表 1304不锈钢与CuCrZr合金的化学成分
Table 1.Chemical composition of 304 stainless steel and CuCrZr alloy
2025-10-14 11:07:46
异种材料复合构件具有可实现不同材料优势互补以及可节约贵重金属来降低生产成本等特有的工程优势[1],在核电领域对结构性能要求严格的设备中得到广泛应用[2]。钢和铜作为常见的结构材料,在现代制造工业中占据很大的应用比例。钢/铜复合结构在节约材料、合理利用资源、提高产品性能和延长产品使用寿命等方面起到非常重要的作用,被广泛应用于核电设备中的热交换器中[3]。
目前,有关钢/铜焊接的研究主要集中在扩散焊[4]、摩擦焊[5]、爆炸焊[6]、高能束焊[7]等方法上,这些方法获得的钢/铜焊接接头中均存在熔合不良、气孔、微裂纹等缺陷;气孔、熔合不良等缺陷主要源于大气中气体卷入熔池或界面氧化物残留[8-9]。在真空中进行电子束焊接可大大避免母材的污染及氧化,有效防止焊接缺陷的产生。目前,有关铜/钢异种材料真空电子束焊接工艺的研究已取得了一些进展,电子束偏移量是铜/钢焊接的核心工艺参数。目前,有关电子束偏移量的研究主要集中在电子束偏移钢侧的距离对接头性能的影响[10],而电子束偏移铜侧的研究还不够全面;焊接速度和扫描幅值会影响电子束偏移铜侧条件下所获得接头的组织和性能。作者采用真空电子束焊接工艺对CuCrZr合金和304不锈钢进行连接,研究了焊接速度、扫描幅值及电子束偏移CuCrZr合金侧距离对接头显微组织和力学性能的影响,以期为获得理想的电子束焊接铜/钢异种接头提供试验参考。
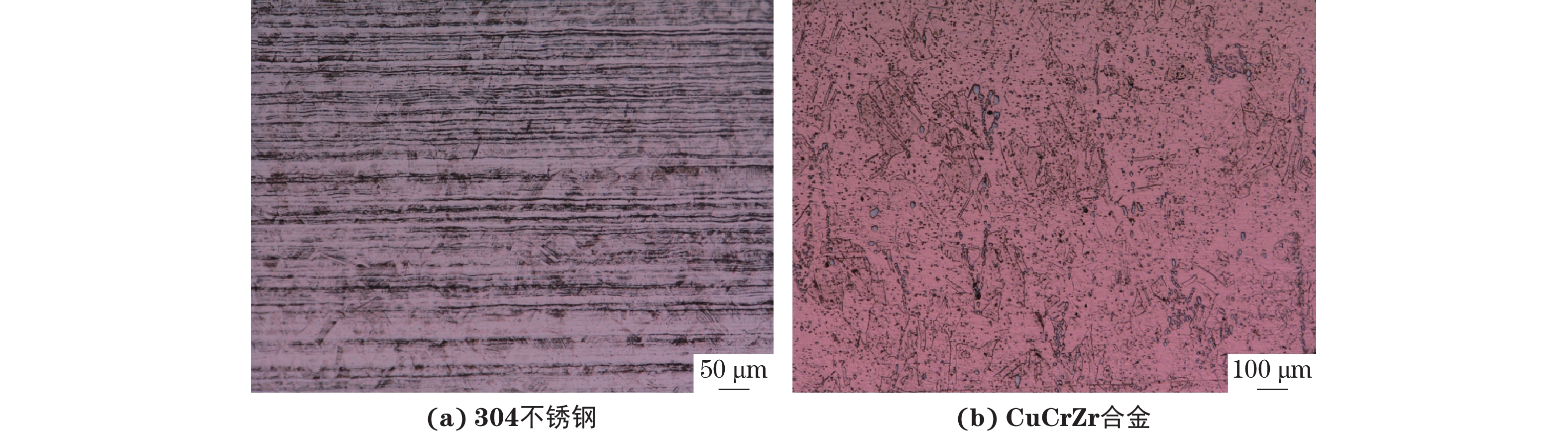
