表 1AlSi10Mg合金粉末的化学成分
Table 1.Chemical composition of AlSi10Mg alloy powder
2025-08-15 10:11:49
铝合金具有优异的比强度及刚度、高导热性和导电性以及良好的成形性,是理想的轻量化材料。其中,亚共晶AlSi10Mg合金具有优异的铸造性能、良好的力学性能和耐腐蚀性能,越来越多地应用于汽车、航空航天等领域[1-2]。
激光选区熔化(SLM)是最常用的金属增材制造技术之一,通过激光束熔化沉积材料逐层构建实现零件直接成形,可用于制造几何形状复杂和高度集成的零件[3-5],在合适的工艺参数下,可以获得非常高的相对密度[6-8]。AlSi10Mg合金因熔体流动性突出,共晶凝固温度场窄,非常适合SLM成形[9-10]。近年来有关SLM成形AlSi10Mg合金的组织和性能研究较多[11]。KEMPEN等[12]通过优化工艺参数制备出近乎完全致密的AlSi10Mg合金。孙靖等[13]研究发现,采用平板式扫描方法在预热至80℃的基板上SLM成形的AlSi10Mg合金的抗拉强度能够达到380MPa,但断后伸长率仅维持在3%的水平。SLM成形零件具有更高的强度,但延展性较低,可通过对成形件进行热处理来调整[14-16]。研究[17]发现,T6热处理可在不显著减小抗拉强度的前提下显著提高SLM成形AlSi10Mg合金的延展性。