图 1荧光渗透检测流程示意
2025-08-25 12:54:01
在现代工业生产中,钛合金铸件因其优良的物理和化学性能,如高强度、低密度、优良的耐腐蚀性以及良好的生物相容性等,被广泛应用于航空航天、生物医疗、化工等诸多领域[1-2,14-15]。然而,钛合金铸件的生产过程复杂,容易出现各种缺陷,如裂纹、气孔、疏松等,这对铸件的质量和使用性能造成了严重影响[3-5]。
荧光渗透检测(FPI)是一种广泛应用的无损检测技术,基于毛细作用原理,主要用于检测非疏孔性金属和非金属试样表面的开口缺陷。渗透检测的基本流程包括预处理、渗透、后清洗、干燥显像和检验。该方法通过将含有荧光染料的渗透液吸入被测材料的微小裂纹或缺陷中,然后在特定条件下使用紫外线照射,使荧光染料发出荧光,从而清晰地显示缺陷的位置、形状和大小[6-13,16-17]。
显像时间作为荧光渗透检测的关键参数之一,对其开展研究是很有必要的,文章旨在探讨显像时间对钛合金铸件荧光渗透检测效果的影响,以现有测试条件与材料,确定最优显像时间,以期为实际生产中荧光渗透检测参数的选择提供理论依据。该研究的结果可以为钛合金铸件,以及其他类型铸件的荧光渗透检测提供参考。同时,通过对显像时间的研究,可以进一步深入理解荧光渗透检测的原理和方法,为其在其他领域的应用提供支持。
