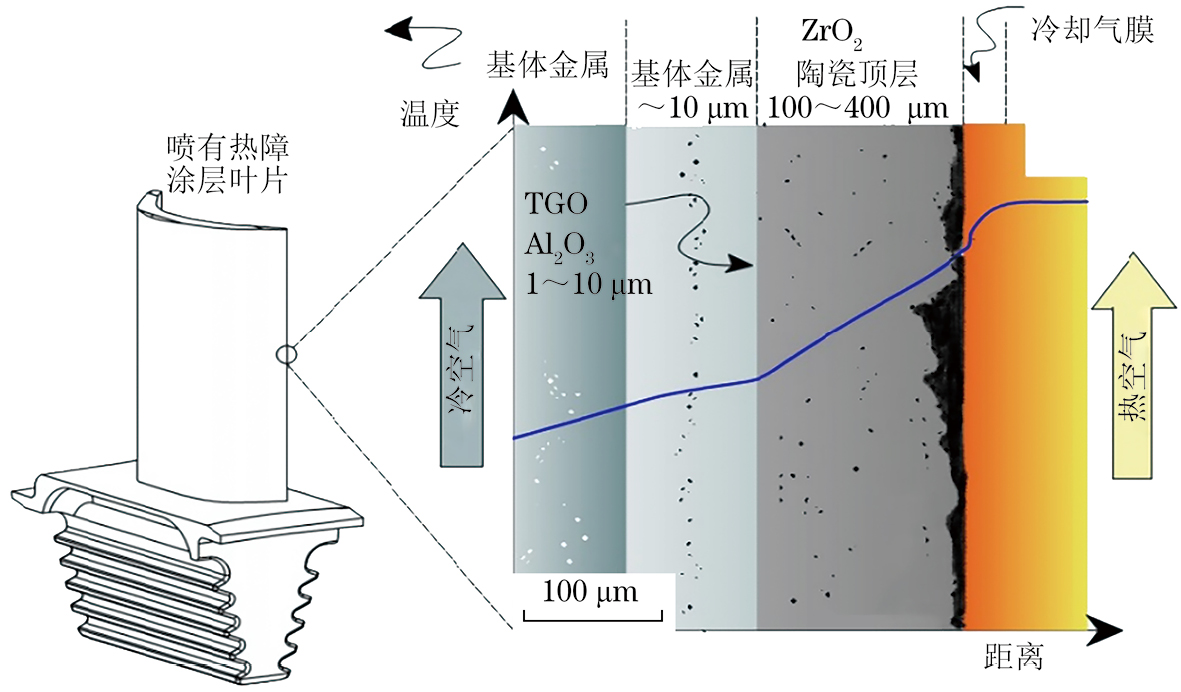
图 1热障涂层结构组成示意
2025-08-27 13:10:28
随着航空发动机技术的不断发展,涡轮前进气温度也越来越高,涡轮叶片等热部件面临高温、高速、高腐蚀以及高应力的严峻考验[1-2]。为了保证涡轮叶片等关键热部件能在恶劣环境中正常工作,需要在涡轮叶片等热部件的表面涂覆耐高温、抗腐蚀以及抗热氧化等性能的防护热障涂层,以提高工作温度和效率,减少燃油消耗,延长涡轮叶片等热端部件使用寿命,保障航空发动机安全可靠工作。
热障涂层具有导热系数小、气孔率低及熔点高的特性,是实现航空发动机热端部件高温防护的重要手段[3]。
热障涂层结构组成如图1所示,其主要由表面的陶瓷层以及与高温合金基体相连的黏结层构成。黏结层位于陶瓷层和基体之间,用于改善陶瓷层和基体的物理相容性,提高基体的抗氧化性;陶瓷层位于基体最表层,主要起到防护隔热作用。在高温高压的工作环境下,陶瓷层和黏结层之间还会产生热生长氧化层。
基于扫频涡流技术的涡轮叶片热障涂层厚度测量原理为:将通有交变电流的线圈接近涡轮叶片,根据电磁感应原理,涡轮叶片表面会感生出涡流,从而导致线圈中的电流发生改变,线圈中电流的大小与涡轮叶片热障涂层的厚度、电导率等自身参数相关。并且,扫频涡流技术基于涡流的趋肤效应,选用频率随时间变化的连续电流为激励电流,通过连续变化的激励频率检测不同厚度的多层涂层,在各个扫频频率上分别检波得到信号并在同一阻抗平面上显示输出,利用阻抗信号图的差异性进行甄别。其中,高的激励频率检测涡轮叶片表面的薄涂层,低的激励频率检测近表面的涂层。当涡轮叶片的磁感应响应频率与激励信号的频率相符时,涡流检测传感器产生的感应电动势将出现拐点,其幅值变化比其他频率响应信号的幅值变化更大,据此检测到多层结构的电导率、磁导率细微变化引起的感应电动势波动,然后通过“数据挖掘”功能,实现多层结构件的厚度测量。
