放大,并通过同轴屏蔽电缆将信号传输到采集卡上。前置放大器具有 20,40,60 dB 三档放大倍数,可根据声发射源信号的不同自由选择,同时放大器具有较宽的带宽,可以搭配多种频率的传感器。
(3) 采集卡
采集卡为新一代 PCIE 总线采集卡,集中 8个声发射采集通道和 8个外参数通道,具有 16位 A/D (模拟/数字)转换精度,由模拟多路转换开关、采样/保持电路及A/D转换器组成。其中,声发射特征提取电路将数字化的声发射信号变成声发射特性参数。最后通过 PCIE 总线,由系统 CPU 来读取和处理声发射数据。
(4) 主机
采用坚固的工业用便携式声发射主机,保证采集过程的稳定运行,内部具有 PCI-Express 总线接口。
(5) 采集分析软件
声发射采集分析软件,具有门槛阈值设置功能,可以滤除掉现场的背景噪声;具有软件控制的模拟滤波器功能;可根据采样定理设置采样率和采集长度;可进行时间参数设置;软件具有 16个时域参数和 6个频域参数的采集功能,文中试验选择幅值参数;在定位设置中,选择线性定位的方法作为阈值滤波方法。
(6) 显示单元
采用计算机通过网线连接显示,可以实时显示采集情况、远程控制、传导数据,应用方便。
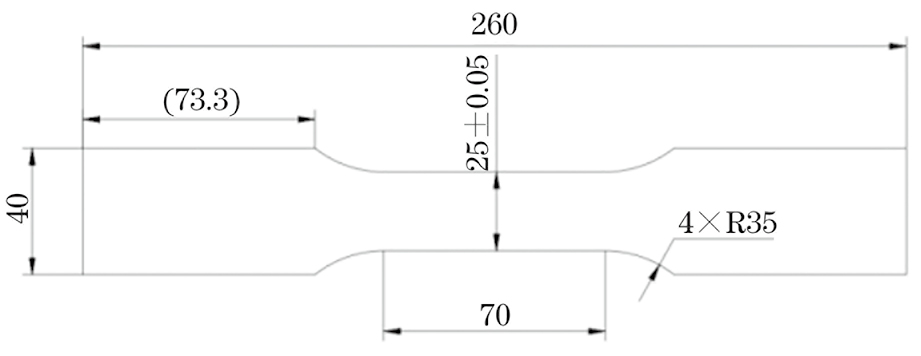
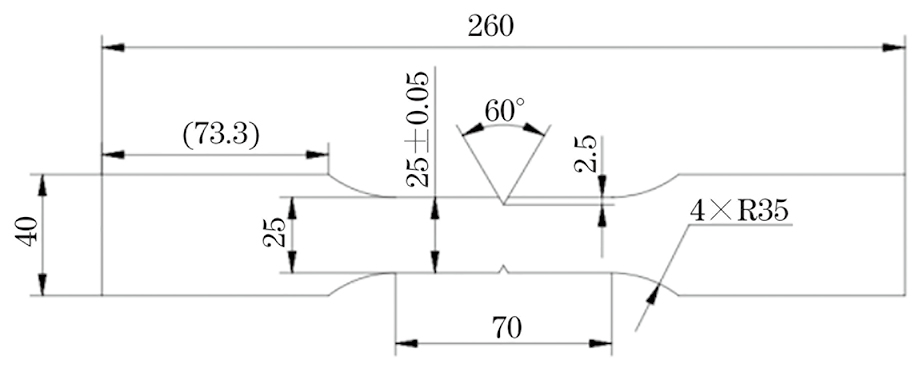
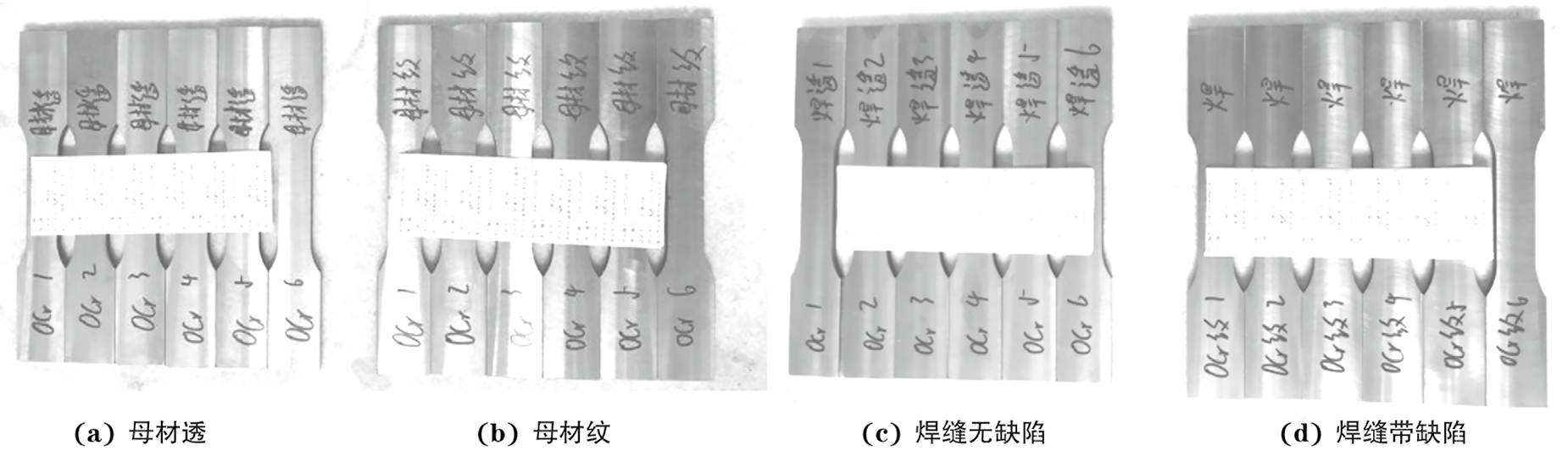
