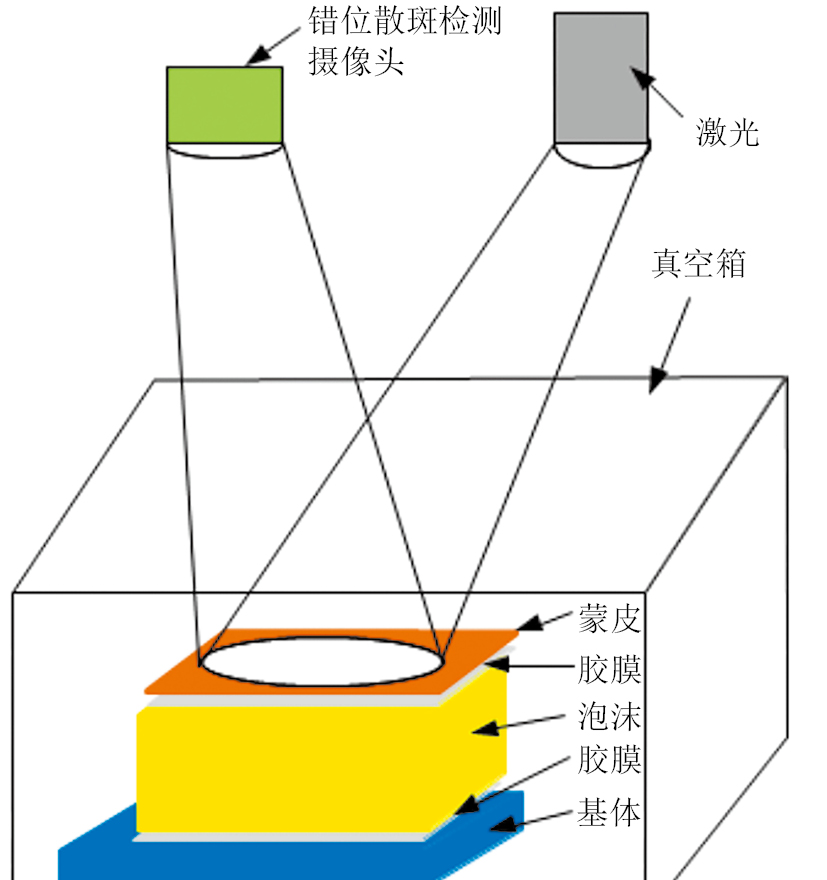
图 1泡沫夹层结构激光错位散斑检测原理示意
2025-08-21 13:16:37
航空航天是当今世界最具挑战性和广泛带动性的高技术领域,空天飞行器等高端装备的快速发展也对材料的力学性能和功能特性提出了更高的技术要求[1]。泡沫夹层是一种由两片轻质高强的面板和夹在中间的硬质泡沫芯组成的复合结构,具有密度低、比强度高、疲劳性能好、隔热性能突出等特点,广泛应用于航空航天等领域[2]。然而,受生产工艺、环境控制等因素影响,泡沫夹层结构内部容易产生缺陷,其中复合材料面板和泡沫芯的脱黏是最普遍且最为严重的缺陷之一,黏接缺陷会导致泡沫夹层结构承载能力下降,带来安全隐患,因此对泡沫夹层结构的黏接缺陷进行无损检测和评价是十分重要的[3]。
航空航天领域中应用的部分泡沫夹层材料由蒙皮、泡沫和基体黏接组成。针对该结构黏接质量的无损检测主要存在以下3个难点:①存在蒙皮-泡沫和泡沫-基体两个黏接界面,结构较为复杂;②声衰减较大、导热性和导电性差,声、热、电信号均难以传播;③部分构件由于结构特点,只能从蒙皮一侧对其实施检测。因此,其与一般复合材料的无损检测具有明显区别,五大常规无损检测方法以及红外检测等均难以有效地同时检测两个黏接面的黏接质量。