用于涡轮叶片热障涂层厚度测量的扫频涡流仪结构主要包括扫频激励发生模块、扫频信号分离模块、放大滤波模块以及信号采集模块。所采用的扫频涡流仪需要具有很宽的测试频率,确保在检测过程中的激励频率是宽频且连续变化的,即在硬件上具有足够高的灵敏度且相对平坦的宽带频率特性。
在信号处理方面该仪器增加了“涡流数据挖掘”功能。由于涡轮叶片热障涂层厚度测量传感器输出的检测信号很微弱,同时包含多个频率成分以及各种噪声,因此需要对检测信号进行信号的频率分离以得到各个单频检测信号,再对单频信号进行放大滤波处理,以滤除其噪声成分,提取有效信号,同时使其信号的幅值与数据采集卡的量程相匹配,便于后续得到更精确的采集处理数据。在显示模式上,对于不同频率的激励,缺陷的响应信号都可以在同一屏幕上得到反映,并能直接数字显示涂层的各层厚度。
此次试验选用EEC-2030扫频涡流检测仪,该款仪器检测频率为64 Hz~30 MHz,具有多频、扫频、混频、异或、叠加等多种数据融合处理功能,且具备正交检波能力,检测精度可到微米级别,能满足涡轮叶片多层涂层厚度的测量要求。
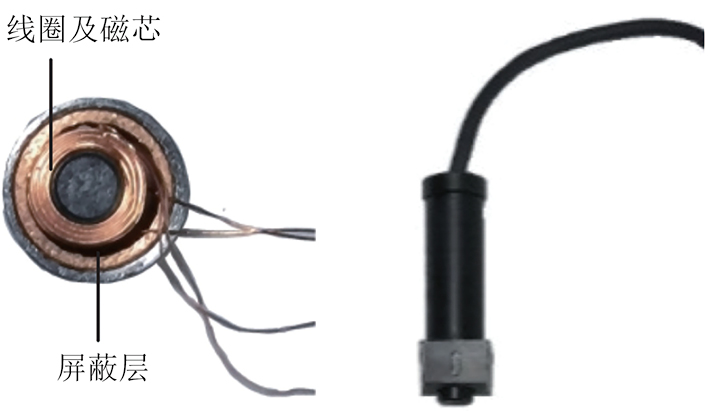
检测探头的灵敏度对整个检测系统的精度有着决定性的影响,而探头的结构尺寸又影响探头的灵敏度。检测探头由激励线圈和检测线圈组成,为了满足热障涂层厚度高频检测的要求,必须控制线圈匝数的数量,实现探头小型化。检测探头采用传统的圆柱形线圈结构;同时,建立圆柱形检测线圈正弦激励下的高频涡流解析模型,用于信号反演的求解、信号的仿真、激励频率的选取等。