LI等[18]研究发现,在150~180℃之间进行人工时效处理,可形成Mg2Si等析出相,产生析出强化效应,降低SLM成形AlSi10Mg合金的抗拉强度和屈服强度,提升断裂应变。侯伟等[19]对SLM成形铝合金进行了300℃×2h的退火处理,发现退火后合金不仅保持了较高的强度,断后伸长率也提升到了7%。退火热处理可以平衡材料的强度和塑性,但强塑性匹配仍有提升空间,且退火温度的影响也需深入研究。作者采用SLM技术成形AlSi10Mg合金,并进行不同温度下的退火处理,研究了退火温度对合金显微组织和性能的影响,以期为SLM成形AlSi10Mg合金的实际应用提供参考。
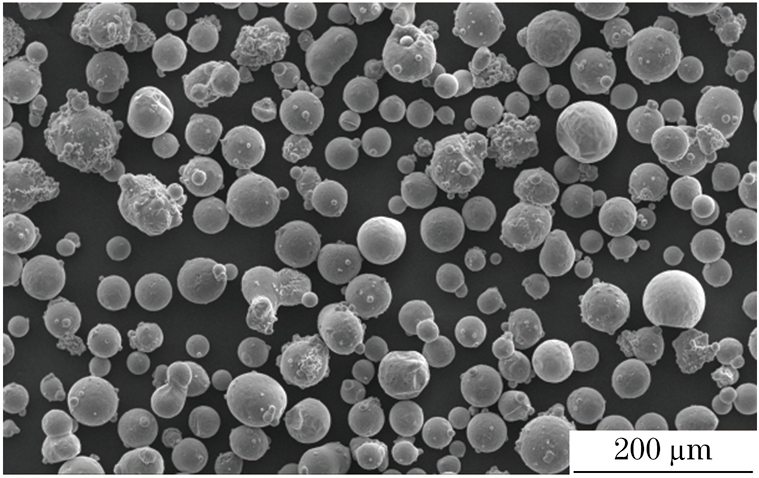
试验原料为AlSi10Mg合金粉末,化学成分见表1,微观形貌如图1所示。可见:合金粉末多呈球形,少量呈椭球形,部分颗粒上附着小颗粒呈卫星状,粉末粒径在20.94~64.84μm。
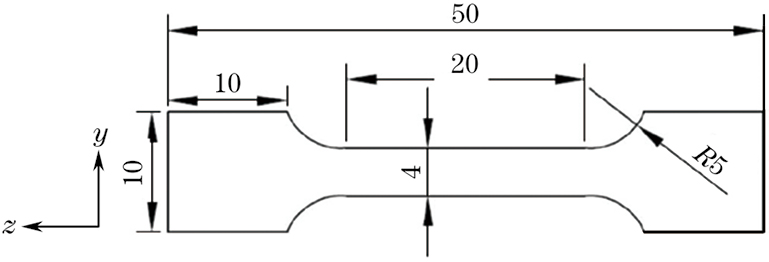
采用ISLM420DH型激光选区熔化成形设备制备块状AlSi10Mg合金试样,采用垂直打印激光扫描方式,激光功率为300~380W,光斑直径为0.12mm,扫描速度为500~2000mm·s−1,扫描间距为0.15~0.18mm,铺粉层厚度为40μm,保护气体为纯度99.99%的氩气,成形方向垂直于基板。将成形试样在SX2-2.5-10型箱式电阻炉中进行退火,退火温度分别为260,270,280,290,300℃,保温时间为2h,随炉冷却。