此次试验采用控制变量法研究显像时间对钛合金铸件荧光渗透检测效果的影响。在荧光渗透检测过程中,保持渗透时间、冲洗时间、冲洗水温、冲洗水压以及干燥时间等参数不变,仅设置不同的显像时间进行荧光渗透检测,显像时间由同一校准周期内的计时器进行倒计时记录。为确保荧光显示尺寸的测量精度,在荧光显示尺寸的最大方向上,采用校准有效期内的电子数显游标卡尺进行尺寸测量。对荧光显示尺寸进行3次手动测量,取3次测量结果的平均值作为最终荧光显示尺寸数据,并进行记录。
通过对不同显像时间下的PSM-5试件和某型号钛合金铸件(以下简称试件和铸件)进行荧光渗透检测,对比不同显像时间下的检测结果,寻找既能使缺陷清晰可见,又能保证检测效率和设备性能的最佳显像时间。此外,在确保检测结果可靠的前提下,探讨如何尽可能缩短显像时间,提高检测效率。
该研究采用半自动化荧光检测线对铸件进行荧光渗透检验。依据ASTM E1417/E1417M-16标准,选择I-A法-a型(水洗型荧光渗透液、干粉显像)方法,渗透液使用SHERWIN公司的HM604型水洗型渗透液,显像粉型号为D-90G,荧光渗透检测流程如图1所示。
在预处理阶段,将零部件置于超声波清洗槽内,采用Daraclean 282型清洗剂进行清洗,清洗时间为5min,水温为30 ℃~40 ℃。接着进行水淋洗并进行水膜试验,观察表面无断层现象,保证清洗后试件和铸件表面满足渗透要求。然后进行烘干处理,待零部件的温度降至室温后,进行渗透处理,此过程需历时8min。随后进行滴落处理,耗时12min。在渗透过程中,采用专用工具以防止零部件之间的相互接触,观察铸件表面渗透液是否全表面覆盖,必要时对零部件进行翻转,以防止液体积聚。