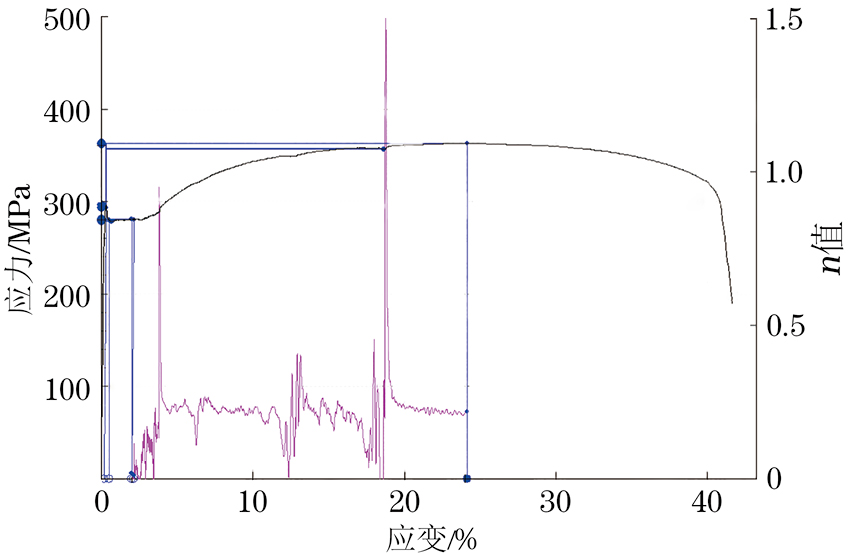
图 1拉伸试验应力-应变曲线
2025-04-16 10:39:47
金属材料室温拉伸试验是冷轧钢板最重要的检验项目之一,在试验过程中可以得到材料的各项力学性能指标。但在实际进行金属材料拉伸试验过程中,会出现许多对试验结果造成严重影响的因素。对有明显屈服现象的冷轧材料进行拉伸试验,发现其在均匀塑性变形阶段的拉伸曲线出现异常抖动现象,笔者对该现象产生的原因进行分析,并研究了试样宽度对冷轧板拉伸曲线的影响,研究结果可为提高冷轧板的质量提供理论基础。
试验材料选用有明显屈服现象的冷连轧低合金高强度HC260L钢板材料,采用全自动拉伸试验机,依照GB/T 228.1—2021 《金属材料 拉伸试验 第1部分:室温试验方法》进行拉伸试验,其纵向、横向引伸计为接触式高分辨率数字引伸计(0.5级精度),试样尺寸符合GB/T 228.1—2021对P17试样的要求。
测试时,发现屈服点延伸率达18.3%,实际屈服点延伸率为4%,明显偏高,导出曲线发现纵向应变为12%,应变为18%处出现明显抖动(见图1)。屈服点延伸终止点约为18%应变处,同时在对应位置的n(加工硬化指数)值曲线也出现明显抖动(见图2)。正常情况下,该阶段拉伸曲线应平滑上升,n值曲线在很小范围内波动。
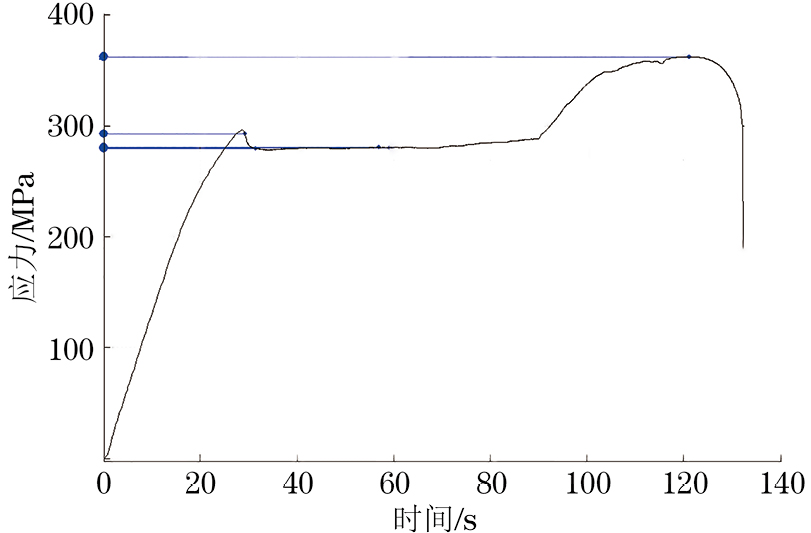
影响屈服点延伸率测定的因素主要为:试验材料本身特性,试验机软件参数的设定及硬件状态。分析本次试验,发现试样夹持段无打滑痕迹,液压夹具未泄压。将拉伸曲线转换为速率-时间曲线,横梁位移控制曲线(见图3黑色曲线)无明显波动,说明速率控制无异常。进一步分析引伸计跟踪速率曲线(见图3红色曲线),发现在时间约为95,105,115 s处,曲线有明显波动。将曲线转换为应力-时间曲线(见图4),发现在时间约为95,105,115 s处,应力出现明显波动。