在退火态试样上取样,对垂直于成形方向和平行于成形方向的平面进行粗磨、细磨、抛光,用Keller试剂腐蚀20s,采用GMW-500型光学显微镜和Phenom-XL-G20型扫描电镜(SEM)观察显微组织。采用HVS-100A型维氏硬度计测试表面显微硬度,载荷为1.96 N,保载时间为15s,测10个点取平均值。采用AL-2700B型X射线衍射仪(XRD)进行物相分析,铜靶,Kα射线,工作电压为40kV,电流40mA,扫描范围为20°~110°,扫描速率为5(°)·min−1。根据GB/T 228.1—2010《金属材料 拉伸试验 第1部分:室温试验方法》,制取尺寸如图2所示的拉伸试样,长度方向垂直于成形方向,采用WDT-30型万能试验机进行准静态拉伸试验,拉伸速度为0.5mm·s−1。采用Phenom-XL-G20型扫描电镜观察拉伸断口形貌。
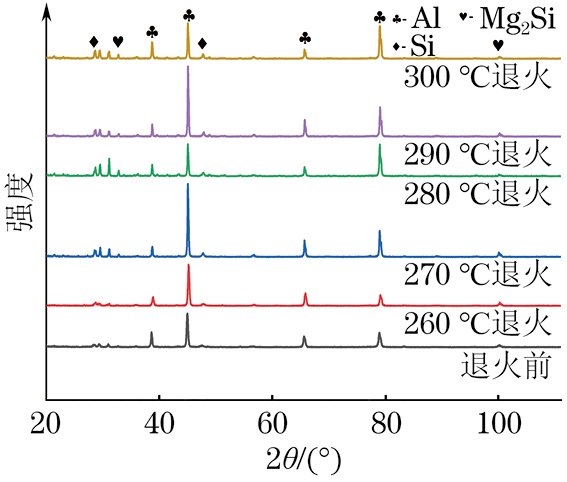
由图3可见:不同温度退火前后SLM成形AlSi10Mg合金均主要由α-Al相、硅相和少量Mg2Si相组成;相比退火前,退火后铝的衍射峰右移,且偏移量随退火温度升高而增大。SLM沉积时熔池凝固极快,易形成过饱和固溶体,硅原子取代铝原子引起铝晶格畸变;通过退火处理,过饱和硅原子逐渐从固溶体中析出,减小了铝晶格畸变。由于铝原子半径大于硅原子,退火后硅的析出导致铝衍射峰位置向更大角度移动;退火温度的提升有助于促进硅的析出,使得晶格畸变进一步减弱,衍射峰向右偏移的幅度增大。