试件按照 GB/T 228.1—2021《金属材料拉伸试验 第1部分:室温试验方法》、NB/T 47016—2011《承压设备产品焊缝试件的力学性能试验》标准的要求进行制作,试件的具体尺寸如图3,图4所示。图3包含了三种类型试件的尺寸要求,包括焊缝无缺陷、焊缝有缺陷、母材无缺陷试件;图4中包含了母材带 V 口缺陷的试件尺寸信息,拉伸试件实物如图5所示。
此次试验根据力学试验对数据样本的要求,每种类型共制作 6个试件,保证有 5个试件的有效试验数据,剩余 1个试件用于数据不完整的补充以及材料分析。
试件上的标记代表如下含义:① 焊缝无缺陷-焊缝无缺陷;② 焊缝带缺陷-焊缝有条形缺陷;③ 母材透-母材无缺陷;④ 母材纹-母材 V 口缺陷。
将声发射传感器放置于试件两端的弧形过渡位置处(见图2),采用布基胶带进行固定,传感器与试件表面采用耦合剂进行耦合,同时采用引伸计对试件的拉伸应变进行测量。拉伸试验过程中,声发射系统实时采集数据;根据不同拉伸试件的抗拉强度,选择不同量程的拉伸试验机进行拉伸,直到其最终拉断,记录全过程的声发射数据和拉伸试验数据,进行对比分析。
所用声发射传感器的谐振频率为 150 kHz,响应带宽为 100~400 kHz。采用直径 0.3 mm 的2H 铅笔铅芯进行断铅试验,保证传感器耦合良好。