母材为轧制态304不锈钢板和时效态CuCrZr合金板,二者的化学成分如表1所示,显微组织如图1所示,可见304不锈钢为奥氏体组织,CuCrZr合金由粗大的等轴晶和单质铬颗粒组成。用电火花线切割方法将两种母材加工成尺寸为50 mm×50 mm×5 mm的待焊试样,采用800#砂纸打磨试样待焊面,用400#砂纸打磨待焊面的邻面以排除氧化皮的干扰,用乙醇进行超声清洗。将处理后的304不锈钢和CuCrZr合金待焊试样置于烘箱烘干(以2.5 ℃·min−1的升温速率由室温升温至100 ℃,保温10 min),备用。
采用K110型真空电子束焊机对304不锈钢和CuCrZr合金进行异种金属对接焊接:待焊试样以无间隙对接的形式进行装配并固定在电子束焊机的工作台上,电子束以垂直于试样表面进行单面扫描和无扫描焊接,焊接工艺参数如表2所示。电子束偏移量定义为以对接界面为基准,电子束向CuCrZr合金侧偏移的距离,偏移量为0时表示电子束作用在对接界面上。
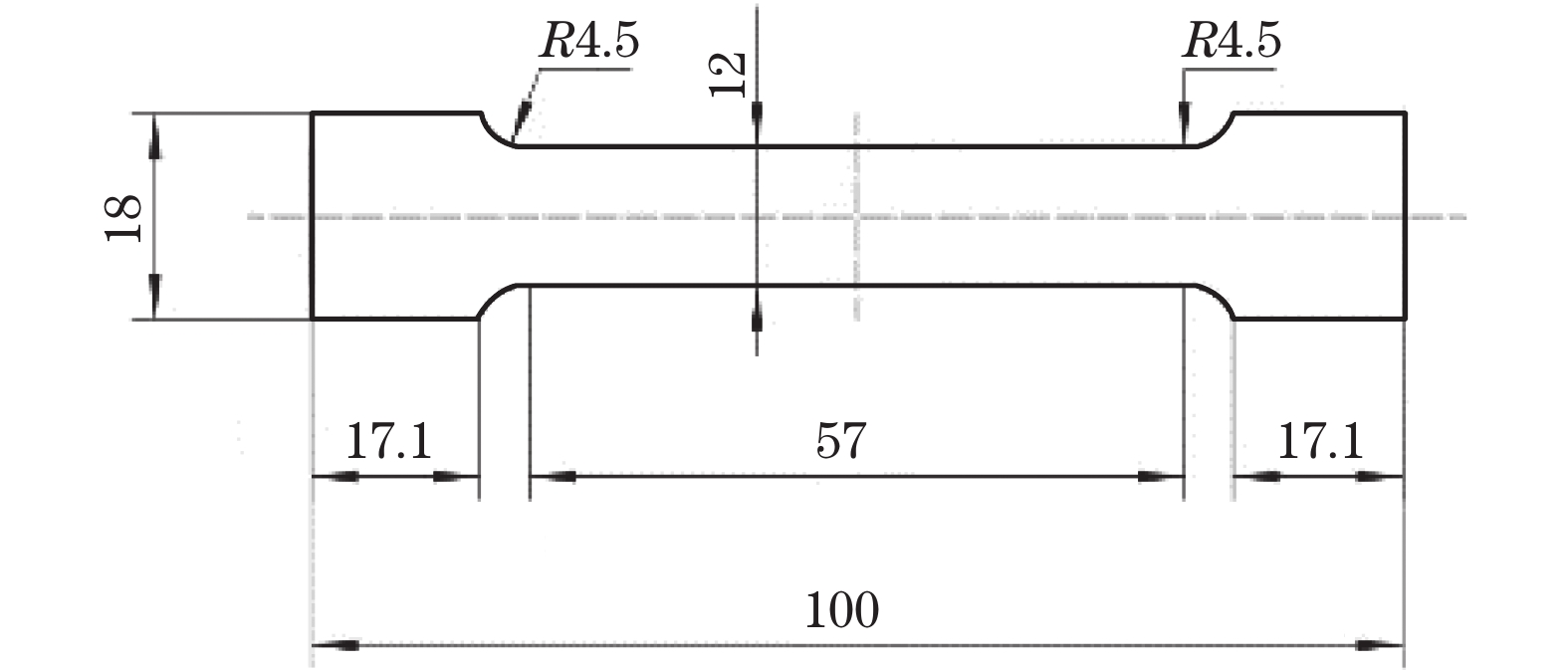
采用电火花线切割方法在接头上以焊缝为中心垂直于焊接方向截取金相试样,经过清洗、打磨、抛光后,用10 g FeCl3+10 mL HCl+30 mL H2O溶液腐蚀CuCrZr合金侧,用10 g FeCl3+30 mL HCl+20 mL H2O溶液腐蚀304不锈钢侧,采用VHX-600k型光学显微镜观察显微组织。采用HXD-1000TMSC/LCD型数字显微硬度计测试硬度,载荷为1.96 N,保载时间为15 s,相同区域测5次取平均值,测试间距为200 μm。按照GB/T 228.1—2021《金属材料 拉伸试验 第1部分:室温试验方法》,在接头上以焊缝为中心垂直于焊接方向截取如图2所示的拉伸试样,采用SYS-192型微机控制电子万能试验机进行室温拉伸试验,拉伸速度为1 mm·min−1。
