表 1Ni60合金粉末的化学成分
Table 1.Chemical composition of Ni60 alloy powders
2025-05-22 15:32:51
质子交换膜燃料电池(PEMFC)能够将燃料和氧化剂中的化学能直接转化为电能,是一种高效环保的能量转化装置,其具有运行温度低、能量转换效率高、启动速度快、无污染等诸多优点,未来可广泛应用于交通运输系统及固定电站等相关领域[1-3]。双极板作为PEMFC的关键部件之一,对燃料电池的使用性能和寿命起到了决定性的作用。相较于石墨双极板,金属双极板拥有更高的机械强度,更优秀的电导率及热导率,且成本低廉,可进行大规模自动化生产[4-5]。值得注意的是,金属双极板在PEMFC特定的工作环境中极易发生腐蚀或溶解,故如何提高金属双极板的表面耐蚀性,需要进行更深一步的研究[6-8]。
目前主要通过表面改性技术改善金属双极板的耐腐蚀性能,包括电镀、化学镀、化学气相沉积及物理气相沉积等。然而上述改性技术在应用上均存在一定的局限性,如沉积速率低,生成产物污染环境等[9]。热喷涂技术作为一种广泛用于制备零件表面保护涂层的材料表面改性技术,包括等离子喷涂、爆炸喷涂、火焰喷涂电弧喷涂等[10-11]。其中等离子喷涂自20世纪50年代被开发以来,已经过近70 a的发展。等离子喷涂技术具有调节方便、沉积速率快、喷涂材料范围广、焰流温度高和适应性强等优势,如今已被广泛应用于零件表面的修复及改性[12-13]。Ni60为镍基自熔合金的一种,综合性能良好,可作为等离子喷涂材料用于金属双极板的表面防护。