采用直径 0.3 mm 的2H 自动铅笔铅芯,伸长 2~3 mm,在距离探头 10 mm 处断铅5次,取3次断铅数值接近的幅值取均值为ax,两个通道的均值相加再取均值为a,灵敏度满足的条件是任意通道的均值ax与两个通道的均值a的差不大于 ±2 dB。该过程既判断了各个通道的耦合情况是否满足要求,又测试了每个通道的探头、信号线、采集通道是否正常,并确认探头连接的通道号是否正确。
试验机通电启动,对试件进行初始预加载,载荷为正常载荷的 5%~10%。启动声发射软件开始采集信号,观察试验机预加载时的噪声水平,并观察机械噪声和电磁噪声水平的大小,采集时间不少于 15 min,再根据噪声水平,设置检测门槛确保噪声不会对试验结果产生影响,文章设置门槛为 40 dB。
定位的准确性与声速关系较大,因此需要进行声速测试。采用断铅法,通过两个探头接收该断铅信号的时间差与断铅位置到达此两个探头的距离差来计算得到信号传播速度V(声速),即
| (1) |
式中:ΔS为距离差;ΔT为时间差。
为了避免声速在特定传播方向的偏差,需要测得不同方向的探头路径的声速Vx,得到平均速度Va,取平均速度进行定位,可以更好地减少误差。
裂纹定位非常关键,可以根据定位点的参数特征、波形特征、集中趋势以及与载荷次数的相关性,来判断定位点是否为裂纹信号。
定位校准时,采用断铅法在软件显示的定位集中区域断铅,再观察该断铅信号在软件上的定位与原显示位置是否一致,测量偏差方向、偏差距离,从而反向移动断铅点,找到复杂结构的实际裂纹开裂位置。