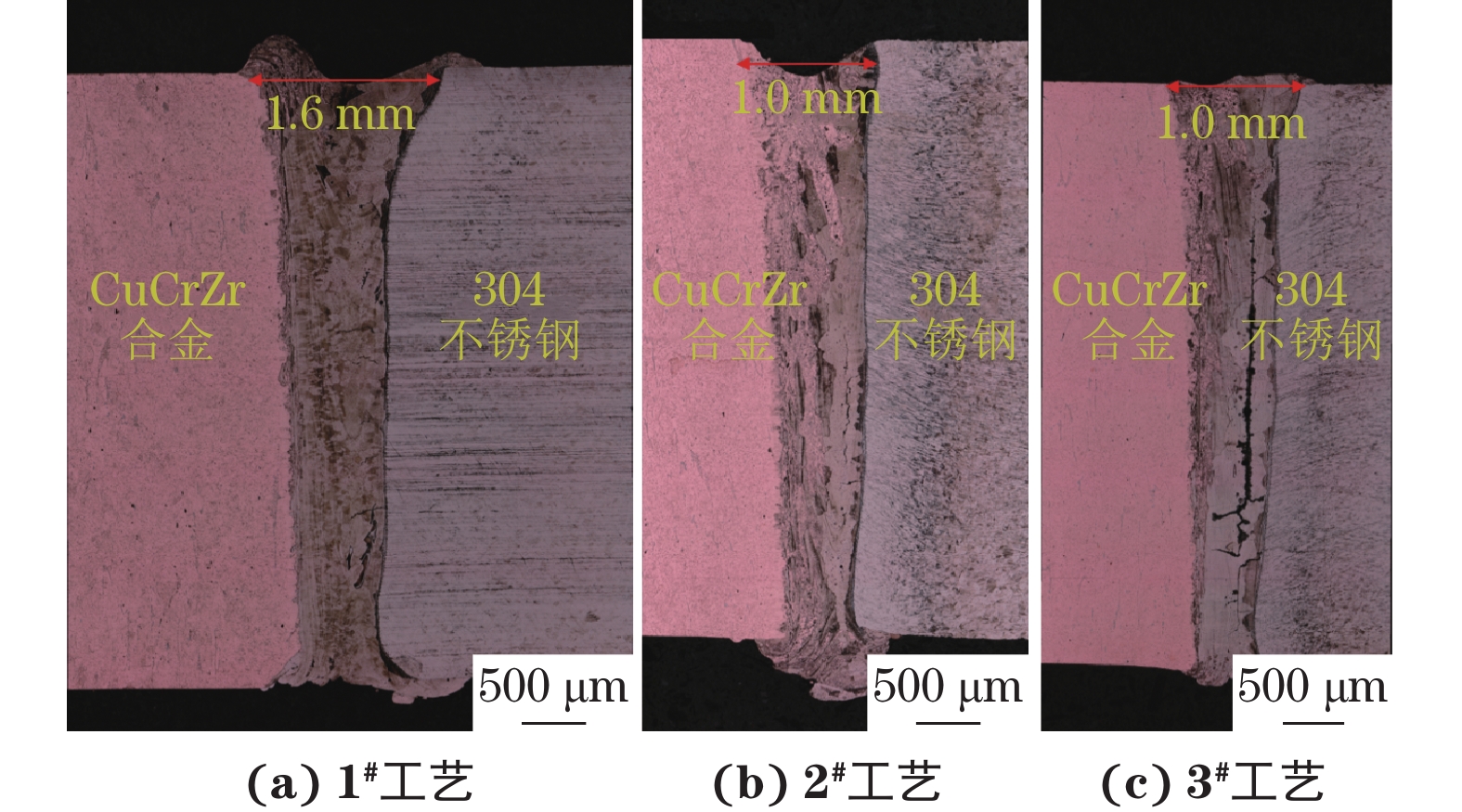
1#,2#,3#工艺均为电子束偏移量为0的无扫描电子束焊接工艺。由图3和图4可以看出:1#工艺下CuCrZr合金侧焊缝中存在明显的不规则流淌现象,呈现弧坑形貌,焊缝底部存在未熔合缺陷;2#工艺下焊缝表面下凹,在CuCrZr合金侧出现轻微咬边现象;3#工艺下焊缝成形质量最好,表面平滑且无凹陷和明显咬边现象。3种工艺下焊缝中心均偏向304不锈钢侧,表明304不锈钢在焊接过程中的熔化量更多,这是因为CuCrZr合金的热导率远高于304不锈钢,具有更快的散热速率。1#,2#,3#工艺下焊缝宽度依次变窄,这是因为1#,2#,3#工艺下的热输入依次减小,母材熔化量减少。1#工艺下热输入最大,焊缝组织最均匀,主要为304不锈钢熔化形成。3种工艺下的焊缝中均出现裂纹,并且随着热输入降低,裂纹更加明显,裂纹位置从焊缝中间区域向焊缝近304不锈钢一侧偏移。304不锈钢和CuCrZr合金的热膨胀系数存在差异,导致焊缝中产生了较大的残余变形和应力,继而导致热裂纹的产生[11-13]。
真空电子束焊接304不锈钢/CuCrZr合金异种金属对接接头均由CuCrZr合金母材、CuCrZr合金侧热影响区(HAZ)、焊缝、304不锈钢侧热影响区、304不锈钢母材组成。由图5可见,1#,2#,3#工艺下的接头焊缝存在明显的偏析特征,即近CuCrZr合金处的不规则形状海滩组织以及大块焊缝金属中的层状组织。焊缝中CuCrZr合金成分的含量较少,主要由重熔和再凝固的304不锈钢成分组成。CuCrZr侧热影响区与焊缝结合处无明显的分界线,近CuCrZr合金处焊缝的海滩组织中分布着扁平的柱状晶,柱状晶是由于CuCrZr合金热导率较高,使得靠近熔合线处的熔池产生较大温度梯度而形成的;随着热输入降低,靠近CuCrZr合金的焊缝内柱状晶细化,且柱状晶的方向性不明显。