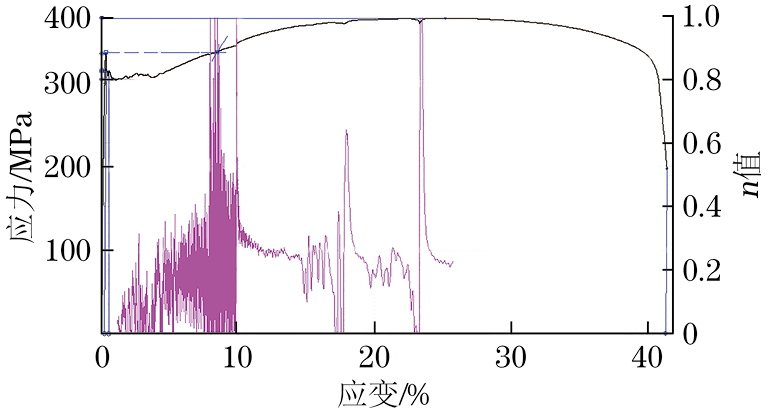
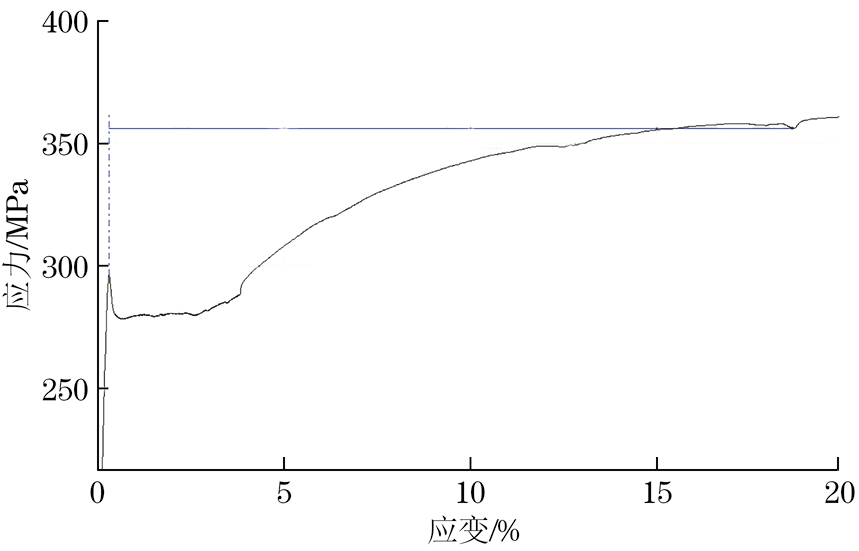
按同规格尺寸重新加工试样,更换到另外一台设备上进行测试,结果如图5所示。由图5可知:屈服点延伸率为8.16%,实际屈服点延伸率约为4%,屈服点延伸终止点仍然在曲线均匀塑性变形阶段的异常波动最低点上,结果仍然偏高,在异常抖动部位对应的n值曲线也发生剧烈波动。因此可以排除设备力值传感器及引伸计等硬件因素的影响。
王必磊等[1]发现低碳钢屈服延伸现象的影响因素包括碳元素含量、晶粒尺寸、合金元素、热处理工艺参数和应变等。选取带有不同形态明显屈服和无明显屈服的5个试样,按GB/T 228.1—2021、EN ISO 6892-1—2019 《金属材料 拉伸试验 第1部分:室温试验方法》、JIS Z-2241:2011 《金属材料 拉伸试验方法》,GB/T 5028—2008 《金属材料 薄板和薄带 拉伸应变硬化指数(n值) 的测定》,将5个试样分别加工成7种尺寸(见表1),使用同台拉伸试验机,按GB/T 228.1—2021进行试验,采用控制试样平行长度应变速率的方式来控制试验速率。结合文献[2]中瞬时拉伸应变硬化曲线方法进行分析[2]。
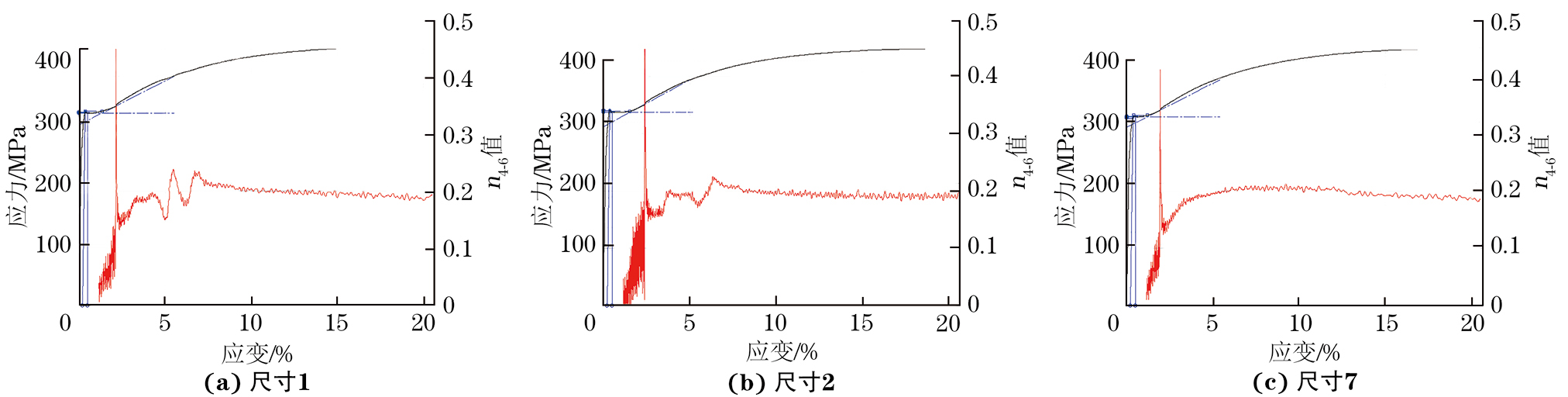