检测探头线圈的匝数、高度、线径等结构参数变化会对测厚信号产生影响,分别对3个参数进行仿真优化研究,确定陶瓷层测厚线圈结构参数。通常黏结层和基体电磁参数、结构参数为定常量,对不同范围内的陶瓷层厚度进行参数化扫描,分别研究上述参数变化对品质因数、陶瓷层厚度、黏结层厚度信号的影响,确定检测探头选用漆包线线径及线圈外径、内径、高度、匝数等结构参数。检测探头采用了弹压式结构,保证传感器尽可能地与被检曲面紧贴,避免探头提离间隙,线圈缠绕于锌锰铁氧体磁芯上,线圈外设置铁磁性屏蔽套,使磁场聚集并屏蔽磁场向外扩散,有助于提高多层涂层测量的精度和检测的灵敏度。探头结构如图2所示。
对比试件的喷涂材料和多层涂层结构严格按照真实涂层要求来制作,试件基体材料为高温合金GH1140,黏结层材料为NiCrAlY,采用等离子喷涂技术制备,表面涂层为ZrO2材料的陶瓷层,试件陶瓷层不导电,基体、黏结层导电。模拟制作6种不同涂层厚度对比试件,涂层厚度为0~120 μm,通过电火花线切割对比试件,采用扫描电镜来测量对比试件断面涂层的实际厚度,从而标定对比试件涂层的厚度。6种对比试件涂层厚度分别为0>40,60,80,10,120 μm,其实物如图3所示。
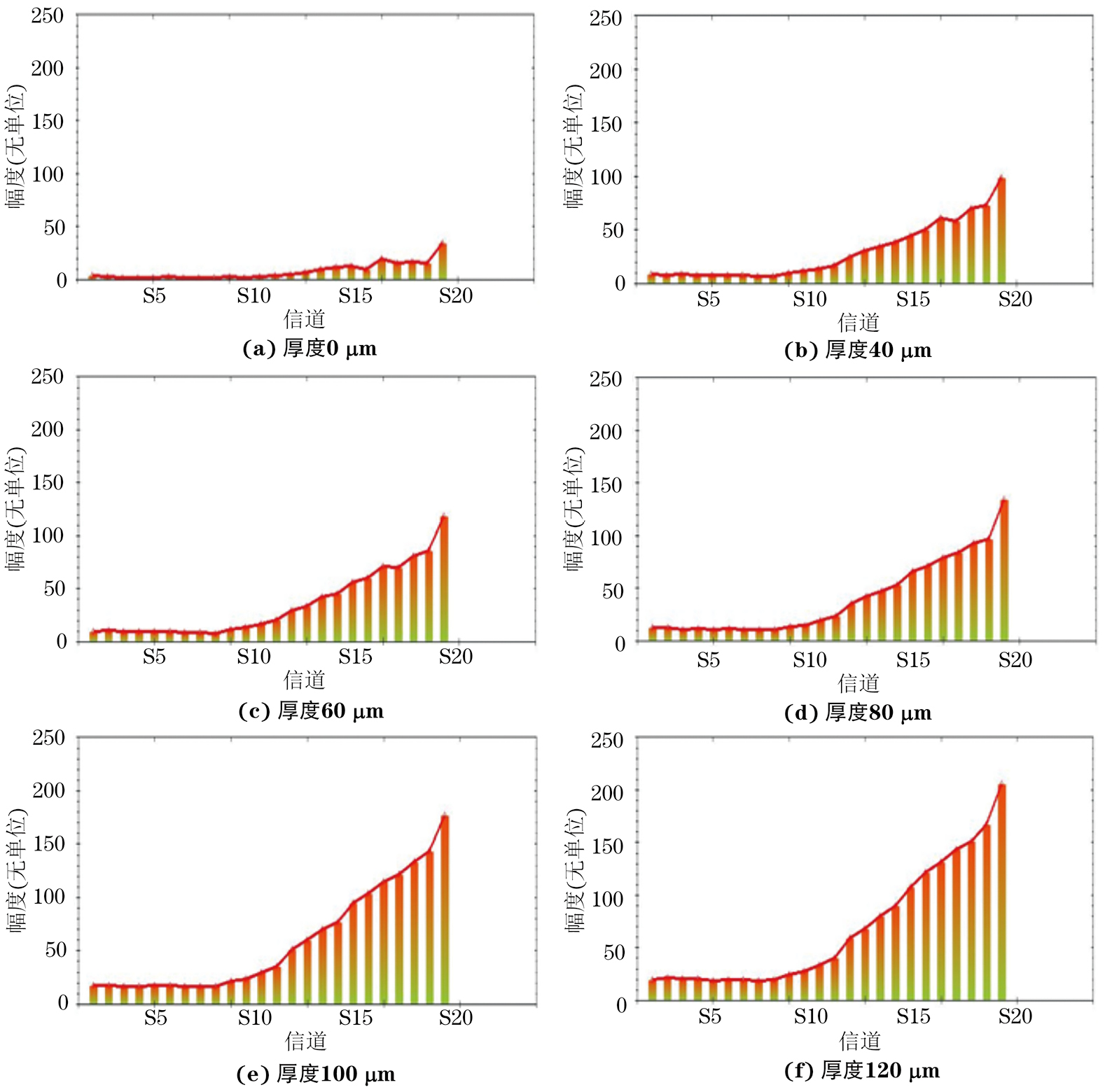
(1)试验一。分别对厚度为0~120 μm的6种不同厚度涂层对比试件进行检测试验。试验结果如图4所示,从图4可知,当激励频率在10 MHz以下时,不同厚度涂层检测信号的幅值没有明显差异,随着激励频率逐步提高,检测信号的幅值差异逐渐加大。