CuCrZr合金侧热影响区的铜基体中分布着大量粒状铬单质,晶界处出现少量以条带状形式分布的铬单质。304不锈钢侧热影响区中存在一条过渡带,该过渡带的组织主要呈胞状树突形态,且杂乱交错分布。
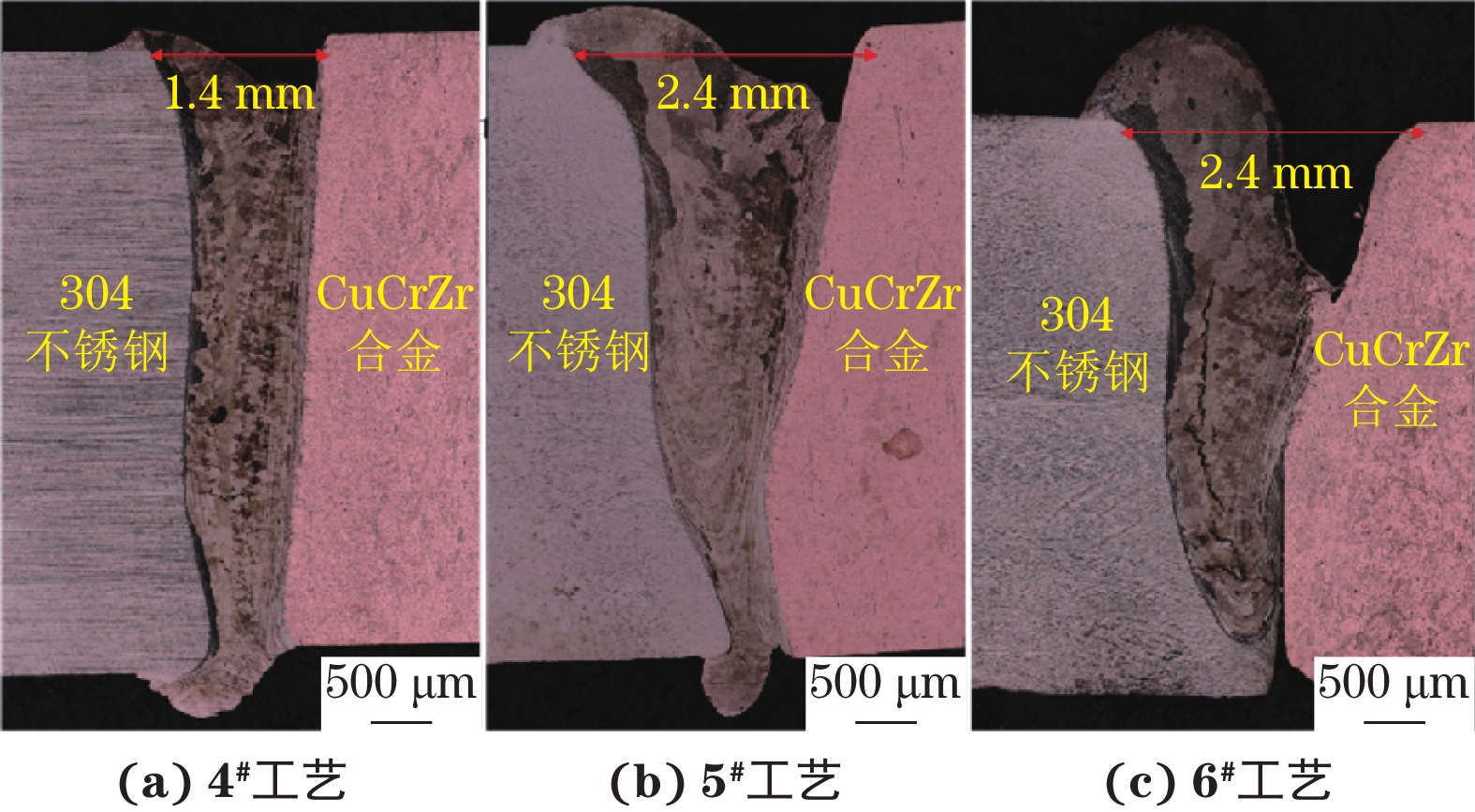
4#,5#,6#工艺均为电子束偏移量为0的扫描电子束焊接工艺,扫描幅值依次增大,其他参数保持恒定。由图6和图7可以看出:随着扫描幅值增加,焊缝的熔宽增大,但成形质量降低,焊缝均在CuCrZr合金侧发生明显的凹陷,且扫描幅值越大,CuCrZr合金侧焊缝的凹陷越严重。在扫描电子束焊接过程中电子束能量分布不均匀,而CuCrZr合金的热导率较高,该侧熔池边缘部分凝固过快,熔池中心金属向边缘流动不足,从而导致CuCrZr合金侧出现凹陷。随着扫描幅值增加,电子束能量更分散,熔池温度分布更加不均匀,熔池中心与边缘的温度梯度变大,从而导致CuCrZr合金侧凹陷更严重。当扫描幅值为1.5 mm(6#工艺)时,接头不锈钢板侧出现未熔透现象,说明该条件下CuCrZr合金板和304不锈钢板之间未形成有效连接。这可能是由于较大的扫描幅值导致电子束能量过度分散,不锈钢侧升温困难而无法充分熔化。
由图8可见:4#工艺下焊缝组织均匀,这可能是因为相对较慢的焊接速度和较小的扫描幅值能得到相对稳定的焊接热输入和适中的冷却速率,确保焊缝金属有足够时间扩散而混合均匀;5#和6#工艺下,焊缝出现不锈钢偏析,且6#工艺下焊缝下半部分完全偏向不锈钢侧,不锈钢板出现未熔透现象;4#,5#和6#工艺下焊缝中均存在裂纹,其中6#工艺下的裂纹最为明显。裂纹可能是成分的不均匀性和焊缝复杂的应力分布所致。综上,过大的扫描幅值会使熔池混合效果变差,导致未熔合缺陷的产生。