实际测试开始后,试验机对试件进行加载拉伸,同时采集试验数据,得到试验过程的信号图谱。
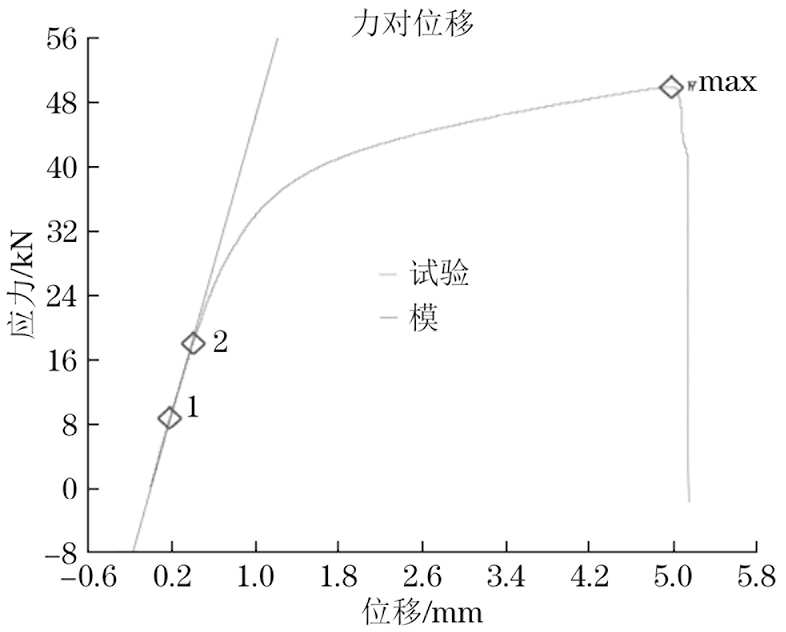
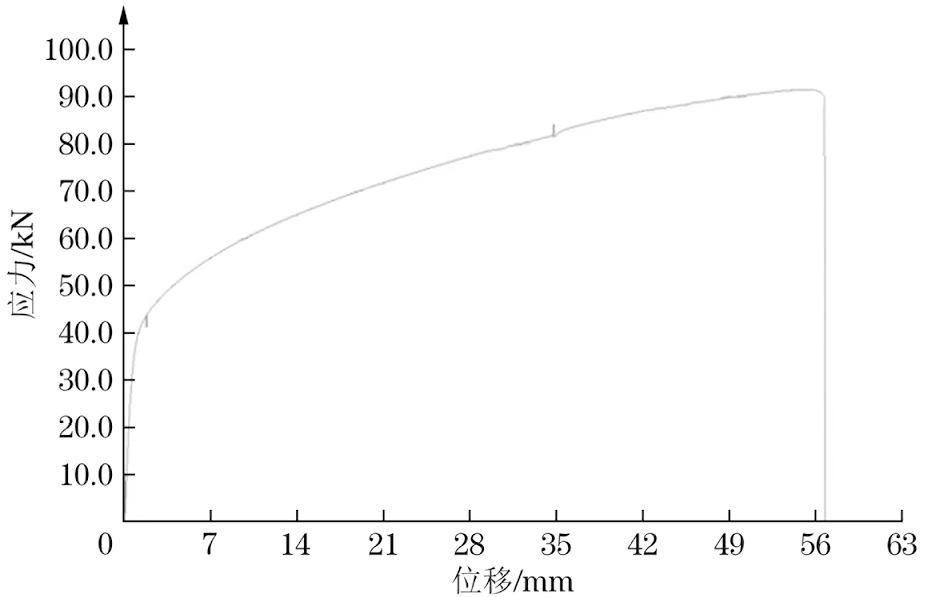
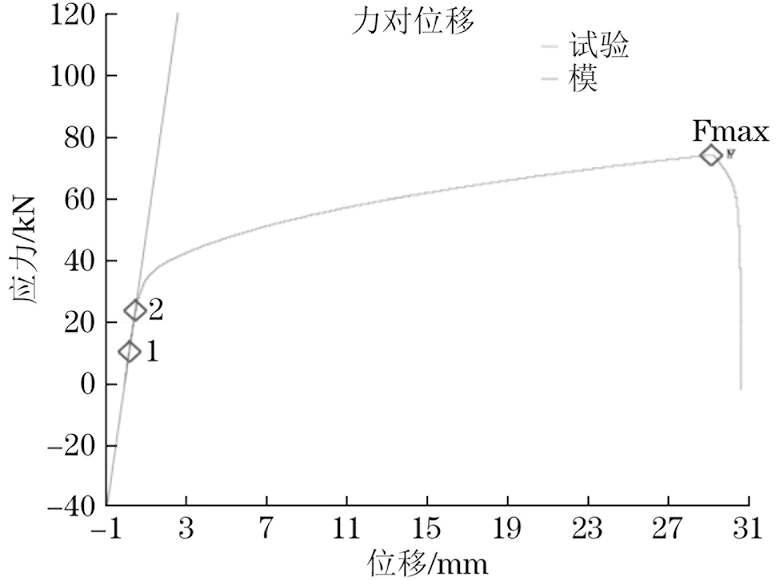
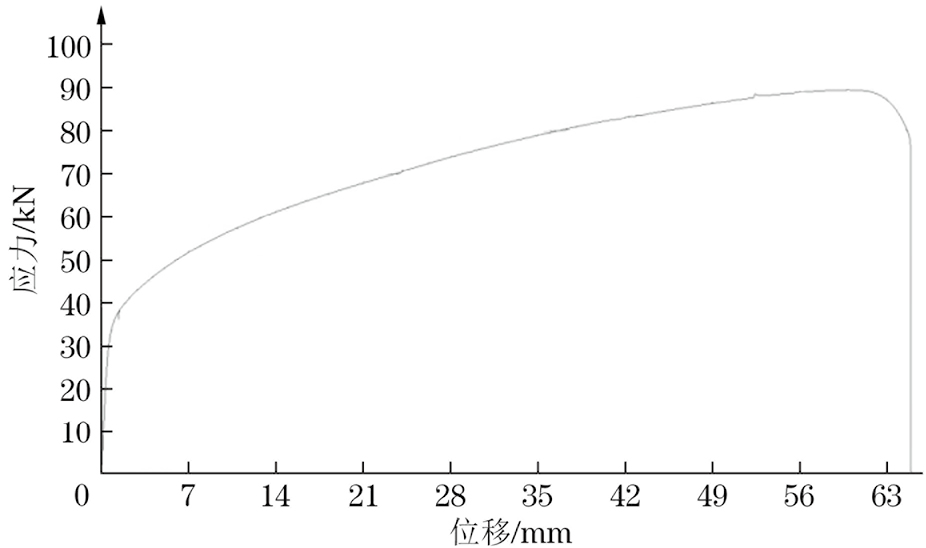
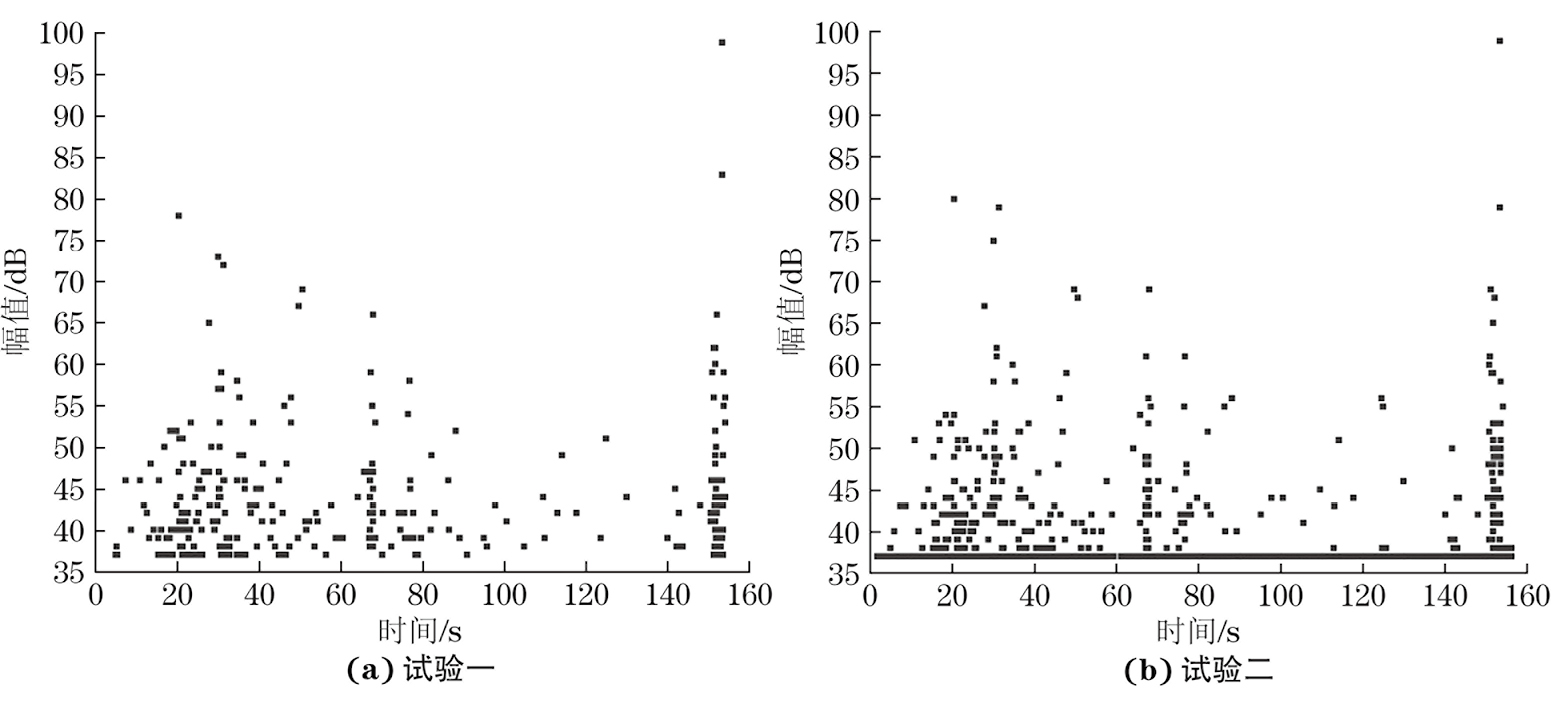
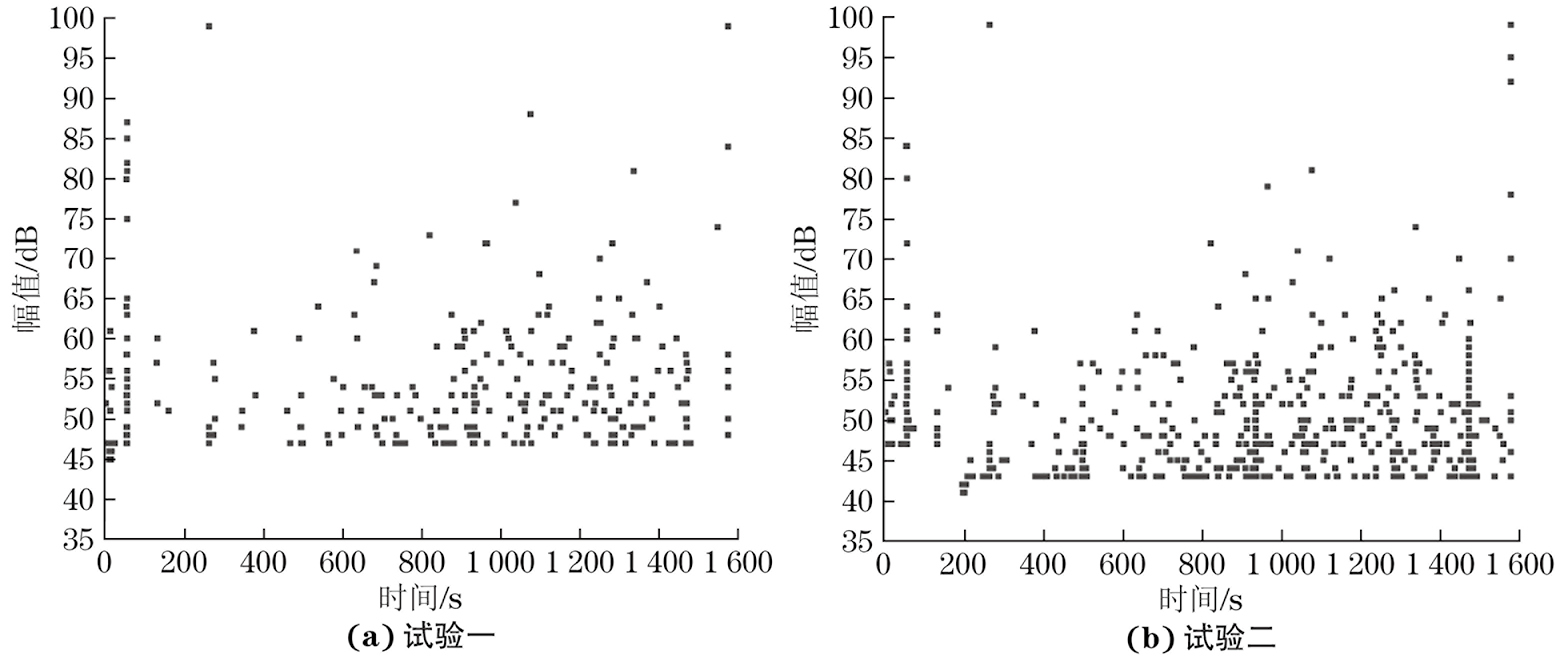
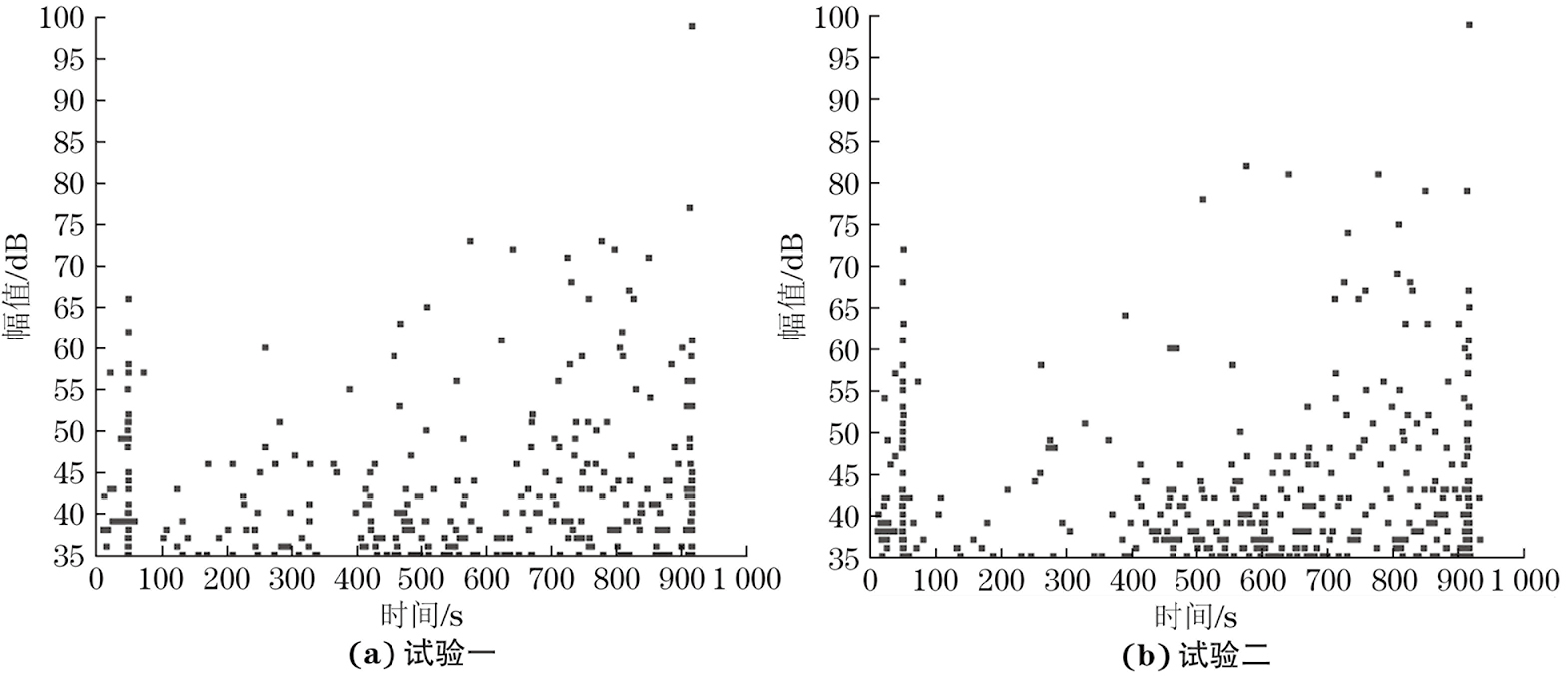
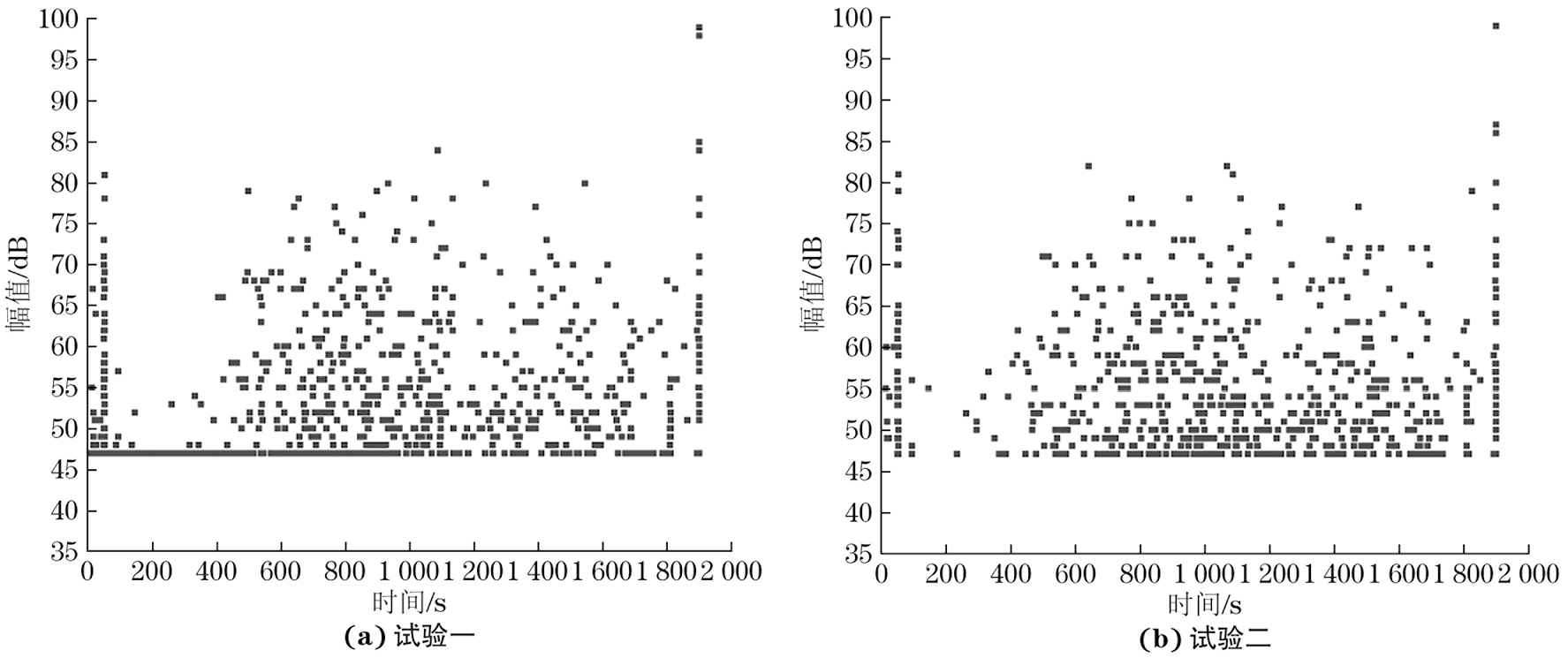
将采集的数据进行重放分析,对比加载曲线,观察加载的不同阶段的曲线变化;将声发射与加载曲线进行对比分析,观察不同加载阶段对应的声发射信号变化过程,不同工况下的加载曲线以及幅值散点如图6~13所示。
考虑到材料韧性较强,声发射信号较弱的可能性,文章主要采用声发射定位事件结合不同通道的声发射撞击信号(参数和波形)进行数据的综合分析与处理。具体技术手段包括以下10个方面。
(1) 利用过门槛技术实时捕捉突发脉冲信号,提取声发射信号波形和特征参数。
(2) 采用幅值滤波滤除低幅值的噪声信号和不需要的信号。