由于等离子喷涂特殊的工艺条件,喷涂过程中的熔滴颗粒在连续堆叠以及急速冷却的作用下,会使涂层内部产生孔隙及微裂纹。许多研究员致力于进一步改善Ni60合金涂层的性能,其中热处理是较为有效的方法之一。SHRESTHA等[14]研究指出真空熔融NiCrBSi涂层的耐蚀性较好。SUAREZ等[15]分析了热处理温度对CrC-NiCr涂层耐蚀性的影响。结果表明:经过800 ℃退火处理后,涂层孔隙率降低至1.36%;热处理后涂层显示出较高的腐蚀电位,原始涂层的腐蚀电流密度为101.2 μA·cm-2,热处理后涂层的腐蚀电流密度为37.6 μA·cm-2,涂层表现出较好的耐蚀性。由此可知,研究热处理参数对获得致密、稳定涂层以及提高涂层耐蚀性具有重要作用。
笔者以316 L不锈钢作为基体材料,利用等离子喷涂技术在其表面喷涂Ni60合金涂层,然后对喷涂后的涂层试样进行不同温度的真空热处理,并研究了其耐蚀性,以期为燃料电池不锈钢双极板的表面改性提供理论基础。
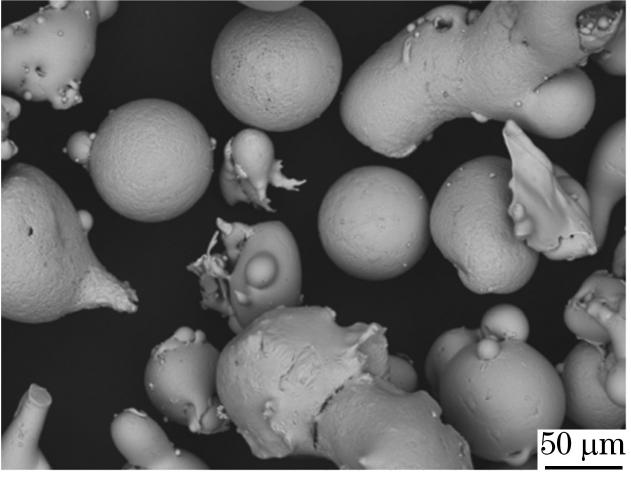
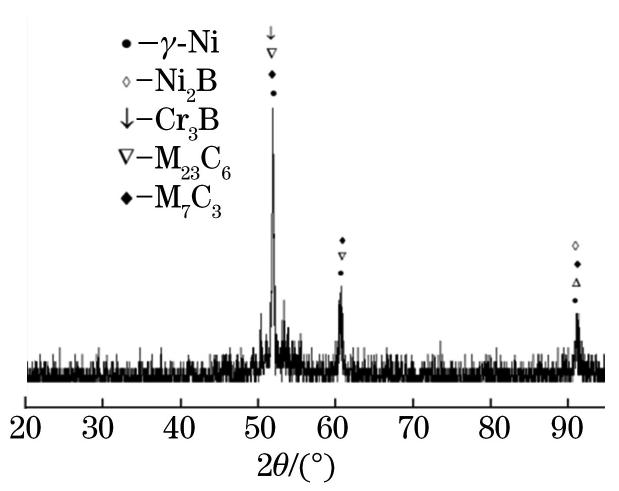
采用尺寸为20 mm×20 mm×3 mm的316 L不锈钢块作为基体材料,在喷涂前用丙酮清洗其表面,以去除表面油污和其他污染物,并进行喷砂处理,以增加表面粗糙度。选择成都振兴金属粉末有限公司Ni60合金粉末作为原料,粒度范围为15~45 μm。