不同尺寸的试样1(无明显屈服)应力-应变曲线及对应n4-6(应变为4%~6%时的加工硬化指数平均值)值曲线如图6所示,试样1的n4-6值及屈服点延伸率的标准差如表2所示。由图6和表2可知:试样1的应力-应变曲线及对应n4-6值曲线无异常,n4-6值及屈服点延伸率的标准差无明显差异。
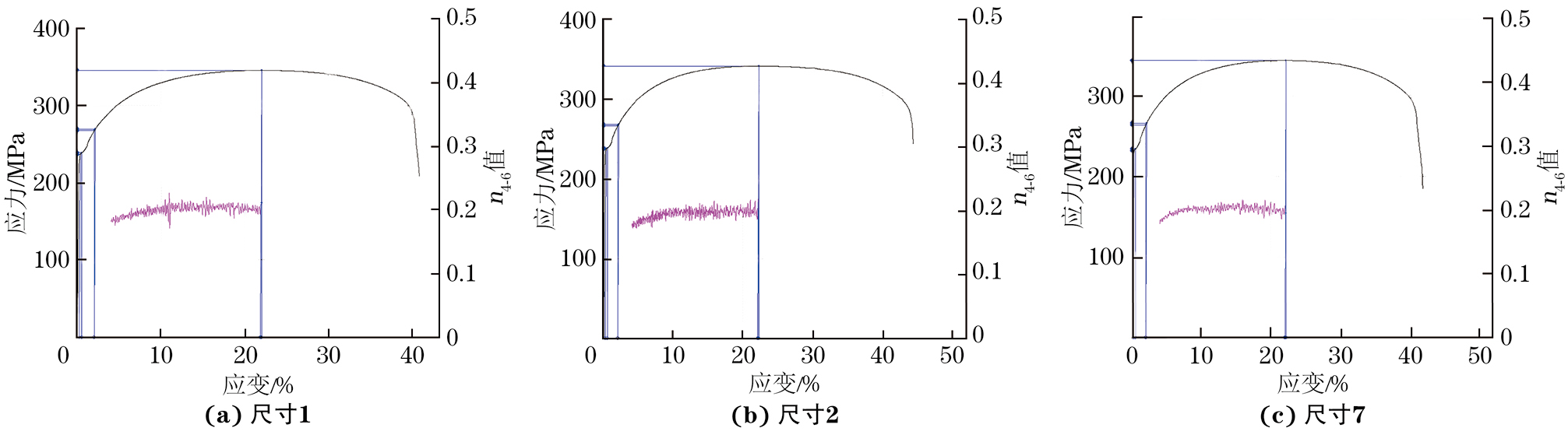
不同尺寸的试样2(单次明显屈服)应力-应变曲线及对应n4-6值曲线如图7所示,试样2的n4-6值及屈服点延伸率的标准差结果如表3所示。由图7和表3可知:对于尺寸1和尺寸2的应力-应变曲线及对应n4-6值曲线,当应变约为2%时,试样完成屈服到抗拉的速率切换,在均匀塑性变形阶段,应变为5%~7%处曲线出现异常波动,尺寸7的应力-应变曲线及对应n4-6值曲线无异常波动;尺寸1和尺寸2的n4-6均值偏低,屈服点延伸率均值无明显异常,但n4-6值和屈服点延伸率的标准差明显增大。
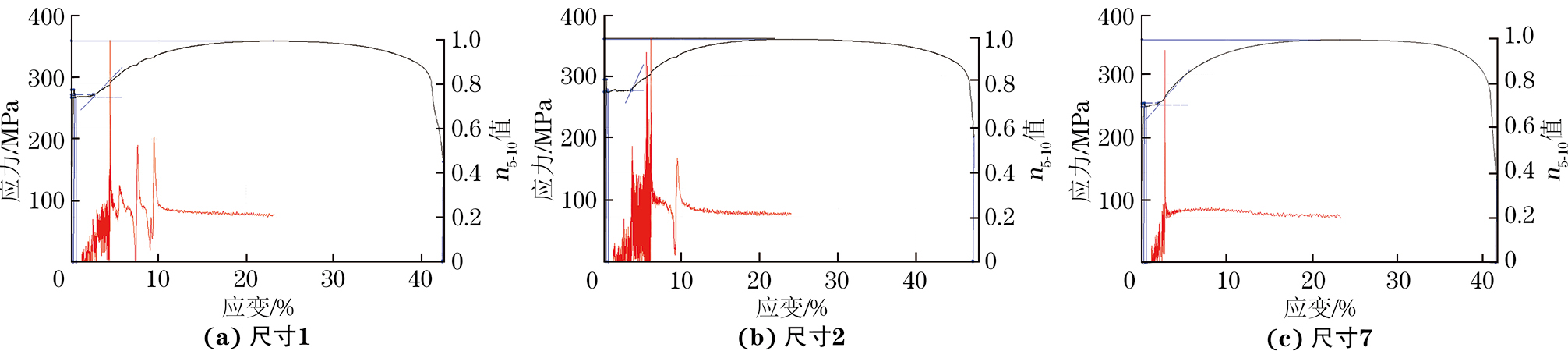
不同尺寸的试样3(多次明显屈服)应力-应变曲线及对应n5-10(应变为5%~10%时的加工硬化指数平均值)值曲线如图8所示,试样3的n5-10值及屈服点延伸率的标准差如表4所示。由图8和表4可知:对于尺寸1和尺寸2的应力-应变曲线及对应n5-10值曲线,当应变约为4%时,试样完成屈服到抗拉的速率切换,在均匀塑性变形阶段,应变约为5%~10%处曲线出现异常波动,尺寸7的应力-应变曲线及对应n5-10值曲线无异常波动;尺寸1和尺寸2的n5-10均值和屈服点延伸率均值偏高,且n5-10值和屈服点延伸率的标准差明显增大。