(3) 采用参数带通频率滤波方法滤除低频干扰噪声。
(4) 基于时序判断方法,判断裂纹的区域。
(5) 基于撞击数和能量数的方法确定裂纹区域的空间位置。
(6) 采用时差定位的方法进行声源判定。
(7) 基于参数的关系法,相关法区别裂纹信号与噪声信号。
(8) 根据采集的波形特征与频谱特征,区别裂纹信号与噪声信号。
(9) 基于撞击数率或能量数率的关系,判断信号的活度与强度。
(10) 基于事件数率的多少,判断损伤发展的剧烈程度或严重度。
(1) 通过力学试验,获取试件结构不同区域裂纹萌生-扩展-贯通过程的声发射特征参数信息,以及这些信息与不同载荷阶段产生的损伤类型的对应关系。
(2) 得到不同损伤类型对应的信号特征的幅值,确定不同损伤类型的频率、能量等参数特征。
(3) 针对试验过程进行实时在线监测,获得不同试验阶段裂纹损伤出现的严重程度,结合载荷特点与信号参数特征,采用不同的滤波屏蔽方式,噪声滤波方法以及数据处理方法。
材料a,b值(无单位)对应裂纹稳定扩展和快速扩展的起始点。因此试验中对裂纹的准确捕捉及其对裂纹发展动态的准确掌握是研究的关键。根据文献资料和检测经验认为裂纹扩展过程的声发射信号有如下一些特点,可以依据这些特征掌握裂纹的发展动态。
(1) 材料出现裂纹后,裂纹源附近通道的接收信号的撞击数、事件数会逐渐增加。
(2) 定位图将出现裂纹源所在位置的定位点,并持续集中聚集。
(3) 定位事件的曲线图将出现拐点。