接下来是自动喷淋洗环节,时间为30s,再进行手工喷洗。在喷洗过程中,水压应控制在0.275 MPa以内,水温应在10 ℃~38 ℃之间,喷头与零部件的距离至少为30cm,喷头与零部件的倾斜角度为45°。在采用压缩空气去除零部件表面多余水分时,空气压力不得超过0.172 MPa。在干燥阶段,采用烘箱进行干燥处理,设定干燥温度为60 ℃,在保证零部件刚好干燥的前提下,干燥时间越短越好,设定干燥时间为8min。然后,采用D-90G型显像粉对零部件进行爆粉显像处理,通过显像槽窗口观察爆粉过程,实时监控确保所有表面均被显像剂覆盖,以获得良好的背景。显像时间分别设定为10min,20min,30min,1h,2h和3h。进入暗室检验阶段,设置暗适应时间为1min,零部件表面白光光照强度不超过20 lx,待检表面黑光强度不低于1200 μW·cm−2。在后处理阶段,可采用压缩空气或水进行清洗,清洗完毕后的零部件需立即进行干燥处理。
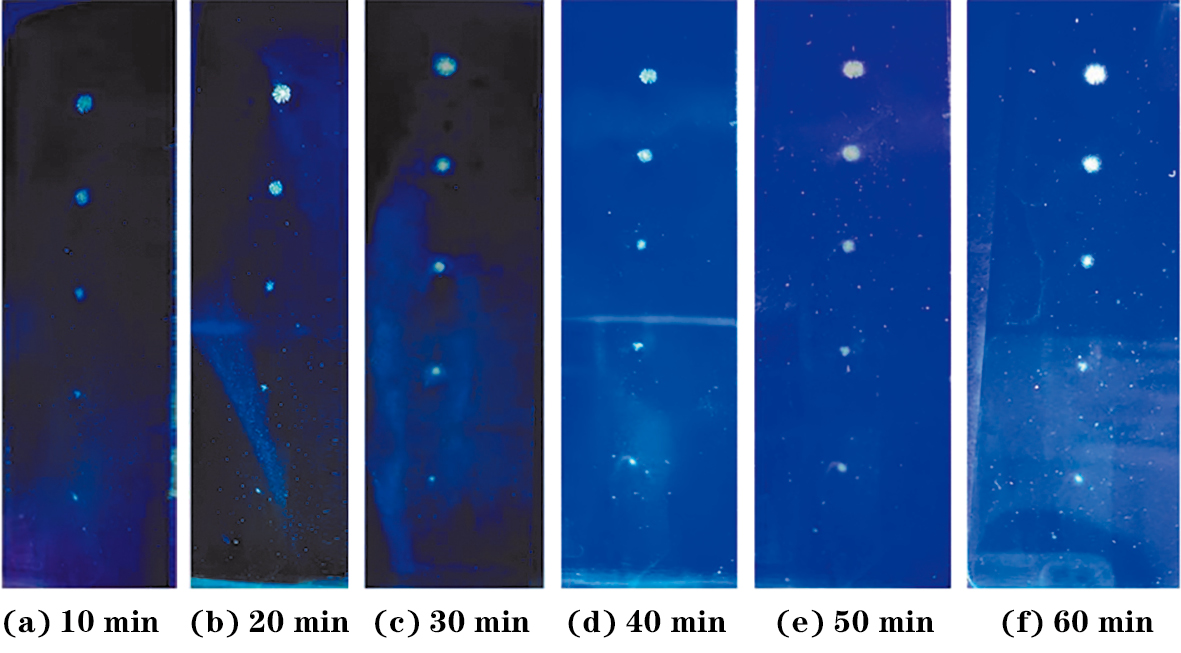
PSM-5试件在不同显像时间下的渗透检测结果如图2所示,试件星裂点从上往下编号为1~5,不同显像时间下试件各星裂点直径如表1所示。
由表1可以看出,显像时间为10min时,虽然试件的5个点均已显现出来,但第4个点和第5个点略显模糊;时间为20min时,试件的5个点均清晰可见,直径也逐渐变大;时间为30min时,试件的缺陷逐渐变大