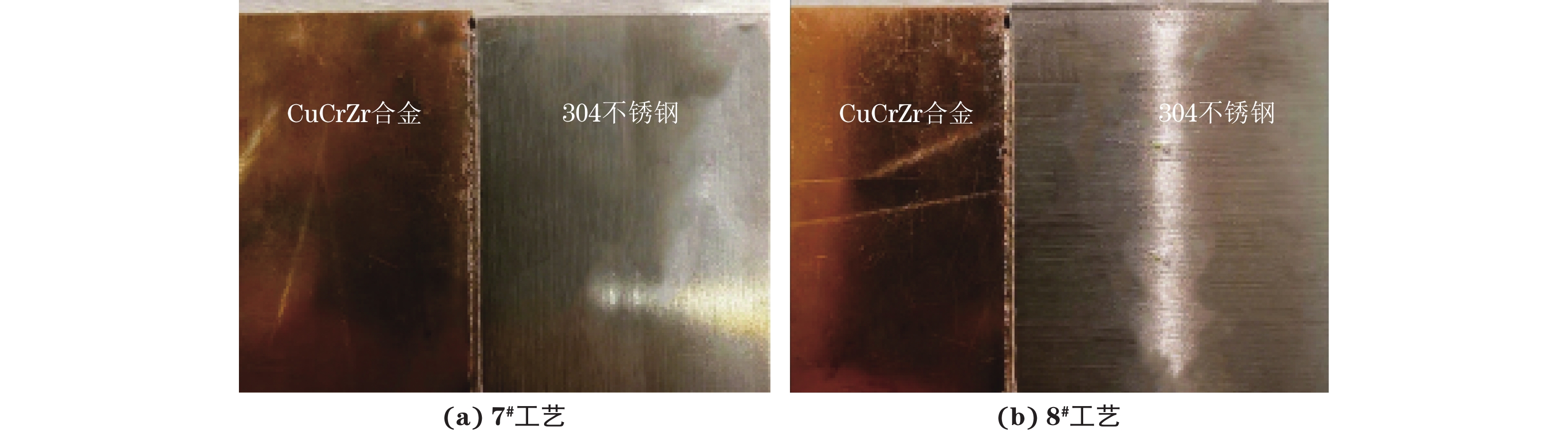
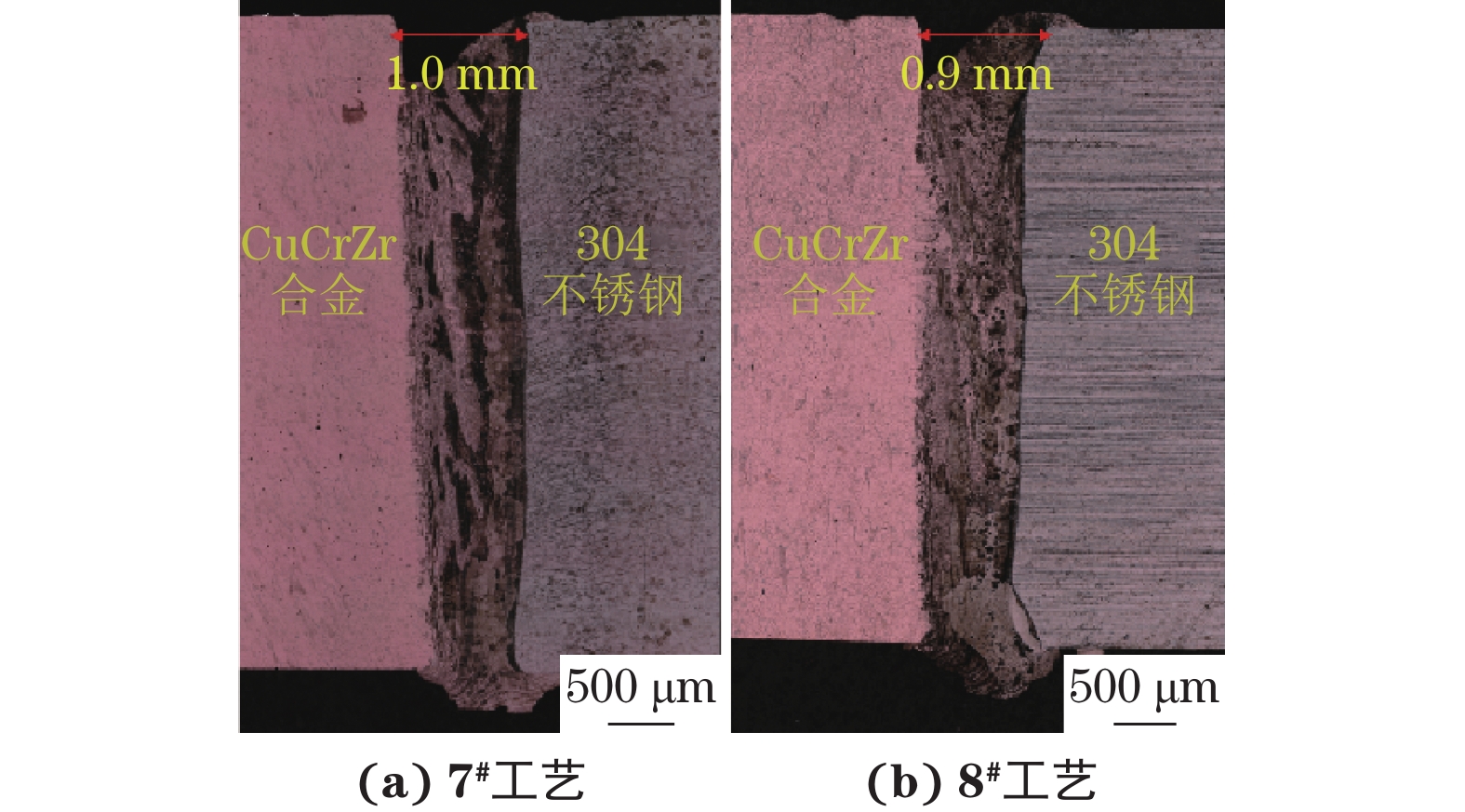
在保持扫描幅值0.5 mm不变的前提下,将焊接速度由10 mm·s−1(4#工艺)分别提高至20,30 mm·s−1(7#,8#工艺),以减少电子束在熔池内停留的时间,改善焊接缺陷现象,为避免热输入过小,同步将焊接束流提升至25,32 mA。由图9和图10可见:在电子束偏移量均为0、扫描幅值为0.5 mm条件下,提高焊接速度后,焊缝成形良好,焊缝表面更加光滑,轮廓更加清晰,未发现明显的凹陷;焊缝组织更加均匀,其中未见裂纹缺陷。
由图11可见,7#工艺和8#工艺下,焊接接头中均未发现裂纹,焊缝大部分为不锈钢组织;同时因热输入较高,少量CuCrZr合金熔化,靠近合金的焊缝中的铜基体中存在粒状富铁相(α相),起到弥散强化作用。8#工艺下近CuCrZr合金的焊缝中出现了海滩组织,海滩组织中分布着生长方向一致的扁平状柱状晶,同时焊缝中还存在多处不锈钢和CuCrZr合金组织的未混合区。综上,在较小的扫描幅值下提高焊接速度可以实现304不锈钢与CuCrZr合金的有效连接。
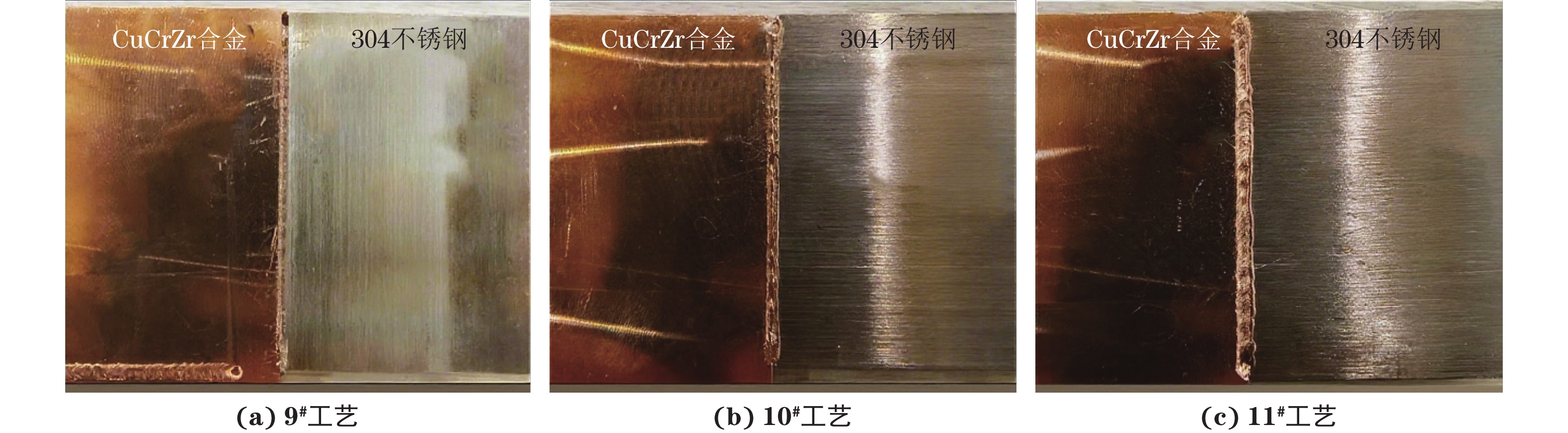
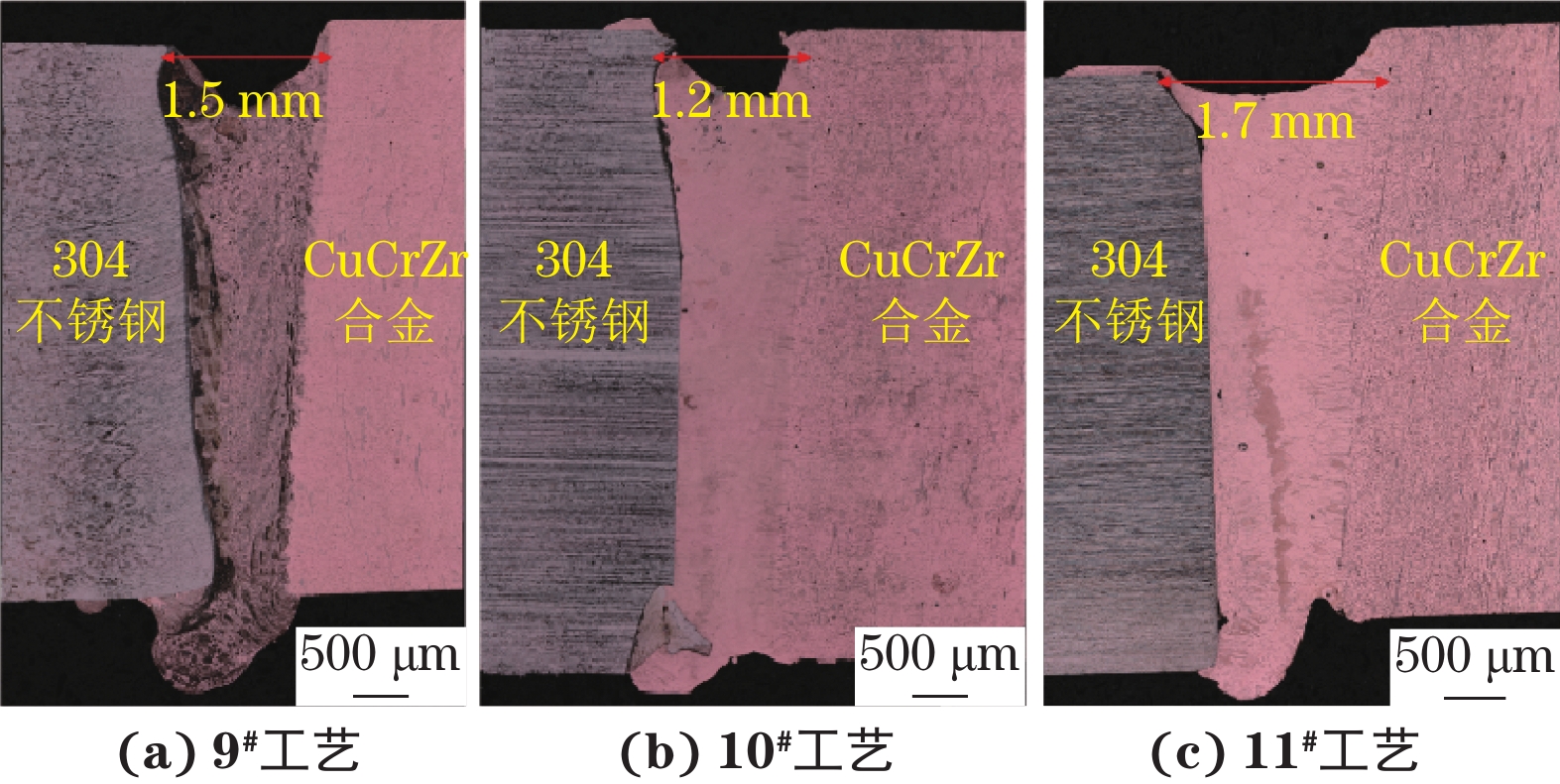
在电子束偏移量为0条件下焊接,焊缝的主体仍为不锈钢,这与CuCrZr合金的高导热性有关。采用电子束偏置在CuCrZr合金一侧可以提升CuCrZr合金熔化量,从而控制熔池内两种材料的熔合比。在焊接速度为10 mm·s−1、无扫描条件下,研究电子束偏移量对接头组织的影响。由图12和图13可见:在9#工艺下,即电子束偏移量为0.2 mm时,焊缝表面最为平整,焊缝组织混合均匀,未完全熔化的不锈钢组织以富铁半岛的形态在近不锈钢处产生宏观偏析;在10#工艺和11#工艺下,焊缝主要以CuCrZr合金组织为主;不同工艺下的焊缝中均未出现裂纹。