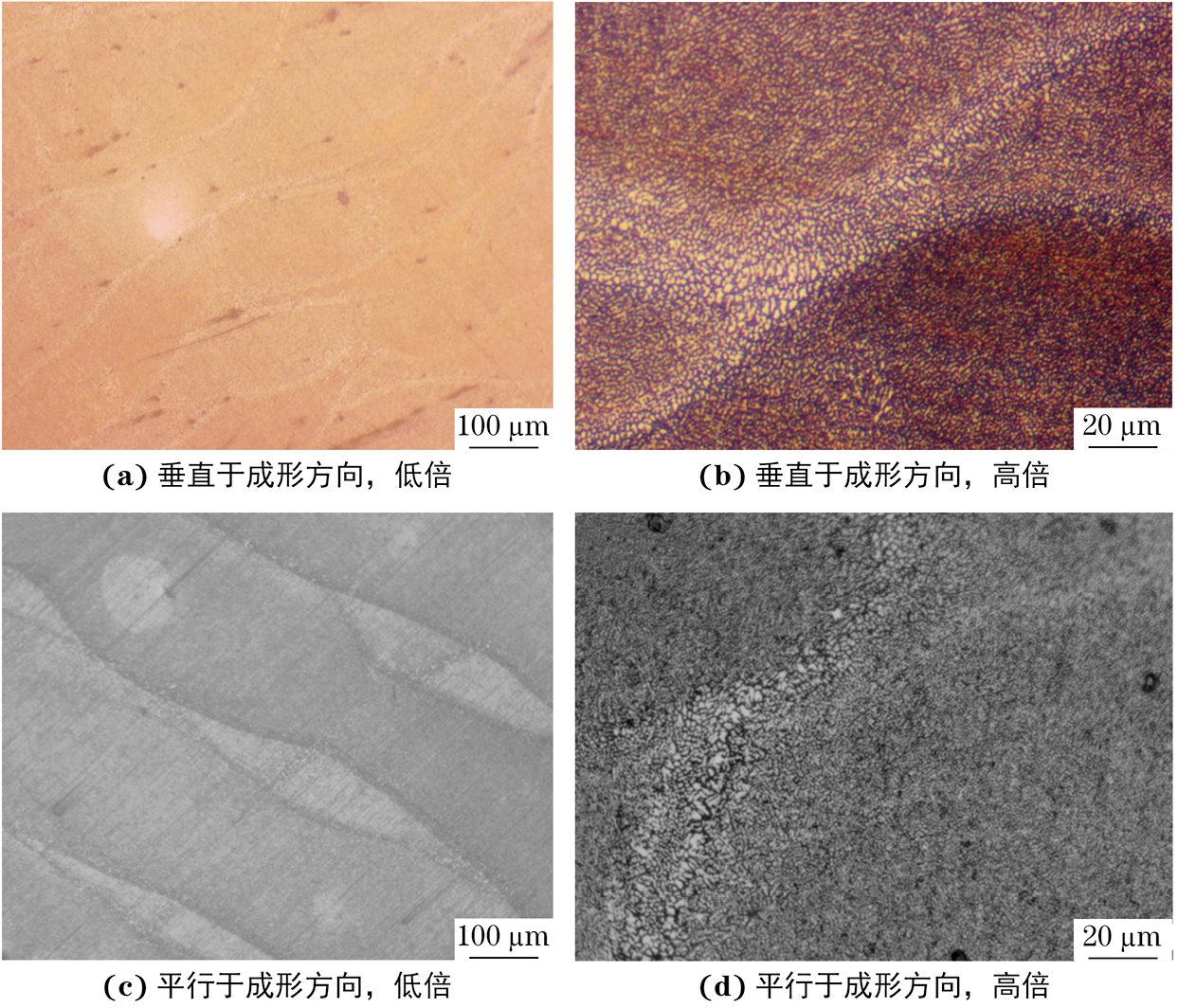
图4中明亮区域为铝固溶体,深色区域为硅。由图4可知:SLM成形AlSi10Mg合金(沉积态)晶粒细小,呈典型的柱状枝晶组织形貌;垂直于成形方向上熔池形状明显,晶界间孔隙不明显,平行于成形方向上相对均匀,无明显的孔洞缺陷,熔池呈鱼鳞状连接,各鳞格内熔池边界排列多向性显著。
由图5可见:相比退火前,退火后合金中硅的分布更密集,且随着退火温度升高,硅的聚集长大趋势愈发显著,分布愈发密集;当退火温度为260 °C时,硅晶粒开始在铝基体之间析出,呈颗粒状且尺寸较小,随着退火温度升高,硅不断析出并逐渐增大,当退火温度达到300℃时,除了相的聚集和长大之外,还观察到硅颗粒一定程度的粗化过程,此过程减弱了细晶强化与固溶强化效果[20-21]。
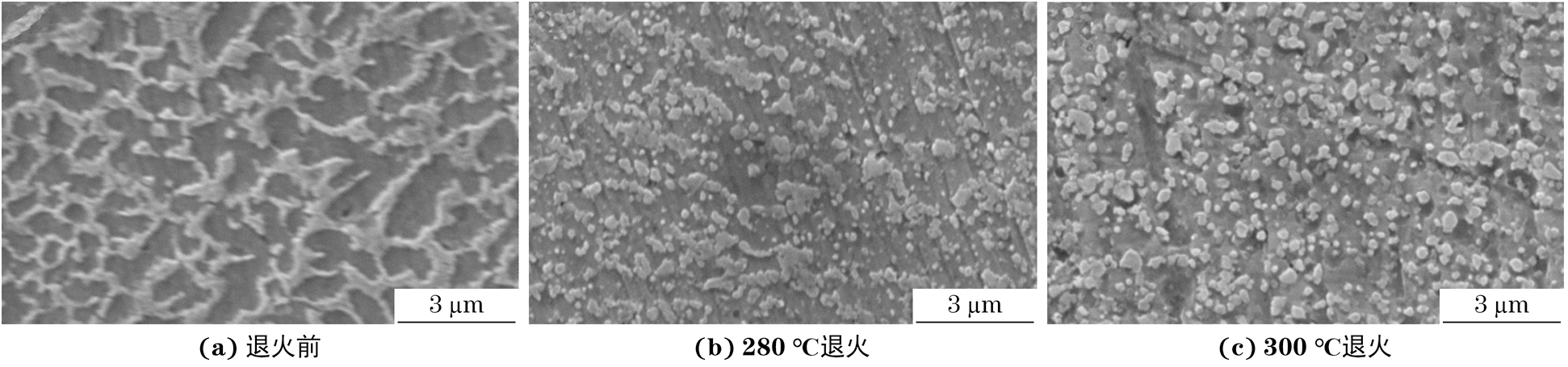
图6中深色区域为铝基体,白色网状组织为共晶硅,白色细小弥散颗粒为二次硅颗粒。由图6可见:退火前,熔池边界保持网状共晶硅组织特征;280℃退火后,网状结构不再连续,呈现出断续链状分布;300℃退火后,链状硅颗粒的球化粗化现象加剧,最终演化为均匀散布在铝基体中的共晶硅颗粒,原先均匀分布于铝基体的细小二次硅颗粒几乎完全消失。退火过程中,共晶硅组织发生Ostwald熟化[22-23],即在保持总体积不变的情况下,大颗粒吸收小颗粒以减少总表面积并降低界面能,从而发生粗化和球化。随着退火温度升高,粗化和球化趋势增强。