粉末化学成分如表1所示,微观组织如图1所示,可见大多数的粉末呈球状,且表面较为粗糙。粉末相组成如图2所示,该粉末主要由γ-Ni相构成。采用自制的等离子喷涂设备制备涂层,大气等离子喷涂工艺参数如表2所示。
真空热处理设备采用VHA-150/200型高温摩擦气氛保护炉,对喷涂Ni60合金涂层的试样(以下简称涂层试样)分别进行900,1 000,1 100 ℃真空热处理。其中,900 ℃低于Ni60合金粉末固相温度;1 000 ℃低于固态奥氏体基体相共晶阶段的熔点(1 040 ℃),若在此温度以上保持一段时间,涂层可能完全熔化;1 100 ℃低于Ni60合金粉末液相温度。将涂层试样放入真空热处理炉中,锁紧炉门,进行抽真空操作,当真空度小于5×10-2Pa时,在设定温度下进行试验,加热速率为10 ℃/min,保温2 h后随炉冷却。
热处理后取出试样进行镶嵌、打磨、抛光,使用Rigaku D/MAX-ⅢA型X射线衍射仪(XRD)对Ni60合金粉末及在不同温度条件下制备的涂层进行物相分析,具体参数为:扫描速率8(°)/min,扫描角度20°~120°,辐射源为Cu靶,加速电压为40 kV,工作电流为40 mA。使用日立TM3000型台式扫描电镜(背散射电子成像,SEM)以及德国ZEISS公司的SUPRA 55 SAPPHIR型场发射扫描电子显微镜(二次电子成像)对不同涂层试样表面的微观形貌进行观察。