由图14可以看出,在9#工艺下,304不锈钢的熔化量很少,不锈钢组织在焊缝中以球状形式存在。根据Munitz[13]的理论,当不锈钢在熔池中所占比例低于50%时,铁元素会以小球状富集。这些富铁相颗粒会阻碍凝固界面的运动,从而阻碍铜晶粒的生长,发挥非均匀形核的作用[14],因此焊缝组织为细小等轴晶粒。在10#工艺和11#工艺下,电子束偏移量增大,CuCrZr合金表面的温度瞬间达到熔点,并在电子束离开后迅速冷却成固态,熔池界面处的金属散热迅速,晶粒沿着散热方向反方向生长,并受到相邻较大晶粒的阻碍,从而形成指向熔池中心的柱状晶组织。其中:10#工艺下焊缝中存在极少量不锈钢组织;11#工艺下304不锈钢侧形成平滑的钎焊界面,其组织基本不受焊接过程的影响,这是由于电子束偏移CuCrZr合金一侧太多,导致不锈钢侧未发生熔化,从而形成了钎焊接头,这会导致界面熔合不良。
由表3可以看出,不同工艺下接头不同区域的硬度变化趋势相同,按照硬度由低到高的顺序依次为CuCrZr合金侧热影响区、CuCrZr合金母材、焊缝、304不锈钢侧热影响区、304不锈钢母材。焊缝的硬度主要取决于不锈钢的含量,不锈钢含量越多,硬度越高。在电子束偏移量均为0、无扫描条件下随焊接速度增加,即热输入下降,焊缝的硬度降低。在电子束偏移量为0、焊接速度为10 mm·s−1条件下,随着扫描幅值增加,焊缝的硬度降低。在电子束偏移量为0、扫描幅值为0.5 mm条件下,提高焊接速度,焊缝的硬度降低。在焊接速度为10 mm· s−1、无扫描条件下,随着电子束偏移量增加,焊缝的硬度降低。