(2)试验二。分别对6种不同厚度涂层对比试件进行厚度测量试验。首先,根据已知涂层厚度的试块调整仪器的频率范围、扫频点数、滤波、相位和灵敏度等参数,建立涂层厚度的标定曲线。对于多层涂层厚度测量,制作每一层(包括黏结层和陶瓷层)涂层厚度的标定曲线。其次,根据待测对比试件的涂层面积、曲率及检测精度要求,规划布置检测点。接着,对规划的监测点进行逐点扫查检测,并保存每个检测点的扫频涡流信号数据。最后,通过涂层厚度的标定曲线和每个检测点的扫频涡流检测信号的数据对比分析,得出每个检测点的涂层厚度值。仪器厚度测量数据与对比试件标定值的比较如表1所示。从表1中数据可知,陶瓷层测量值与陶瓷层标定值数值接近,最大偏差仅为12.1%;黏结层测量值与黏结层标定值数值相差较大,最大偏差为28.6%。涂层厚度偏差的主要原因有以下两点:①涂层制备过程造成涂层自身厚度制备不均匀,离散性大,试件金相分析涂层标定值(截面)与检测部位涂层实际厚度值存在偏离;②黏结层测量值误差偏大,可能是黏结层是导电材料,位于对比试件的近表面,检测频率低,而陶瓷层是非导电材料,位于对比试件的外表面,检测频率高,检测精度更高。
提出一种热障涂层厚度的扫频涡流技术测量方法,实现了涡轮叶片热障涂层厚度的高效精确测量。具体结论如下。
(1)在超高频扫频模式下,扫频涡流技术不仅能够测量热障涂层的整体厚度,还能区分并测量陶瓷层厚度和黏接层厚度,测量精度更高。
(2)热障涂层外表面的陶瓷层厚度测量准确度高,次表面的黏接层厚度测量偏差稍大,原因可能是黏接层为导电材料,位于对比试件内部,而陶瓷层为非导电材料,位于对比试件表面,与涡流的电磁特性和趋肤效应有关。
(3)专业化的仪器硬件设计及信号处理算法,能够提高激励频率,降低检测噪声;通过建立基于阻抗平面信号的“数据挖掘”模型,能够减小涂层厚度测量误差,满足工程实际检测要求。
文章来源——材料与测试网