根据国家标准规定的PEMFC双极板特性测试方法[16],采用CS310H电化学工作站,在模拟PEMFC的工作介质(0.5 mol/L H2SO4+2 mg/L F-)中进行电化学测试,试验温度为(80±0.5)℃。试验采用经典三电极体系,热处理前后的涂层试样为工作电极(WE),铂片为对电极(CE),饱和甘汞电极(SCE)为参比电极(RE)。电化学测试包括开路电位,动电位极化曲线以及电化学阻抗谱(EIS),其中动电位极化扫描速率为0.1 mV/s,采用ZView2软件对阻抗谱进行拟合。
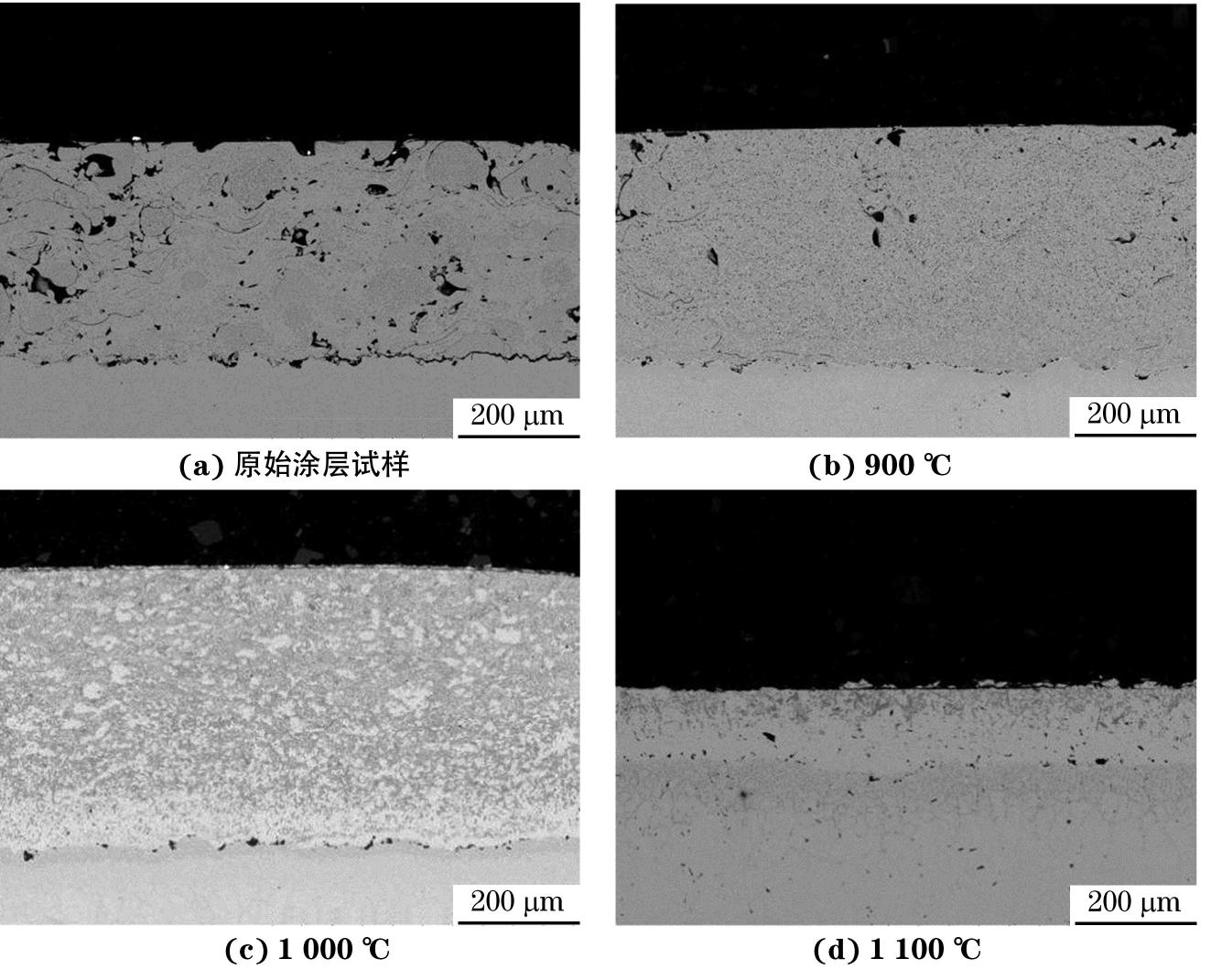
由图3可见,原始涂层截面有较大的孔隙,这主要是由于在等离子喷涂特殊的工艺条件下,熔融颗粒在试样表面发生了连续地堆叠,在冷却过程中颗粒发生收缩,从而在局部产生微观的收缩应力,该应力的累积导致涂层内部整体残余应力的产生,进而导致孔隙以及微裂纹的产生[17]。经900 ℃和1 000 ℃热处理后,涂层试样截面的孔隙明显减少。在熔融过程中形成了低温共晶Ni-Ni3B熔体,其表面张力和润湿性能可以由Si和B控制,它们是助熔剂。同时Si可以作为脱氧剂,B会形成硬质B、C化合物。在热处理初期,孔隙率降低可能是由于共晶熔体的毛细运动润湿了表面,填充了孔隙和网状结构。与900 ℃、1 000 ℃热处理试样相比,1 100 ℃热处理后,涂层截面又出现了孔隙,这可能是由于热处理温度过高,喷涂颗粒发生了过量融合,合金中的Si和B被耗尽,从而产生了聚结孔洞[18]。
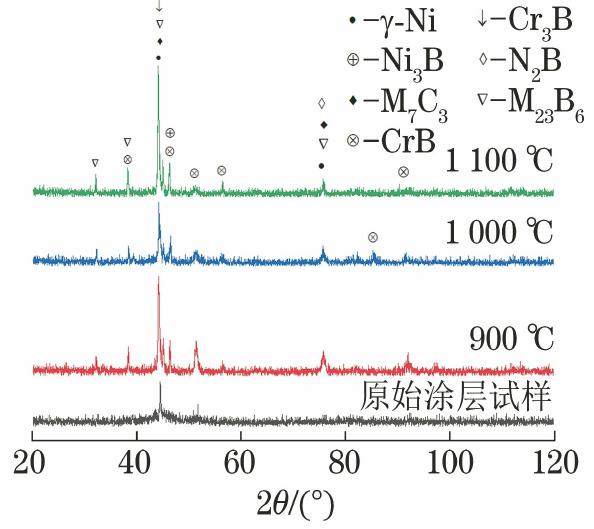