不同电子束偏移量下,焊缝均会软化,这是因为当电子束偏移到CuCrZr合金一侧后,大量CuCrZr合金熔化,焊缝中出现更多铜相,而铜相比铁相更加粗大,因此焊缝表现为软化倾向;随着电子束偏移量增加,焊缝硬度趋近于CuCrZr合金母材硬度。
6#工艺下制备的焊缝成形差,焊缝下半部分完全偏向不锈钢侧,且未熔透板材,因此未对该接头进行拉伸试验。由图15和表4可以看出:1#工艺下接头的断裂位置在CuCrZr合金侧热影响区,这表明焊缝的室温力学性能已经接近CuCrZr合金母材;断口可见明显的颈缩现象,表明接头在拉伸过程中发生塑性变形。CuCrZr合金侧热影响区中粗化的铜晶粒引起晶界密度减少,导致变形抗力下降,因此接头在此处断裂。2#和3#工艺下接头的断裂位置均在焊缝,这可能与焊缝中存在的裂纹有关。将1#工艺、2#工艺和3#工艺下的接头拉伸性能进行对比发现,随着焊接速度增加,抗拉强度和断后伸长率均降低。扫描幅值为0.5 mm的4#工艺接头在CuCrZr合金侧热影响区处断裂,其拉伸性能与2#工艺接头相近;当扫描幅值增加到1.0 mm时(5#工艺),接头在焊缝处断裂,其抗拉强度大幅降低,这是由于增加扫描振幅后近CuCrZr合金母材一侧形成了明显的凹陷,导致了焊缝的力学性能降低。在扫描幅值为0.5 mm条件下增大焊接速度(7#工艺和8#工艺),接头均在CuCrZr合金侧热影响区断裂,表现出较高的抗拉强度;8#工艺下接头表现出5.4%的断后伸长率,并存在颈缩现象;随着焊接速度的增加,焊接热输入下降,焊缝冷却速率加快,组织更细小均匀,因此力学性能提高。