(4) 定位事件的能量图出现突增。
(5) 频谱图会出现裂纹信号特征频率并持续聚集。
(6) 根据裂纹活动信号到达探头的时间可以初步判断裂纹所在区域,根据到达附近探头的信号幅值、能量大小关系可判断裂纹源的位置情况。
(1) 考虑到现有 NB/T 47013.9 标准最低采用 40 dB 门槛,以及现场检测过程的背景噪声水平接近或大于 40 dB,此次将低于 40 dB 的信号不作为a,b值的取值参考。
(2) 强度取值参考如下阶段:a值:塑性屈服阶段(a值推荐),b值:强化阶段(b值推荐)。
(3) 拉伸试验过程中,为了使表征强度的信号参数具有一致性,采用信号幅值参数作为强度的表征参数,其不受门槛影响,受软件设置影响较小,受信号类型的影响较小。
(4) 不同类型、不同编号的试件在加载过程中出现的信号幅值如表1~4所示。
| 加载阶段 | 范围 | 最大值 | 平均值 |
|---|---|---|---|
| 屈服阶段 | 35~37 | 37 | 35.8 |
| 强化阶段 | 60~75 | 75 | 65.2 |
| 加载阶段 | 范围 | 最大值 | 平均值 |
|---|---|---|---|
| 屈服阶段 | 45~61 | 61 | 54.2 |
| 强化阶段 | 54~75 | 75 | 61.4 |
| 加载阶段 | 范围 | 最大值 | 平均值 |
|---|---|---|---|