激光错位散斑是一种用于表面变形测量的光学检测技术,当用外界载荷使得泡沫夹层结构脱黏缺陷的外表面发生离面位移时,其可以有效检测出脱黏缺陷[4-6]。并且激光错位散斑可以只从蒙皮一侧对构件进行检测,不受泡沫夹层结构基体材料、形状的影响,检测效果好、效率高[7]。
泡沫夹层结构的激光错位散斑检测原理示意如图1所示。将泡沫夹层构件放置在真空箱中,激光束照射在蒙皮表面,错位散斑检测摄像头采集蒙皮表面的散斑图像。在抽取真空的过程中,真空箱内部的压力低于大气压,若蒙皮与泡沫或泡沫与基体之间存在脱黏缺陷,脱黏缺陷处的气体和泡沫夹层结构的外表面间形成真空压力差,使得脱黏缺陷对应的外表面处产生微小变形,导致脱黏缺陷处对应的离面位移不同于正常区域的离面位移,其在散斑图像上会表现为鼓包或蝴蝶状的干涉条纹图案。
通常情况下,缺陷处表面的离面位移越大,在最大灵敏度情况下能出现的条纹级次越高,只有当条纹级次大于或等于1时,缺陷在理论上才可被检测到[8-9]。当真空压力差较小时,无法使蒙皮表面产生足够的离面位移,也就无法观测到脱黏缺陷引起的干涉条纹或相位图;随着真空压力差的增加,脱黏缺陷依次显现;但是当真空压力差超过一定值时,散斑图像中噪声干扰增大,难以识别缺陷。因此,分析真空压力差对黏接缺陷激光错位散斑检测的影响是十分重要的。