在焊接速度为10 mm·s−1、无扫描条件下,9#工艺下接头在远离焊缝的CuCrZr合金母材处断裂,且断口存在明显的颈缩现象,表明接头具有良好的拉伸性能,这与焊缝组织均匀有关;10#工艺下接头在焊缝处断裂,这是因为焊缝存在生长方向与拉伸方向不一致的柱状晶;11#工艺下接头在不锈钢侧熔合线处断裂,此时的拉伸性能较差,这是因为电子束向CuCrZr合金侧的偏移量太大,另一侧304不锈钢难以熔化而形成了钎焊界面,界面熔合不良,接头拉伸性能较差。
(1)在电子束偏移量均为0、无扫描条件下,10,20,30 mm·s−1焊接速度下焊缝中均存在裂纹,并且随着焊接速度的增加,热输入降低,裂纹更加明显,焊缝硬度以及接头的抗拉强度和断后伸长率均降低。10 mm·s−1焊接速度下焊接接头兼具高强度和一定塑性,抗拉强度和断后伸长率分别为385 MPa和4.56%。
(2)在电子束偏移量均为0、焊接速度为10 mm·s−1条件下,0.5,1.0,1.5 mm扫描幅值下焊缝中均存在裂纹,随着扫描振幅的增加,CuCrZr合金侧焊缝处形成的凹陷变明显,1.5 mm扫描幅值下焊缝中出现未熔合缺陷。随着扫描幅值的增加,焊缝的硬度和接头的拉伸性能均降低,0.5 mm扫描幅值下接头的抗拉强度达到350 MPa,断后伸长率为2.37%。在扫描幅值固定为0.5 mm条件下,随着焊接速度增加至20,30 mm·s−1,焊缝中均未产生裂纹,焊缝成形良好,接头的抗拉强度最高达到360 MPa以上。
(3)在焊接速度为10 mm·s−1、无扫描条件下,电子束向CuCrZr合金侧偏移量为0.2,0.4,0.6 mm时焊缝中均不存在裂纹。电子束偏移量为0.2 mm下,焊缝组织混合均匀,随着电子束偏移量增加,焊缝中铜相增多,焊缝的硬度和接头的拉伸性能均降低。当电子束偏移量为0.2 mm时,接头抗拉强度达到324 MPa,断后伸长率为5.51%,接头发生韧性断裂。电子束偏移量为0.6 mm时,304不锈钢侧形成钎焊接头,界面熔合不良,接头的抗拉强度仅为89 MPa。
文章来源——材料与测试网