由图4可见,Ni60合金涂层经真空热处理后,在40 °~50 °区间内其衍射峰峰宽明显变窄且各衍射峰的强度皆有所增强。郑振环等[19]采用SDT Q600差示扫描量热分析仪(DSC)测试了NiCrBSi涂层的晶化温度,结果表明涂层存在两个晶化峰,第一个晶化峰温度峰值为523 ℃,第二个晶化峰温度峰值为628 ℃。由于本试验采用的真空热处理温度高于该粉末晶化温度,存在于原始涂层中的非晶结构已完全转化为晶体结构;本试验所采用的的真空热处理相当于退火处理,能够较好地消除涂层内部的组织缺陷。
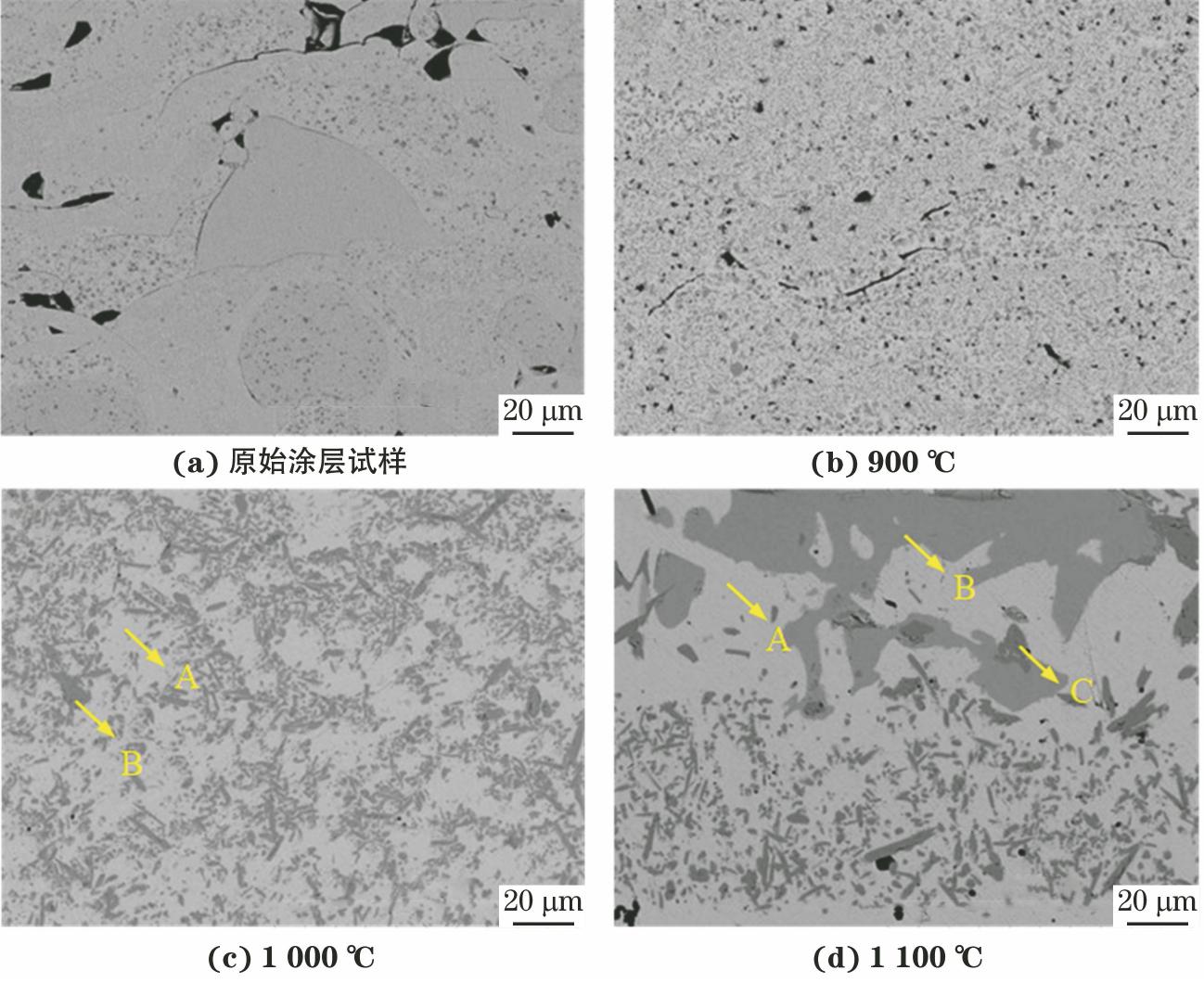
如图5所示,四种试样涂层截面可以分为两个区域,分别用A区(颜色较浅的区域)和B区(颜色较深且较暗的区域)来表示。结合图4以及表3可见,A区域主要由γ-Ni构成,B区域主要由Cr3B以及CrB构成。随着热处理温度的升高,B区域发生了明显的聚合现象;当热处理温度达到1 100 ℃时,B区域出现了较高含量的深色沉淀,用C区域表示,采用能谱仪对C区域分析,结果如表3所示,其中C区域Cr质量分数为57.21%。根据BERGANT等[18]的研究结果分析,Cr易溶于Ni基体,在高温下容易产生沉淀,通过C区域沉淀物的形态与外观分析并与KIM等[20]的研究进行对比,C区域沉淀物主要由CrB与Cr7C3构成。硼化物中,B-B键键能较低且极易发生断裂,Cr原子的加入改善了硼化物空间键格,使其键能提高从而不易发生断裂。