不同尺寸的试样4(多次明显屈服)应力-应变曲线及对应n5-10值曲线如图9所示,试样4的n5-10值及屈服点延伸率的标准差如表5所示。由图9和表5可知:对于尺寸1和尺寸2的应力-应变曲线及对应n5-10值曲线,当应变约为4%时,试样完成屈服到抗拉的速率切换,在均匀塑性变形阶段,应变约为5%~10%处曲线出现异常波动,尺寸7的应力-应变曲线及对应n5-10值曲线无异常波动;尺寸1和尺寸2的n5-10均值偏高,屈服点延伸率均值差异不明显,但n5-10值和屈服点延伸率的标准差明显增大。
不同尺寸的试样5(多次明显屈服)应力-应变曲线及对应n15-20(应变为15%~20%时的加工硬化指数平均值)值曲线如图10所示,试样5的n15-20值及屈服点延伸率的标准差如表6所示。由图10和表6可知:对于尺寸1和尺寸2的应力-应变曲线及对应n15-20值曲线,当应变约为8%时,试样完成屈服到抗拉的速率切换,在均匀塑性变形阶段,应变约为15%~20%处曲线出现异常波动,尺寸7的应力-应变曲线及对应n15-20值曲线无异常波动;尺寸1和尺寸2的n15-20均值和屈服点延伸率均值偏高,且n15-20值和屈服点延伸率的标准差明显增大。
综上所述,主要是尺寸1和尺寸2(夹持与平行段宽度比值为1.2)的试样在均匀塑性变形阶段曲线发生异常波动。试样3,4为锯齿型材料,可以看出试样3,4的曲线波动更明显,说明有明显屈服现象材料,试样宽度尺寸不匹配是导致均匀塑性变形阶段曲线出现异常波动的原因,且容易造成屈服点延伸率和n值波动。
拉伸试验过程中,材料从受力到断裂是闭环的动态过程,材料从相对薄弱、横截面积最小的部位开始变形。尺寸6未开肩,试样横截面积不发生波动,变形过程无明显差异,因此曲线无异常波动。加工过的试样从横截面积小的平行段开始发生变形,随着施加力的增大,材料平行段先经过屈服阶段,然后进入均匀塑性变形阶段,平行段与夹持段的圆弧过渡段以及夹持段外露材料逐步发生明显屈服现象;但平行段还未达到材料的抗拉强度,曲线上反应出在均匀变形阶段(即强化阶段)发生力的波动,同时纵向引伸计无法跟踪到标距外的屈服伸长变化,导致其跟踪曲线上下波动。