| 屈服阶段 | 40~58 | 58 | 44.6 |
| 强化阶段 | 50~80 | 80 | 58.8 |
| 加载阶段 | 范围 | 最大值 | 平均值 |
|---|---|---|---|
| 屈服阶段 | 56~73 | 73 | 65.8 |
| 强化阶段 | 73~94 | 94 | 82.8 |
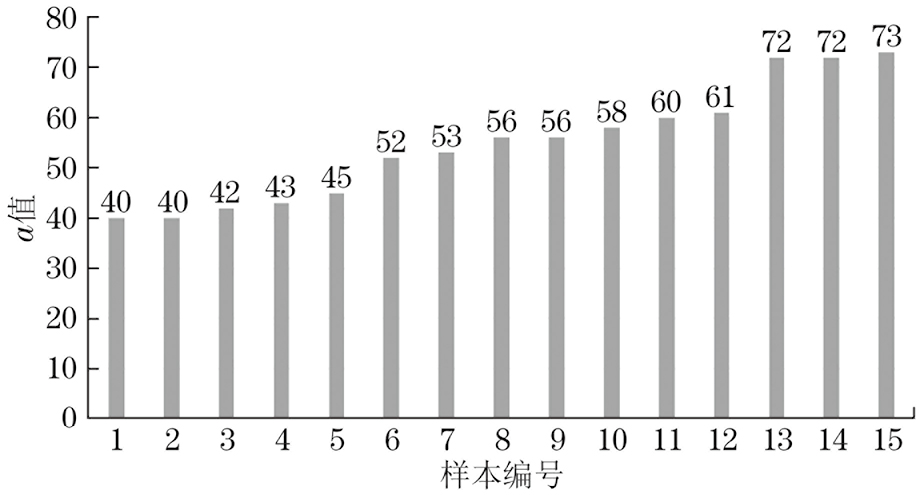
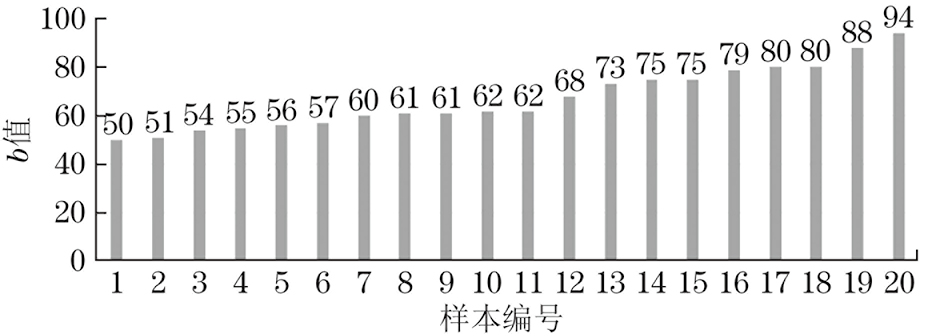
(5) 最后将表征a值、b值大小的数据由小到大排序,将最大的5个数值进行平均,减小测试误差,该均值较为接近损伤的参数表征数值。
(6) 相同材料下,焊缝带缺陷的幅值响应较高,这也说明缺陷对声发射的贡献程度和显度都较高,这从理论上证明了声发射对压力容器活性缺陷的检测能力是具备且足够的。
(7) 鉴于将来主要针对压力容器进行检测的实际情况,认为选择焊缝带缺陷的试件数据来取a,b值更有意义。故a,b值均取分布图上最大的 5个数值进行平均,所得均值作为推荐较为合理。
鉴于实际容器结构上的焊缝缺陷显著声发射程度可能大于试件的,因此按照试件试验确定的a,b值应该是偏于保守和安全的,也就是具有更高灵敏度和较小缺陷的发现以及评价能力。因此将屈服阶段作为声发射强度阈值的a值的取值参考范围;强化阶段作为声发射强度阈值的b值的取值参考范围。