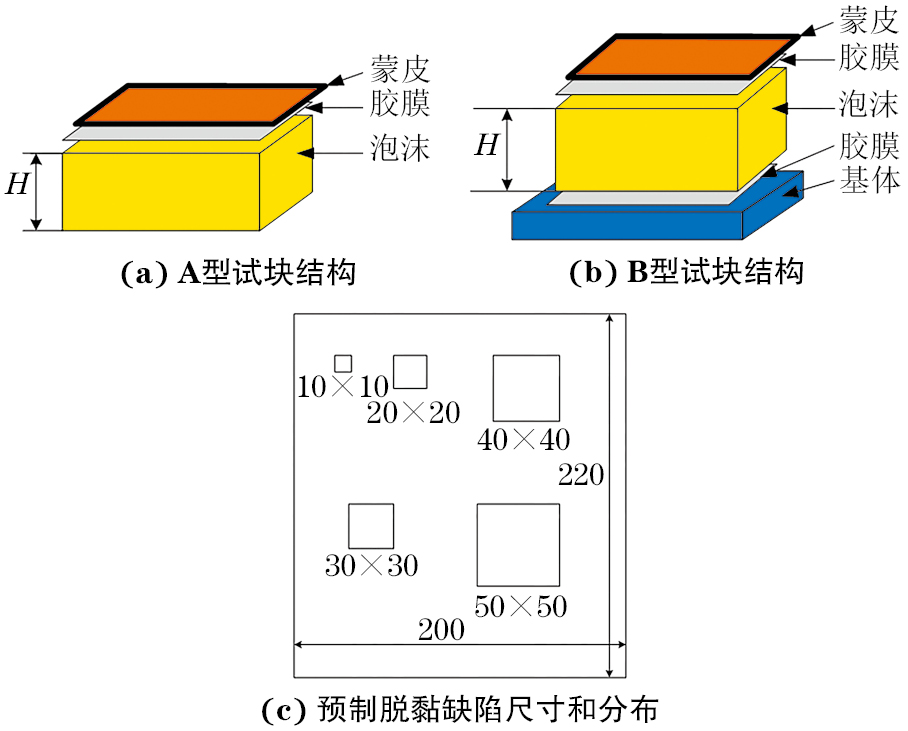
为探究真空压力差对泡沫夹层结构黏接缺陷激光错位散斑检测的影响,文章制备了两种不同缺陷类型的试块,此处将两种试块分别命名为A型试块、B型试块。脱黏缺陷试块结构及缺陷尺寸和分布示意如图2所示。
A型试块由石英纤维蒙皮与PMI泡沫组成,蒙皮厚度约为1 mm,泡沫厚度H为20 mm。在泡沫上加工5个方形槽,用于模拟蒙皮与泡沫间的脱黏缺陷,方槽尺寸分别为10 mm×10 mm,20 mm×20 mm,30 mm×30 mm,40 mm×40 mm,50 mm×50 mm,槽深度均约为1 mm。
B型试块由石英纤维蒙皮、PMI泡沫、基体组成,共制备两块泡沫厚度不同的试块,分别为5 mm和20 mm,蒙皮厚度均约为1 mm,基体均采用4 mm厚度的铝合金,在铝合金板上加工5个方形槽,用于模拟泡沫与基体间的脱黏缺陷,方槽尺寸和分布与A型试块的相同。
试验采用美国LTI 公司生产的LTI5100型便携式激光错位散斑检测设备,激光器为NdYag 绿光,波长为532 nm,功率为150 mW;散斑探头像素为1 350像素×1 024像素,帧频为30帧/s,错位角度为0°~5°。试验时采用真空加载,将含有不同种类脱黏缺陷的试块放置在真空箱中,采集不同真空压力差下的散斑检测图像。