,颜色开始加深,但对比度开始下降;时间为1h时,点1和点4直径持续增大,其余点直径不变,颜色继续加深,对比度持续下降;时间为2h时,相较于1h时,其直径变化已经不大,缺陷边界已经模糊;时间为3h时,点1的直径已经不变了,缺陷形貌已经趋于圆。
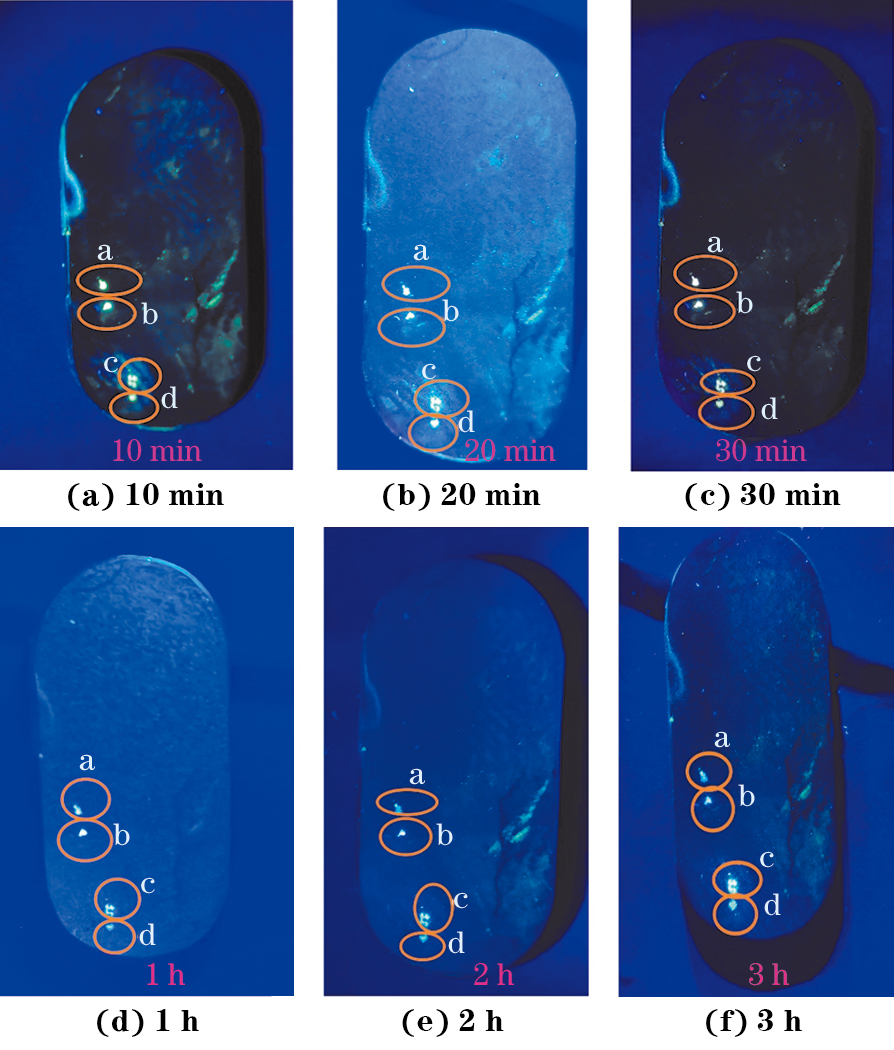
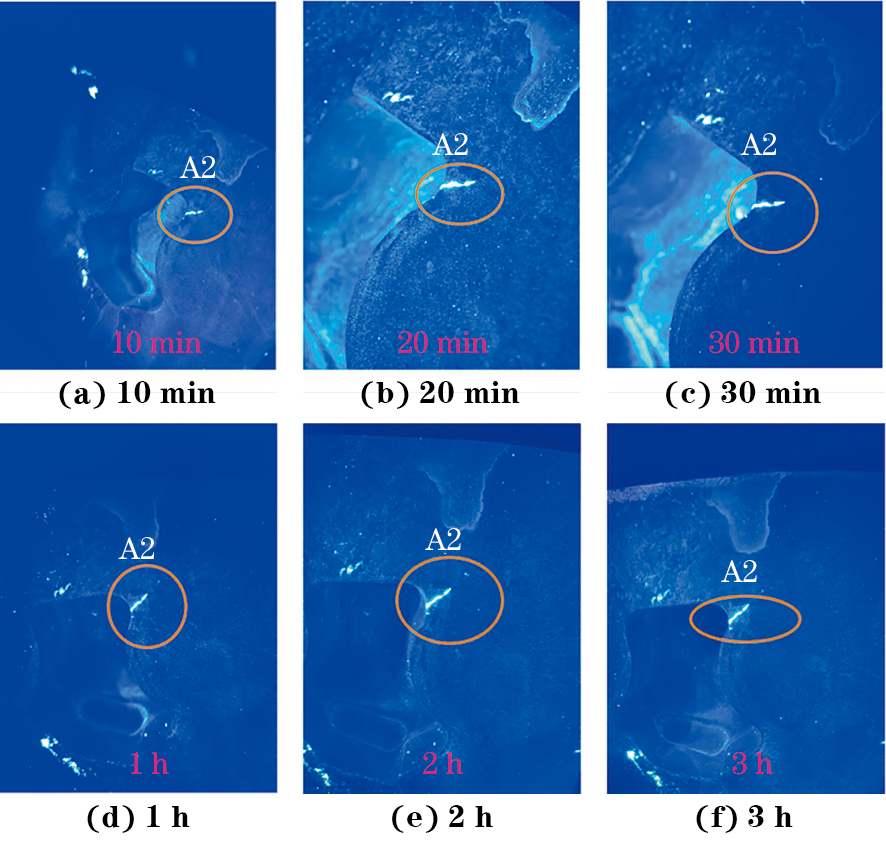
按文中试验条件对某型号钛合金铸件进行验证,显像时间分别设定为10,20,30min,1,2,3h,不同显像时间下不同钛合金铸件渗透检测效果如图3~6所示。其缺陷直径变化如表2~5所示。在图3中当显像时间超过20min时,对于a、b、d这3个点状缺陷,随着显像时间的延长,显像剂在缺陷处积聚,夸大了缺陷的程度;对于c缺陷(线性缺陷),随着显像时间的延长,显像剂在缺陷周围扩散,缺陷的边界变得模糊不清,缺陷颜色由黄绿色开始泛白,背景过重,缺陷尺寸变大,降低缺陷的可辨识度。
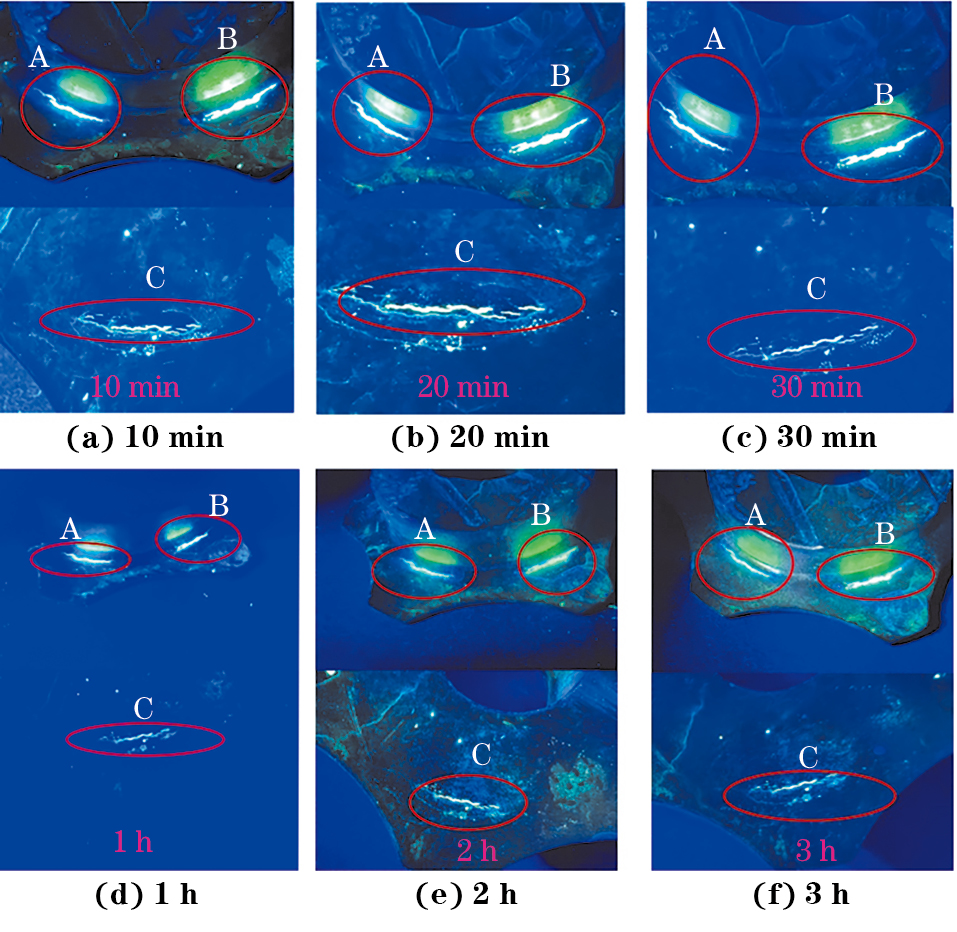
由图4可见,当铸件显像时间超过20min时,随着时间延长,出现过度显像,导致缺陷周围的显像剂吸附过多渗透液,使缺陷显示的尺寸较实际缺陷偏大,而造成对缺陷严重程度的误判。同时,过度显像使背景颜色加深,降低了缺陷与背景的对比度,影响了对缺陷的观察和识别。