Cr元素的标准电极电位比Ni元素更低,因此涂层内部Cr的存在使得涂层中Ni原子的电极电位相对提高,电位差减小,自腐蚀电流密度减小且腐蚀速率减小,即表明铬硼相的聚合现象可有效提高涂层的耐蚀性。
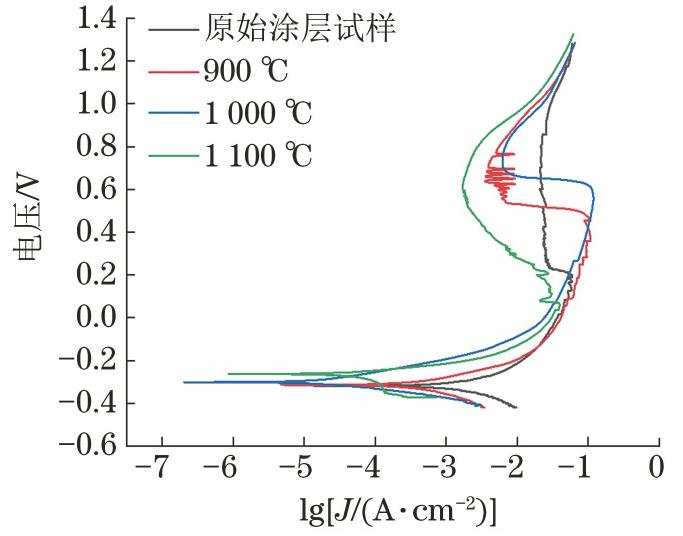
本试验选在Tafel区间进行测试,值得注意的是,自腐蚀电位Ecorr是从热力学的角度来分析金属发生腐蚀的倾向,而自腐蚀电流密度Jcorr是从动力学的角度来分析的,所以本试验试样的腐蚀速率应通过自腐蚀电流密度来判断。一般来说,材料的自腐蚀电位越高,自腐蚀电流密度越低,则该材料的耐腐蚀性能越好。
由图6和表4可见:原始涂层试样的自腐蚀电流密度最高,随着热处理温度的增加,涂层试样的自腐蚀电流密度显著降低;当热处理温度达到1 000 ℃时,试样的自腐蚀电流密度达到最低值,为1.957×10-5A·cm-2,相较于原始涂层试样减小了3个数量级;当热处理温度达到1 100 ℃时,涂层试样的自腐蚀电位达到最高值,为-0.262 0 V,自腐蚀电流密度与1 000 ℃时的相差不大,只相差了一个数量级。通过自腐蚀电位与自腐蚀电流密度得出的结论矛盾,需进一步分析电化学测试后涂层的截面形貌以及电化学阻抗谱,以确定涂层试样的耐蚀性。
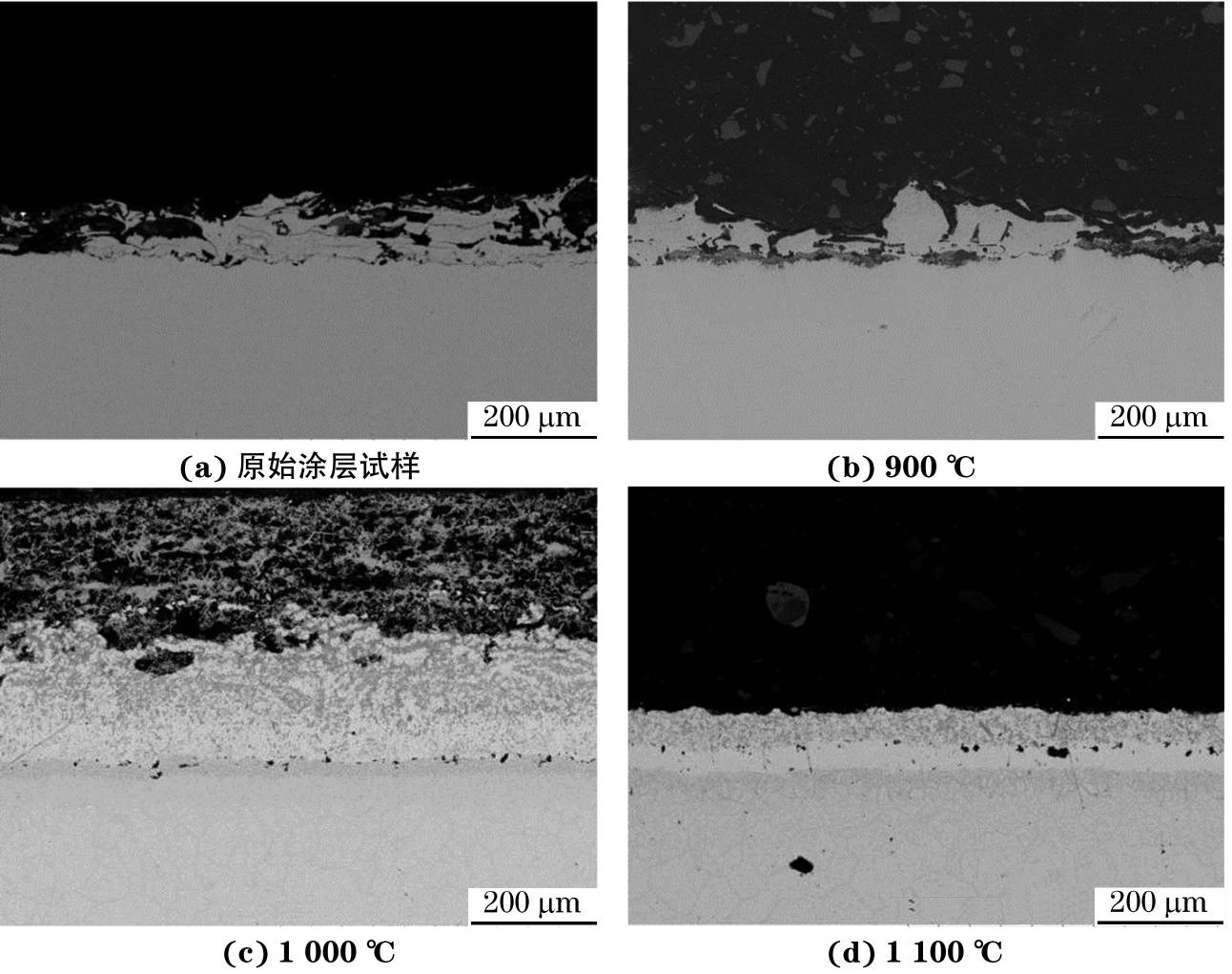