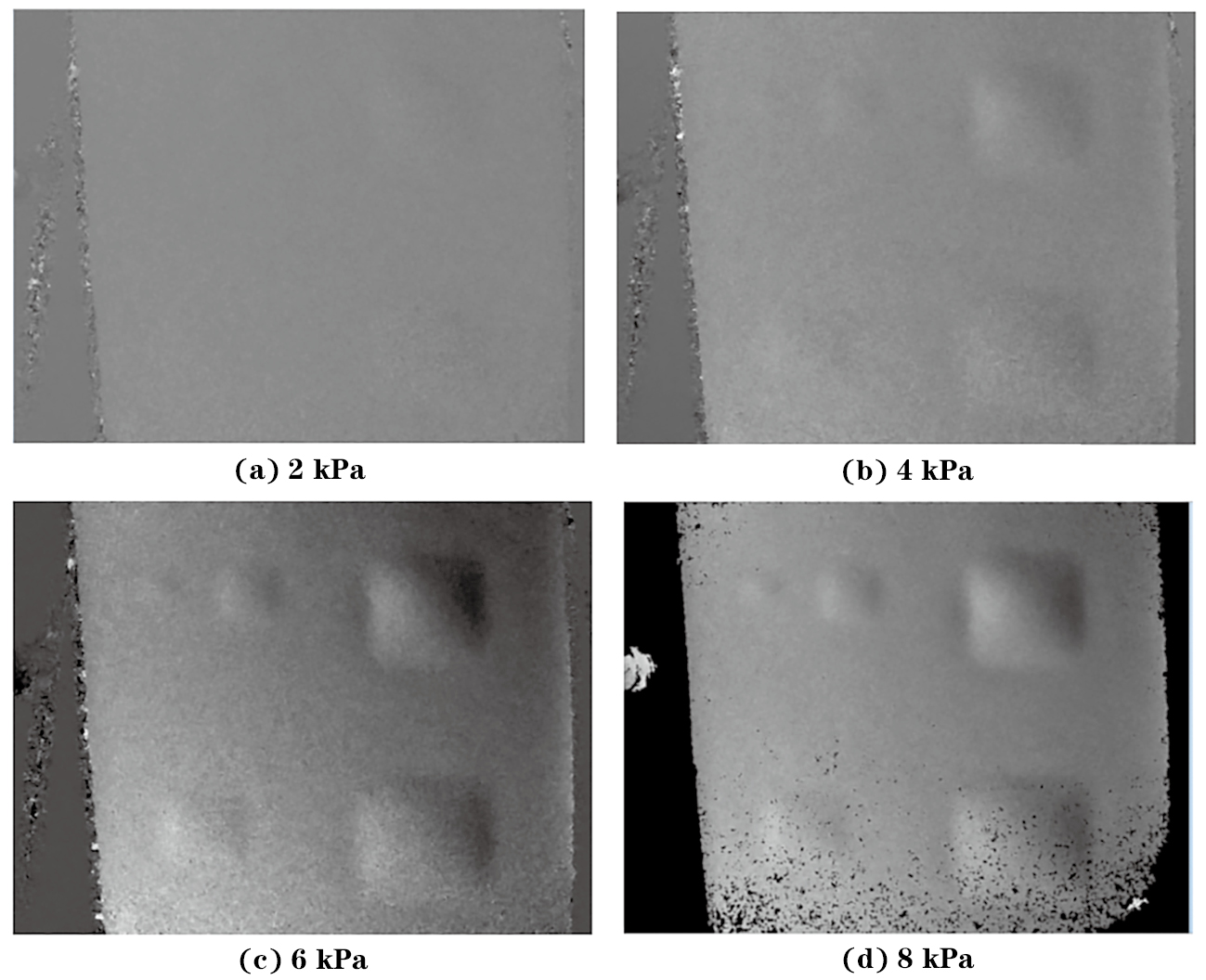
采用不同真空压力差对A型试块进行激光错位散斑检测,结果如图3所示。
由图3可知,当真空压力差为2 kPa时,脱黏缺陷基本不可见;随着真空压力差的增大,脱黏缺陷越来越明显;当真空压力差达到6 kPa时,脱黏缺陷最为明显,可以清晰观测到10 mm×10 mm的脱黏缺陷;当真空压力差达到8 kPa 时,图像中出现了较大的噪声。因此对泡沫夹层构件采用基于真空加载的激光错位散斑检测时,需要合理控制真空压力差,该试块最合适的真空压力差为6 kPa。
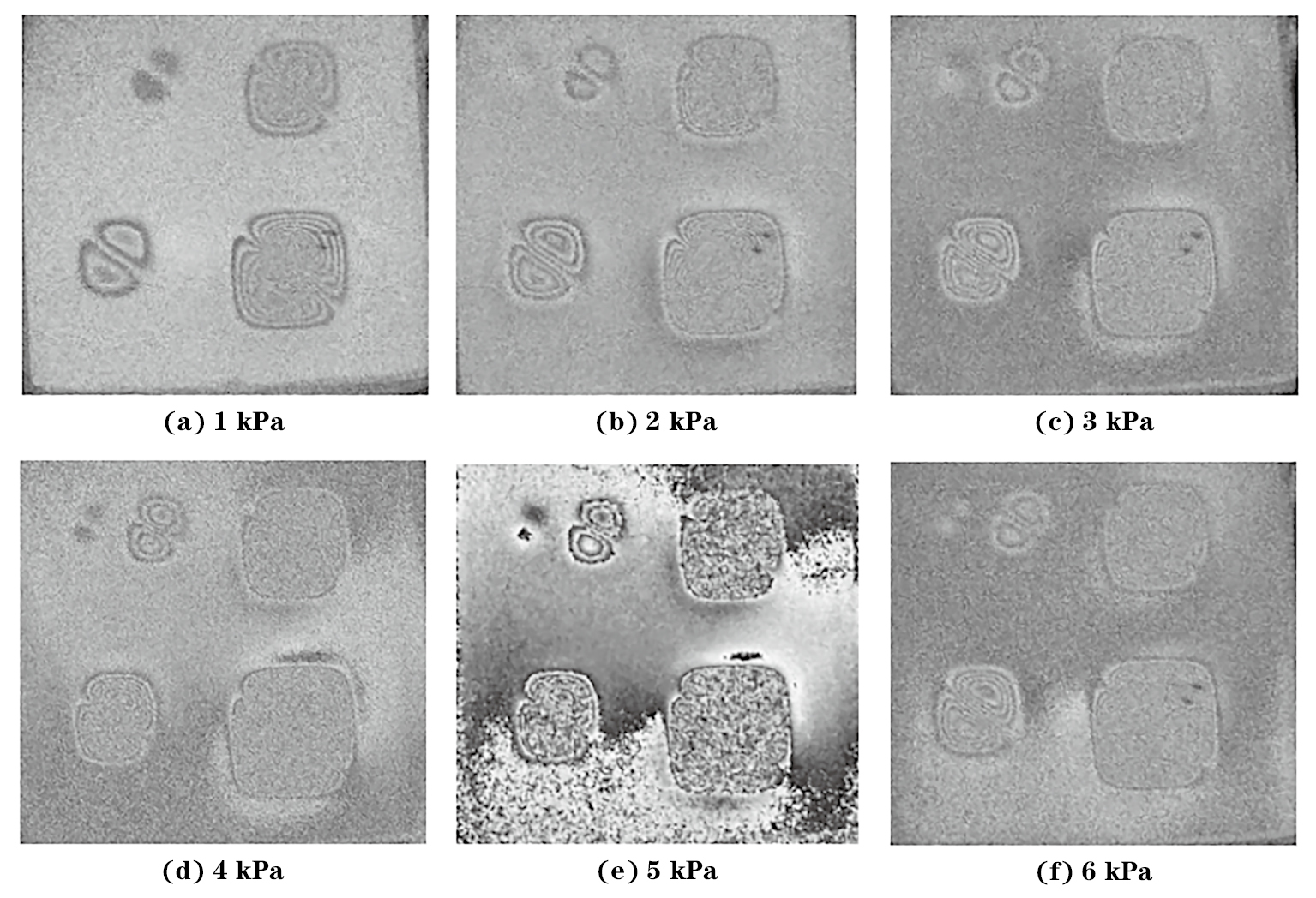
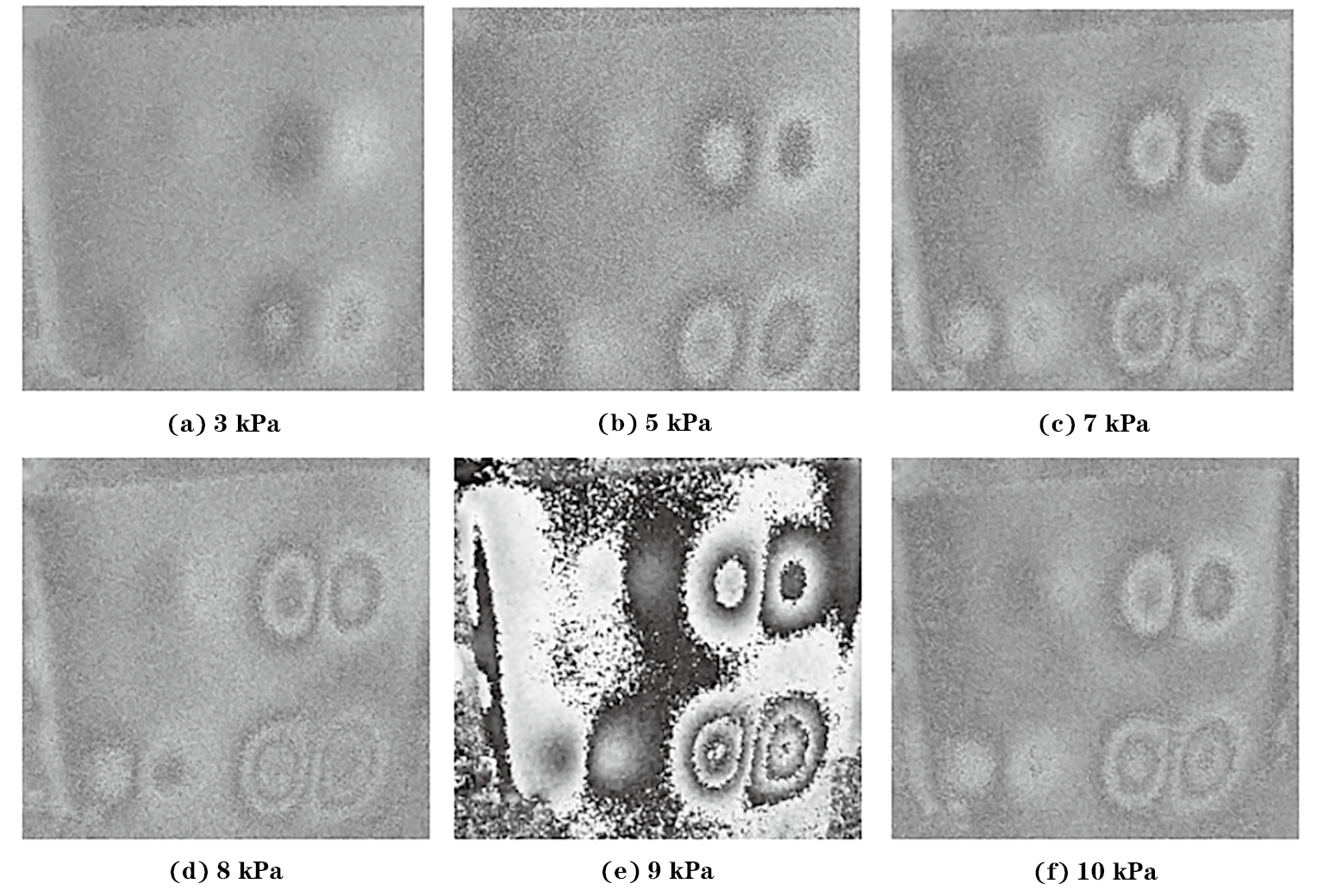
采用不同真空压力差对泡沫厚度H分别为5 mm和20 mm的两个B型试块进行激光错位散斑检测,检测结果分别如图4,5所示。