如平行段到达抗拉强度,过渡段及夹持外露段未达到屈服,则不会出现曲线异常波动现象。
可总结出拉伸曲线在塑性变形阶段波动的条件为:材料有明显下屈服;拉伸试样夹持段及过渡弧外露,拉伸试样夹持宽度与平行段宽度比值小于材料屈服强度对应的某个阈值;根据GB/T 228.1—2021,可推导出发生曲线异常波动的条件如式(1)所示。
式中:ReL为屈服强度;a0为厚度;b0为平行段宽度;B为夹持段宽度;Rm为抗拉强度。
将尺寸1和尺寸2的数据代入式(1)中,发现当屈服强度与抗拉强度比值小于0.83时,就会发生曲线异常波动现象。绝大多数冷轧产品的屈服强度与抗拉强度比值都在这个范围。在此基础上进一步收集冷轧镀锡板、硅钢板、普板、镀锌板等试样的数据,经试验发现,在满足上述条件时,材料也存在曲线异常波动现象。将夹持段宽度与平行段宽度的比值设置为满足拉伸曲线在塑性变形阶段不发生异常波动条件的下限,以统一的试样加工宽度,可以得到准确的拉伸试验结果。
对于有明显屈服现象的冷轧材料,拉伸试样夹持宽度与平行宽度比值为1.2时,在拉伸试验均匀塑性变形阶段曲线易发生异常波动现象;均匀塑性变形阶段曲线异常波动会造成屈服点延伸率、n值等指标产生不同程度的波动,进而影响试验结果的准确性。
建议拉伸试验机厂家在测试软件界面增加金属瞬时拉伸应变硬化指数曲线。对于有明显屈服现象的金属材料,应对拉伸曲线均匀塑性变形阶段进行辨识,如曲线出现异常波动,可采用增大加持段与平行段宽度比值的取样方式,也可以增大夹具夹持面积,以避免试样夹持段外露。
文章来源——材料与测试网