图 1轴承内圈的宏观形貌
2025-06-18 11:17:45
近年来,随着智能制造、高端制造技术等领域的高速发展,轴承钢制零件的服役环境日益苛刻,失效模式日渐复杂,对钢材的洁净度、冶金质量、服役性能、使用寿命等提出了更高的要求。不同种类非金属夹杂物的形态、分布等各不相同,轴承钢的质量会受到非金属夹杂物的形态、数量及分布状态等因素的影响,因此有效控制及去除非金属夹杂物是提高钢洁净度、延长零件使用寿命的关键。据研究表明,夹杂物会破坏钢基体组织的连续性,使材料产生裂纹,并引起零件失效,甚至会导致重大事故。目前大多数夹杂物的尺寸为微米级别,但是无法完全去除。了解夹杂物的本质,明确其对零件性能的影响机制,采取相应的控制措施是十分重要的。笔者以钢中非金属夹杂物为研究对象,对夹杂物的分类、影响机制,以及应用实例进行分析,总结了常用的夹杂物控制及去除方法,以避免该类事故再次发生。
某公司送检GCr15轴承钢内圈的加工工艺为:钢管下料→车加工→热处理→磨加工。在磨加工后终检时发现轴承钢外表面有两道裂纹,裂纹贯穿断面,在外径面与轴向呈一定夹角延伸(见图1)。
在裂纹附近纵向切割试样,对试样进行磨制、抛光,用4%(体积分数)硝酸乙醇溶液腐蚀处理,然后将其置于光学显微镜下观察,按照GB/T 34891—2017 《滚动轴承高碳铬轴承钢零件热处理技术条件》对试样的显微组织进行评级,结果显示试样的马氏体等级为4级,评定为合格。
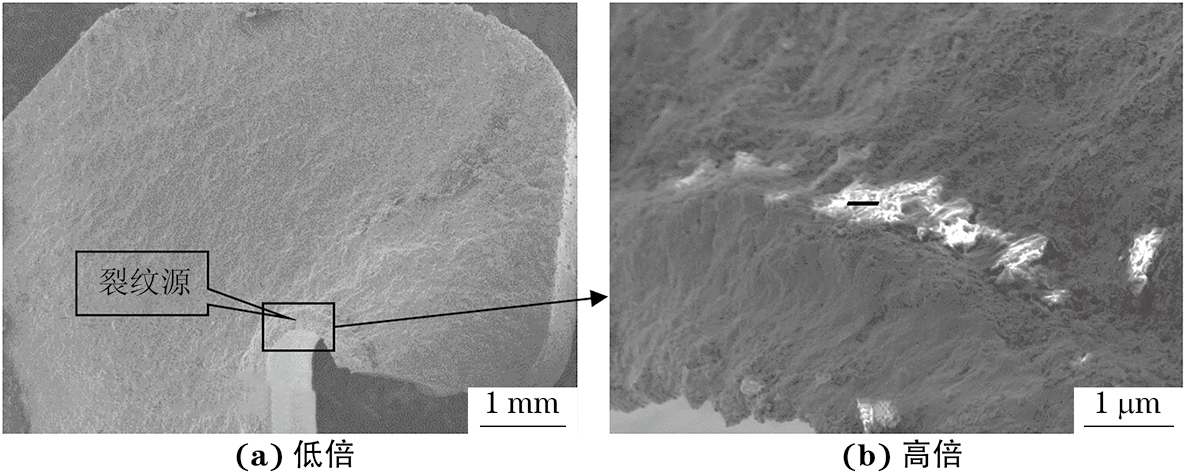
将轴承内圈沿裂纹打开,对断口进行超声清洗,用扫描电镜(SEM)观察断口,结果如图2所示。由图2可知:裂纹源位于油沟处,裂纹源处存在大量点链状白色物质,尺寸较大,长度约为0.3 mm,距离油沟较近。采用能谱仪对裂纹源处的白色物质进行化学成分分析,可知白色物质的主要成分为Al、O等元素,为B类非金属夹杂物(见表1)。
综合上述分析可知:油沟处存在较大尺寸的B类非金属夹杂物,在热处理过程中,该处存在应力集中,最终导致轴承内圈在磨加工过程中受力并发生开裂。
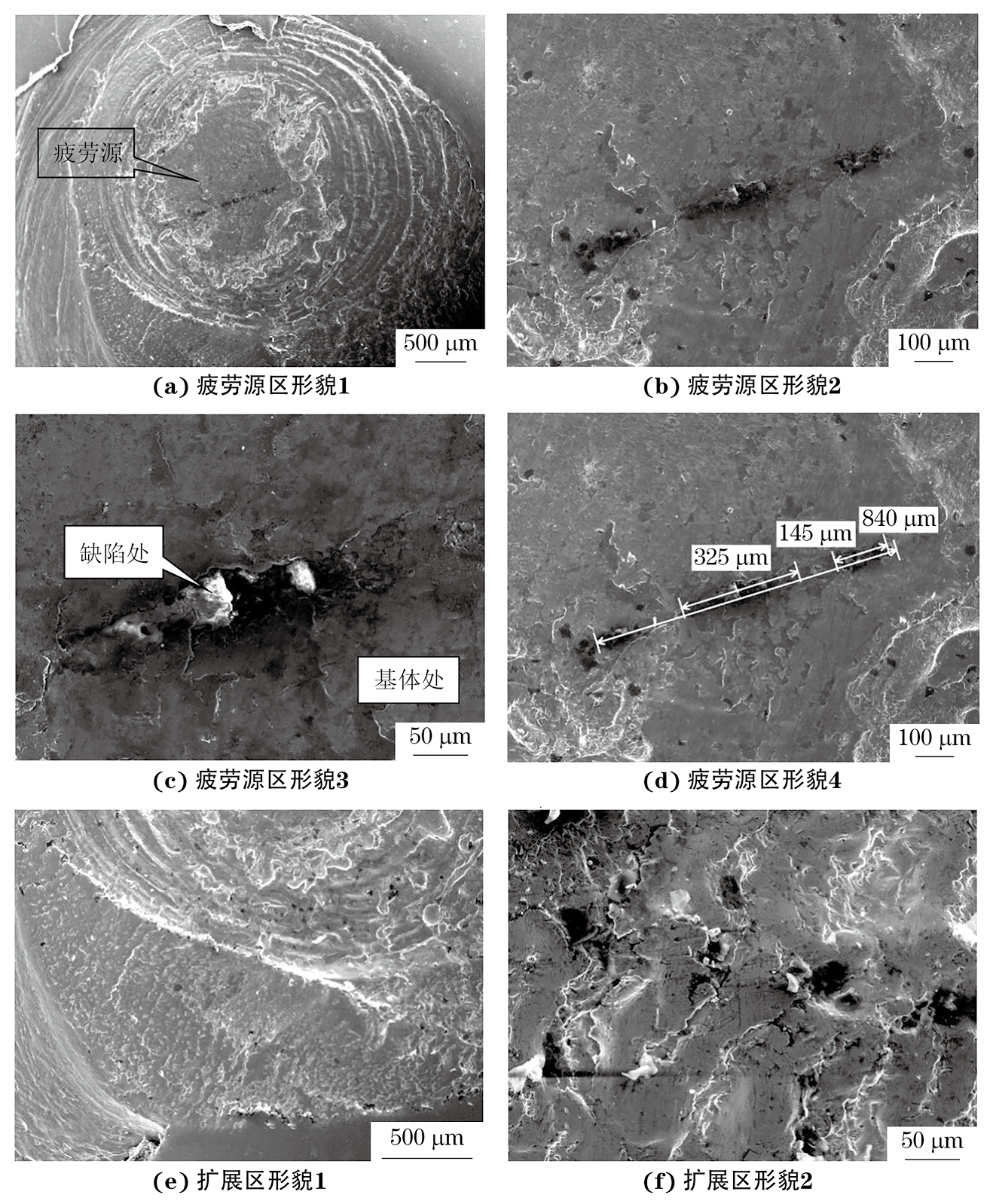