由图4可知,当真空压力差为1 kPa时可观测到尺寸为20 mm×20 mm的脱黏缺陷,无法观测到10 mm×10 mm的脱黏缺陷;当真空压力差增加到2,3 kPa 时,10 mm×10 mm的脱黏缺陷越来越明显;而当真空压力差增加到4,5 kPa时,可以清晰识别出10 mm×10 mm的脱黏缺陷,且缺陷对应的散斑图像面积未发生明显变化;当真空压力差达到6 kPa 时,图像中出现了较大的噪声。从散斑检测结果可知,对于泡沫厚度为5 mm的B型试块,最合适的真空压力差为5 kPa。
由图5可知,当真空压力差为3 kPa时,可以看到尺寸为40 mm×40 mm,50 mm×50 mm的两个缺陷的蝴蝶斑,但是散斑对应的面积较小;随着真空压力差的增大,缺陷尺寸越来越大,散斑条纹也越来越清晰;当真空压力差达到7 kPa 时,30 mm×30 mm的缺陷开始显现;真空压力差进一步增大到10 kPa 时,散斑图像中的噪声陡增,严重干扰缺陷的识别,期间10 mm×10 mm和20 mm×20 mm的缺陷始终无法清晰识别。
综合泡沫厚度为5 mm和20 mm的两个B型试块的激光错位散斑检测结果可知,泡沫的厚度对于泡沫与基体之间黏接缺陷的检测灵敏度影响较大。对于泡沫厚度不同的试块,其最适合的真空压力差也不一样。由于蒙皮为石英纤维增强树脂基复合材料,其压缩模量是PMI泡沫的数十倍,在真空压力下,泡沫的变形量要远大于蒙皮的变形量。