由图7可见:原始涂层试样腐蚀最严重,涂层呈片状大面积脱落,且已经暴露出基体,表明此时涂层对基体的保护作用较差;经过900 ℃真空热处理后试样表面存在少量涂层,且没有完全暴露出基体,表明涂层对基体的保护作用略微增强;经过1 000 ℃真空热处理后试样表面有近一半的区域被腐蚀,但涂层没有发生脱落,而是以一种多孔的形态附着于未被腐蚀涂层的上方,表明经过1 000 ℃真空热处理后,涂层对基体的保护作用有了显著提升;经过1 100 ℃真空热处理后,涂层表面虽然也有腐蚀痕迹,但是只腐蚀了浅浅的一层,涂层整体依旧完整,表明涂层对基体的保护作用较为优异。
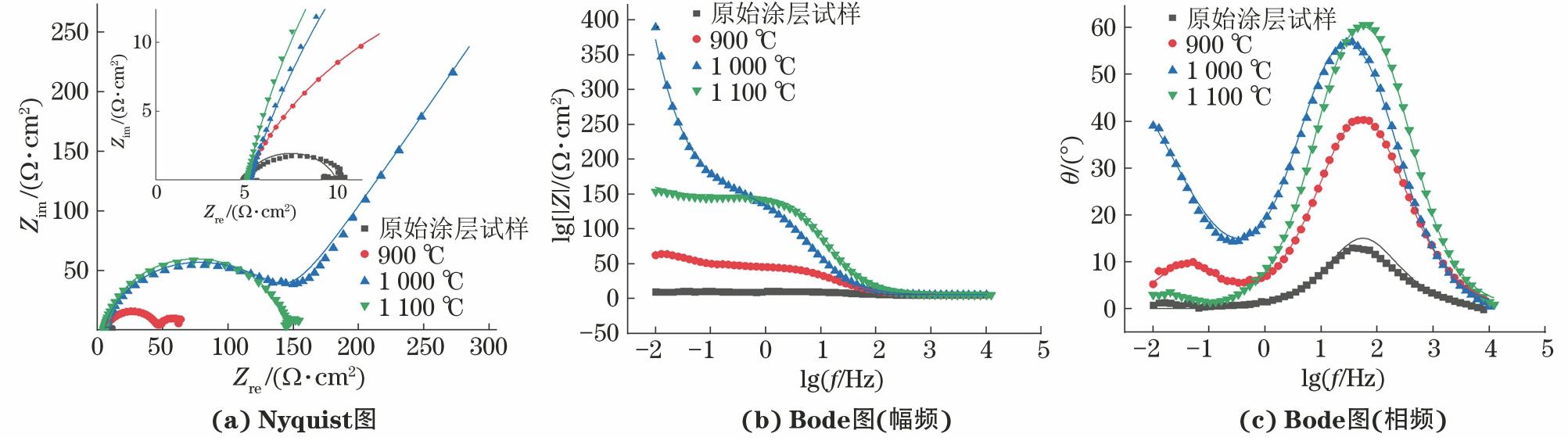
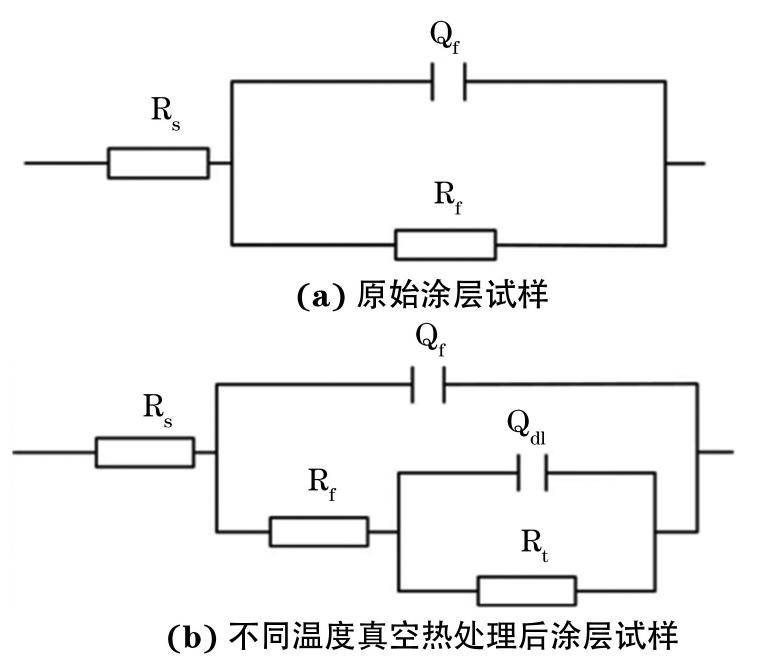
由图8可见:在Nyquist图中,高频处的曲线对应膜的电化学行为,而低频处的曲线对应基体与膜界面的电化学响应;当真空热处理温度为900 ℃和1 100 ℃时,图中出现两个凹陷的电容回路,随着真空热处理温度的增加,低频电容环半径先增大后减小;当真空热处理温度为1 000 ℃时,试样的Nyquist图由高频下的电容环和低频下与实轴大约呈45°的直线组成。低频下的直线与实轴所成角度越趋于90°,涂层对基体的保护性越强,所以当热处理温度为1 000 ℃时,涂层对基体的保护性略差。选择图9所示两种等效电路图匹配原始涂层试样及不同温度真空热处理后涂层试样的电化学阻抗谱,其中,Rs表示模拟溶液的电阻,Qf和Rf表示涂层电容和涂层中微孔的电阻,Qdl和Rt分别表示双层电容和电荷转移电阻,获得的数据列于表5。考虑到弥散效应,拟合时用常相位角元件CPE替代电容,阻抗可以表示为式(1)[21]。