某GCr15轴承在试验时发生异响,拆解后发现一粒钢球发生剥落,轴承内外圈完好。将钢球清洗后,用SEM对其剥落区进行观察,结果如图3所示。由图3可知:钢球剥落区呈同心圆状特征,中心区域疲劳剥落表面已被辗平,为疲劳源区,裂纹由中心区域向外呈圆环状扩展,扩展区呈层片状,为疲劳剥落区域;疲劳源区有一条呈断续状分布的近直线痕迹,放大观察发现直线附近存在点状亮色异物。采用能谱仪对疲劳源处点状亮色异物进行化学成分分析,可知其主要含有O、Al、Ca、Mg元素,为B类夹杂物(见表2)。
采用洛氏硬度计对钢球表面硬度进行测试,钢球的表面硬度为63.5,64.0,64.5 HRC,符合标准GB/T 34891—2017的要求(61~66 HRC)。
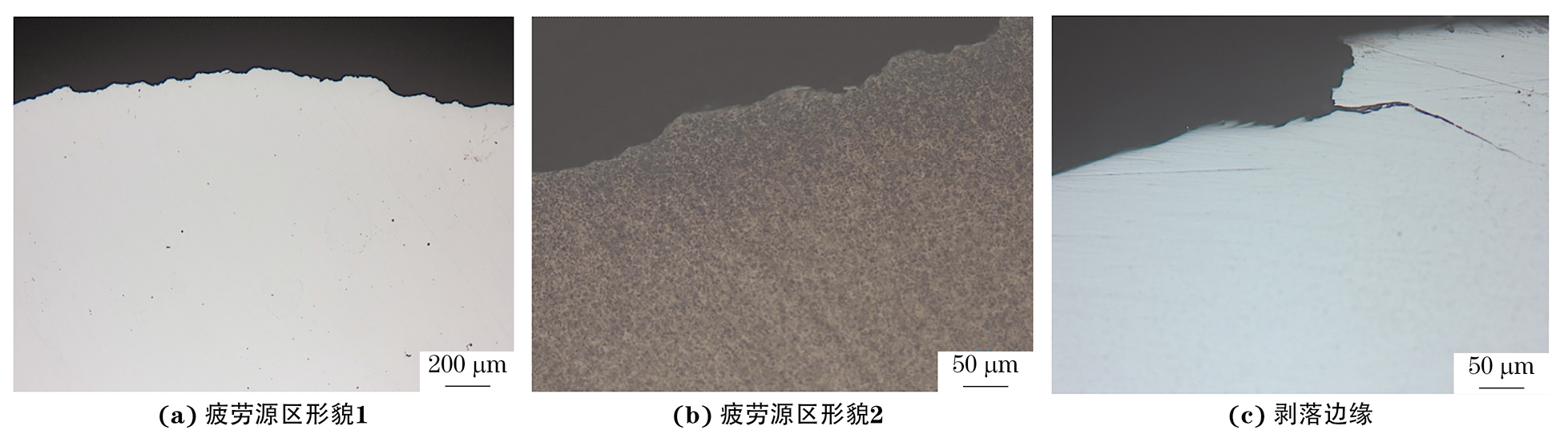
沿钢球剥落区疲劳源处截取试样,对试样进行金相检验,发现剥落深度约为0.15 mm,边缘存在向基体内部扩展的裂纹;钢球表面无脱碳、烧伤等缺陷;按照GB/T 34891—2017标准对试样的显微组织进行评级,可知马氏体等级为3级,评定为合格(见图4)。
该钢球次表层存在链状B类氧化物夹杂物,在服役过程中导致钢球发生疲劳剥落,缩短了钢球的服役寿命。
非金属夹杂物的分类方式较多,根据非金属夹杂物的来源,其主要分为内生夹杂物和外来夹杂物。根据非金属夹杂物的变形能力,夹杂物可分为脆性夹杂物、塑性夹杂物,以及不变形夹杂物。依据GB/T 10561—2023 《钢中非金属夹杂物含量的测定 标准评级图显微检验法》对非金属夹杂物进行检验,主要按照夹杂物的形态与分布,将其分为A类(硫化物类)、B类(氧化物类)、C类(硅酸盐类)、D类(球状氧化物类)、DS类(单颗粒球状类)[1-2]。夹杂物的特性、形态、分布等因素均会对轴承零件的性能产生不同影响。
在某些特定的情况下,轴承钢中的非金属夹杂物能够细化晶粒,改善钢材的冲击性能。但多数情况下,不连续的低强度非金属夹杂物会破坏钢材的使用性能,降低钢材的塑性、韧性、疲劳性能等,严重时会导致材料失效[3]。
非金属夹杂物对零件的强度、延展性能、冲击性能、切削性能等影响较大,主要体现在材料的横向延展性和裂纹的萌生扩展[4]。由于非金属夹杂物和基体间的热膨胀系数、弹性常数存在差异,在温度变化过程中,材料容易产生应力集中,且非金属夹杂物和基体之间的结合力较差,受力时易发生脱黏,裂纹容易在夹杂物周围萌生、扩展。在轧制过程中,变形能力较好的硫化物会沿轧制方向变形,极易造成钢沿轧制方向开裂,降低了钢的横向冲击韧性[5]。