因此,检测泡沫与基体黏接处的脱黏缺陷时,在相同的真空压力差下,泡沫厚度越大,其脱黏处的蒙皮变形量越小,就需要更大的真空压力差才能使得蒙皮表面产生足够的离面位移。但是当真空压力差超过一定值时,会引起泡沫夹层构件的整体变形,散斑图像中噪声干扰过大,影响缺陷的识别。
(1)由于泡沫夹层结构具有孔隙率高、导热系数低等特点,常规的检测技术难以有效地同时检测两个黏接面的黏接质量,而激光错位散斑检测技术可以有效检测出蒙皮与泡沫、泡沫与基体的黏接质量。
(2)在对泡沫夹层结构材料采用真空加载的方式进行激光错位散斑检测时,真空压力差对检测图像的影响较大,需要根据构件的泡沫厚度、缺陷尺寸、缺陷位置等选择合适的真空压力差。
(3)对PMI泡沫与厚度约为1 mm的石英纤维蒙皮的黏接质量进行激光错位散斑检测,真空压力差为6 kPa时脱黏缺陷显示最为明显,可以清晰观测到尺寸为10 mm×10 mm的脱黏缺陷。
(4)对PMI泡沫与基体的黏接质量进行激光错位散斑检测,当泡沫厚度为5 mm时,最小可以检测出尺寸为10 mm×10 mm的脱黏缺陷;当泡沫厚度为20 mm时,脱黏缺陷检测所需要的真空压力差也大幅增大,且检测灵敏度有所下降,最小只能检测出尺寸为30 mm×30 mm的脱黏缺陷。
文章来源——材料与测试网