对4种类型试件的5个样本的拉伸幅值数据由小到大进行排序,将40 dB以上的数据进行排序和作图显示,a值排序结果如图14所示,b值排序结果如图15所示。
通过系统性的拉伸试验和声发射信号分析,对0Cr18Ni9Ti奥氏体不锈钢材料的声发射强度阈值进行了定量研究,得到以下结论。
(1)0Cr18Ni9Ti材料在屈服阶段的声发射强度阈值a值推荐范围为58~73 dB,平均值为67.2 dB;在强化阶段的b值推荐范围为79~94 dB,平均值为84.2 dB。
(2)焊缝带缺陷试件的声发射响应最为显著,其幅值响应明显高于其他类型试件的响应,这一结果与理论预期相符,证实了声发射技术对活性缺陷检测的有效性。
(3)试验结果为0Cr18Ni9Ti材料声发射检测提供了可靠的强度阈值参考依据,对压力容器等承压设备的声发射检测和安全评价具有重要的工程应用价值。
文章来源——材料与测试网
浙江国检检测技术股份有限公司 版权所有 【暂无】 百度统计
全国统一服务热线:400-1188-260
客服手机号:13372307781
电话:400 1188 260 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:浙江省嘉兴市海盐县武原街道丰潭路777号
备案号:浙ICP备05056915号
 浙公网安备 33042402000106号
浙公网安备 33042402000106号
技术支持:追马网
 客服微信号
客服微信号
 微信公众号
微信公众号