LIU等[6]研究了不同形式MnS夹杂物对钢变形的作用机制,MnS颗粒导致材料变形过程中孔隙成核,促进孔隙聚集,引起材料发生准解理断裂,对材料的塑性和韧性产生严重的影响。非金属夹杂物的种类、尺寸、数量和分布状态等因素对材料的力学性能影响不同,如脆性夹杂物受力时会破碎,塑性夹杂物受力时会沿受力方向变形;夹杂物的尺寸越大、数量越多、分布越密集,其对材料的力学性能影响越大。AHMADIAN等[7]研究发现,当夹杂物尺寸变大时,其附近的应力集中效应更加明显,更容易成为断裂源。
疲劳性能是评价钢材质量的一个重要指标。非金属夹杂物的种类、尺寸、数量、分布等复杂多样,是大多数零件疲劳失效的起源,缩短了零件的使用寿命[8-9]。如在轧制过程中,硬质Al2O3颗粒熔点较高,形状不规则,会阻断钢基体的连续性,易使材料形成应力集中,严重降低了钢的疲劳寿命[10]。尹青等[11]研究发现在GCr15高洁净轴承钢中,DS类夹杂物周围存在孔洞,使材料产生应力集中,并导致材料发生疲劳开裂。
零件在运转时,其表面接触应力会延伸至次表面,由于材料存在应力集中,夹杂物周围萌生的微裂纹会相互摩擦、扩展,导致显微组织发生改变,从而形成白蚀区,夹杂物和白蚀区构成的蝶状组织是白蚀裂纹的主要驱动因素之一。KIRANBABU等[12]从轴承中切取垫圈,对其进行疲劳接触试验,发现MnS夹杂物易在次表面引起白蚀裂纹,从而导致轴承在运转时发生开裂。
钢包吹氩法是指在钢包底部吹入定量的氩气,氩气会捕获夹杂物,并带动其向上运动,以去除夹杂物。吹入钢包的氩气泡尺寸和数量对去除效率有较大影响。徐春龙等[13]研究认为,加大吹氩流量可以提高去除夹杂物的效率,延长吹氩时间及选择合适的透气装置均能够缩短精炼的时间,且当气泡直径越小、夹杂物的直径越大时,吹氩去除夹杂物的效率越高。但该方法对小颗粒夹杂物的去除效率不高。
中间包气幕挡墙法是通过在中间包底部设置一排透气砖,向钢液中吹入氩气,气泡与流过位置中的夹杂物会相互碰撞、黏附,以此来去除夹杂物。在吹入氩气时,能够形成垂直于钢液流动方向的气幕墙,改变钢液的流动方向,促进钢液流动、混合,使其成分较均匀。同时,小气泡可以吸附小颗粒夹杂物,进一步提高细小夹杂物的去除效率[14]。袁威[15]研究发现中间包气幕挡墙比其他常规中间包法去除夹杂物效率提高约73%,尤其对粒径60 µm以下的夹杂物去除效果更明显。但该方法氩气的吹入量有限,且透气砖存在一定的成本,装置安装不便。