由图5可见,随着显像时间的延长,缺陷边界模糊,显像剂持续吸附渗透液并扩散,导致缺陷边界的显像剂分布不再集中,线性缺陷的线条变得模糊,非连续性缺陷的边缘也变得不清晰。长时间的显像使铸件表面微小起伏、杂质或残留的渗透液被显像剂过度吸附,形成类似缺陷的显示,产生假缺陷信号,干扰对真实缺陷的判断。
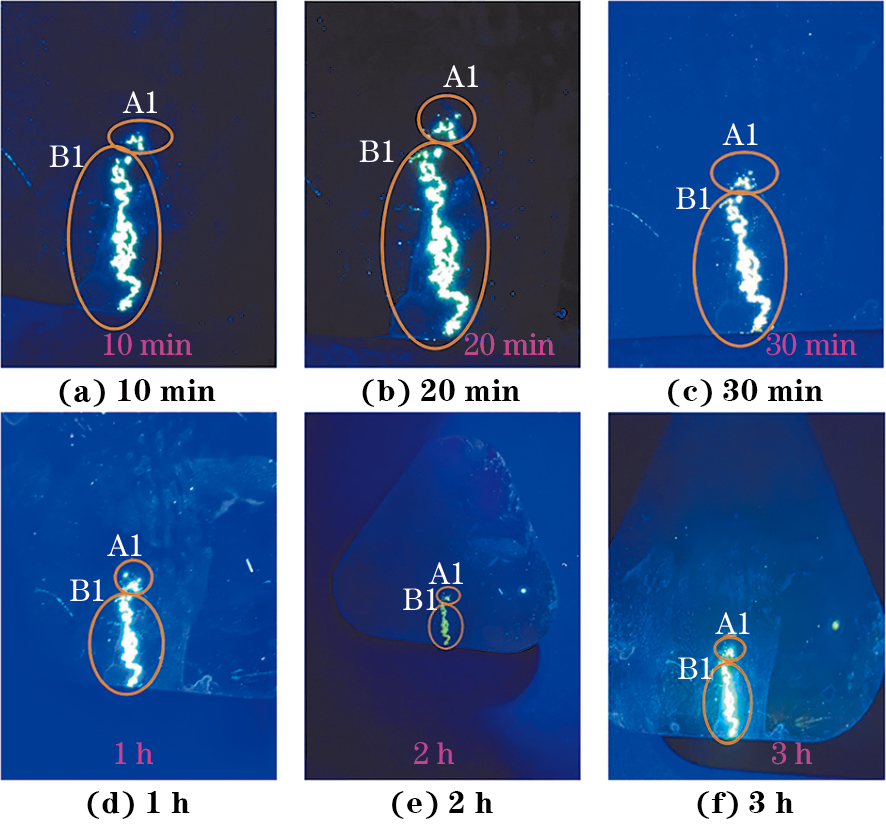
由图6可见,随着缺陷时间的延长,缺陷对比度降低,背景显像剂吸附量增加,背景颜色进一步加深,而缺陷处由于渗透液被过度吸附后扩散,与背景的对比度逐渐降低。
根据上述试验分析可知,显像时间延长将导致以下结果:① 过度扩散:显像剂在表面上过度扩散,导致缺陷的显示变得模糊不清;缺陷痕迹宽度变宽,使得分辨力下降,难以准确判断其尺寸和形状。② 过饱和:长时间的显像导致显像剂在缺陷处过度饱和,使得缺陷的显示过于强烈,甚至掩盖了一些细微的缺陷。③ 背景干扰:过长的显像时间可能会导致背景颜色变深,从而增加了对缺陷的识别难度。背景的干扰可能使缺陷的显示不够突出,容易被忽视或误判。
以钛合金铸件为研究对象,通过控制变量法,在荧光渗透检测系统其余各参数一致且满足标准要求的前提下,系统地研究了显像时间对荧光渗透检测结果的影响。通过对试验数据的分析,确定了使用HM-604型自乳化渗透液,D-90G型干粉显像剂对钛合金铸件进行渗透检测时,最佳的显像时间为20min。在该显像时间下,检测的灵敏度和准确性最高,保证了该条件下的渗透检测可靠性和可实施性。
文章来源——材料与测试网