式中:Y为表征CPE的常数;ω为频率;n为弥散系数。
由表5可见:Rs未出现较大的波动,表明测试体系相对稳定;Rf随着热处理温度的提高而逐渐增加,表明涂层对基体的保护效果逐渐增强;真空热处理1 100 ℃后试样的Yf相较于900 ℃及1 000 ℃真空热处理后涂层试样要小一个数量级,Yf越小,表明涂层表面形成的钝化膜越厚,涂层对基体的保护能力也就越强。结果表明,当真空热处理温度达1 100 ℃时,涂层的耐蚀性最好,该结论与上述推断结果相符。
(1)随着热处理温度的提高,涂层内部的孔隙及层状间隙数量显著减少,且经过腐蚀后,涂层表面腐蚀程度显著减轻,表明高温真空热处理可有效改善Ni60合金涂层的组织缺陷,提高其耐蚀性。
(2)相较于原始涂层试样,经真空热处理后涂层试样的各衍射峰强度均有所增强且其在40°~50°区间内的衍射峰峰宽明显变窄,表明其内部完成了由非晶结构到晶体结构的转变;经高温真空热处理后,涂层内部CrB相发生明显聚合,这有助于提高涂层的耐蚀性;当真空热处理温度达到1 100 ℃时,CrB相上出现颜色较深的Cr7C3沉淀,使涂层耐蚀性进一步提高。
(3)电化学测试结果表明,当真空热处理温度为1 100 ℃时,涂层试样的自腐蚀电位达到最高值,此时涂层发生腐蚀的倾向较低,涂层试样的Nyquist图高频区域出现较大电容环且Rf值最大及Yf值最小,即涂层的耐蚀性最好。
文章来源——材料与测试网