增压减压法是通过氮气增大压力,在钢液中可以溶解一定量的气体,通过减压改变气体溶解度,形成小气泡,以达到去除夹杂物的效果。通过增压减压法净化钢液,可以将粒径大于5 µm的夹杂物全部去除,粒径小于2 µm的夹杂物数量也能够明显减少,且钢中氧元素含量明显降低。
超声空气法是通过超声波搅拌产生大量小气泡,从而去除夹杂物。申永刚等[16]研究发现,通过超声波空气法单独去除夹杂物的效率不高,但夹杂物平均直径减小,细化夹杂物效果明显。增压减压法和超声空气法对于微小夹杂物的去除效率更高。但超声空气法操作较复杂,而增压减压法需要向钢液中融入氮气,不适用于对氮元素含量要求严格的特殊钢种。
电磁净化法是指通过电磁力改变钢液的流动方向,提高夹杂物的碰撞概率或减小钢液的冲击深度,从而去除夹杂物,该方法对夹杂物的粒径无具体要求。CREMER等[17]研究发现,通过提升电磁搅拌速率可以提高Al2O3夹杂物的去除效率,且加强电磁力可以提高SiO2夹杂物的去除效率。电磁净化法能够去除微小夹杂物,效率较高、成本较低,在电力充足地区已广泛使用。
化学法去除夹杂物是通过表面改性原理改变夹杂物的特性,使其易于上浮或析出,从而起到净化钢液的效果,主要针对粒径较小、熔点较高,以及脆性较大的夹杂物。钙化处理和镁化处理是常用的表面改性法。Al2O3脆性夹杂物的改性原理[18]为:在钢包精炼(LF)过程中,用钙化或镁化处理的方法将Al2O3改变成CaO-Al2O3类夹杂物或MgO-Al2O3类夹杂物,该类夹杂物熔点高于钢水温度,凝固时能够形成近球状,从而减少多边形Al2O3脆性夹杂物的含量,改善钢材的性能,起到去除夹杂物的作用。姜玉龙[19]通过计算研究,提出了钙处理的优化方案,降低了Al2O3夹杂物的活度,从而提高钙处理去除夹杂物的效率。表面改性法去除夹杂物在工业应用中较广泛,但应避免改性剂的二次污染。
钢材的洁净度对轴承零件的成品率和服役质量起到关键作用。其中夹杂物的种类、数量、尺寸等因素均会对钢材性能产生不同程度的影响。目前已有应用较广泛的去除夹杂物工艺,但不同工艺各有利弊,需要结合实际生产需求应用。
未来,关于夹杂物的发展有两种途径,一是基于目前已应用的工艺进行改进,提高不同尺寸夹杂物的去除效率;二是将不可完全去除的夹杂物进行改性利用,趋利避害,从而达到细化晶粒、提高材料性能的作用。
文章来源——材料与测试网