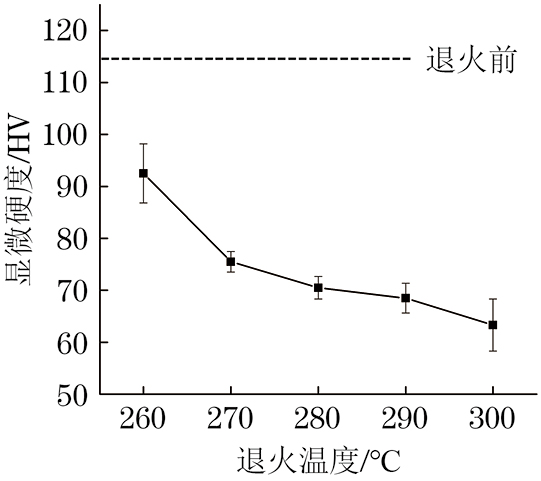
由图7可见:退火后SLM成形AlSi10Mg合金的显微硬度低于退火前,且硬度随退火温度升高而降低。这是因为退火前硅过饱和固溶于铝基体中,产生了较大固溶强化效应,退火后过饱和固溶硅析出,固溶强化效应减弱,因此硬度降低;随着退火温度升高,固溶强化效应进一步减弱,并且,晶粒长大,因此硬度持续下降。
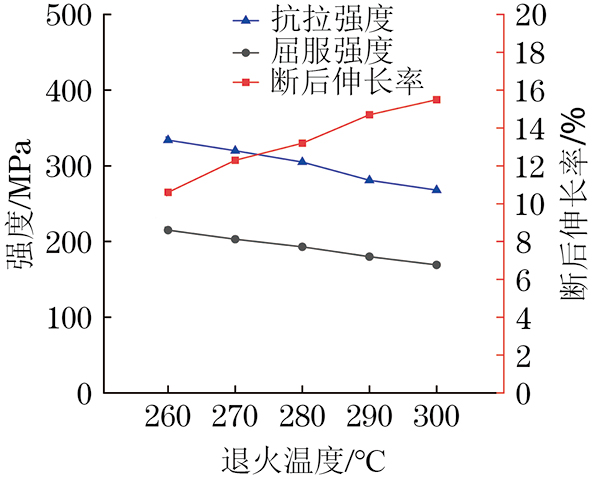
SLM成形AlSi10Mg合金(沉积态)的抗拉强度、屈服强度和断后伸长率分别为472MPa,311MPa,4.0%。由图8可见:退火后SLM成形AlSi10Mg合金的抗拉强度和屈服强度相比退火前减小,断后伸长率增大;随着退火温度升高,抗拉强度和屈服强度持续减小,断后伸长率显著增大,当退火温度从260℃提高至300℃时,断后伸长率从10.6%增大至15.5%。SLM成形过程具有快速熔凝特性,导致晶粒尺寸显著细化,产生显著的细晶强化效果,此外,在快速非平衡凝固过程中,铝基体内原位析出的高密度纳米级硅弥散相,通过Orowan强化机制进一步提升了合金强度;退火时过饱和固溶硅逐渐从铝基体中析出,导致固溶强化效应减弱,此外,硅晶粒发生聚集与长大,细晶强化效应减弱,导致强度降低而塑性提升。
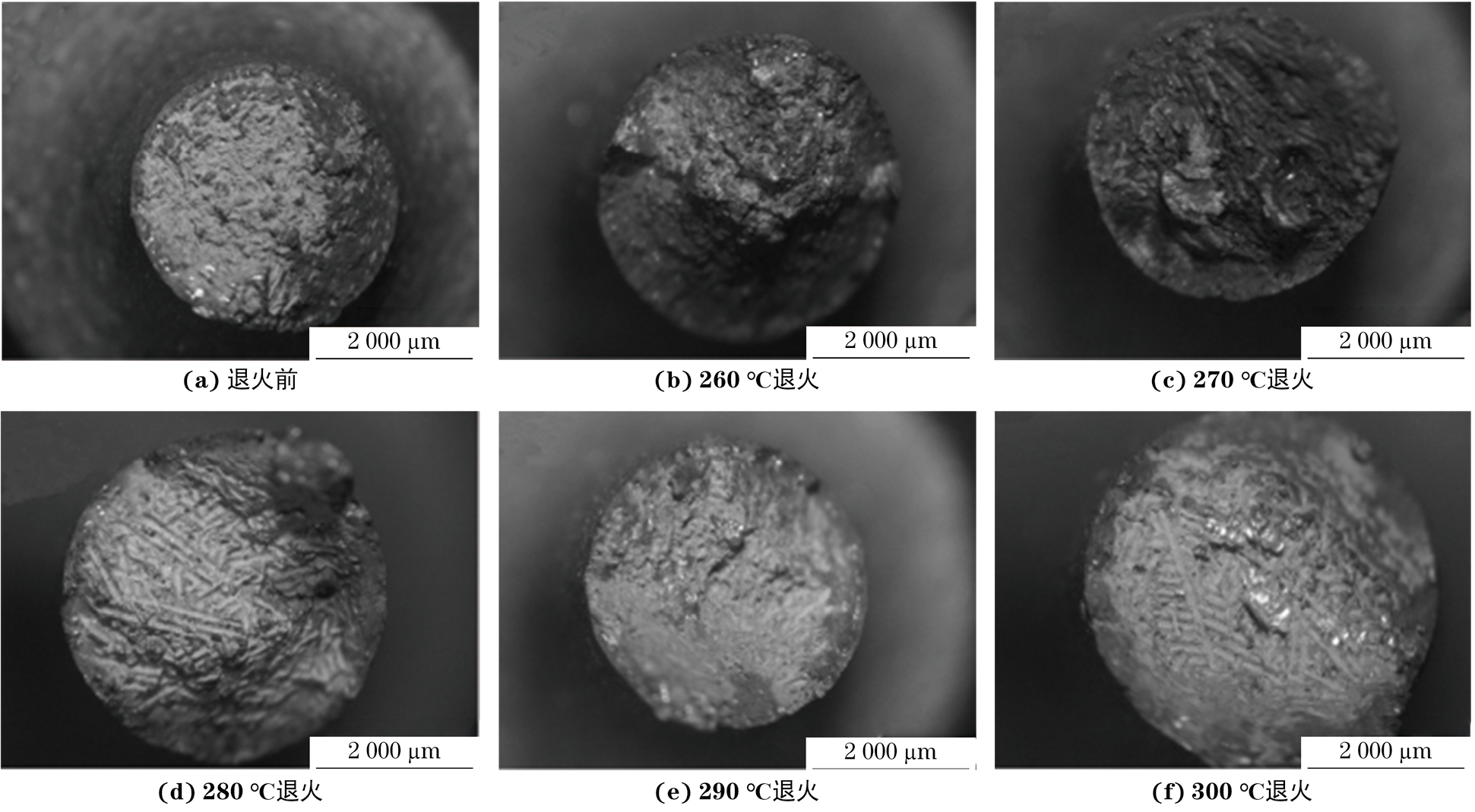
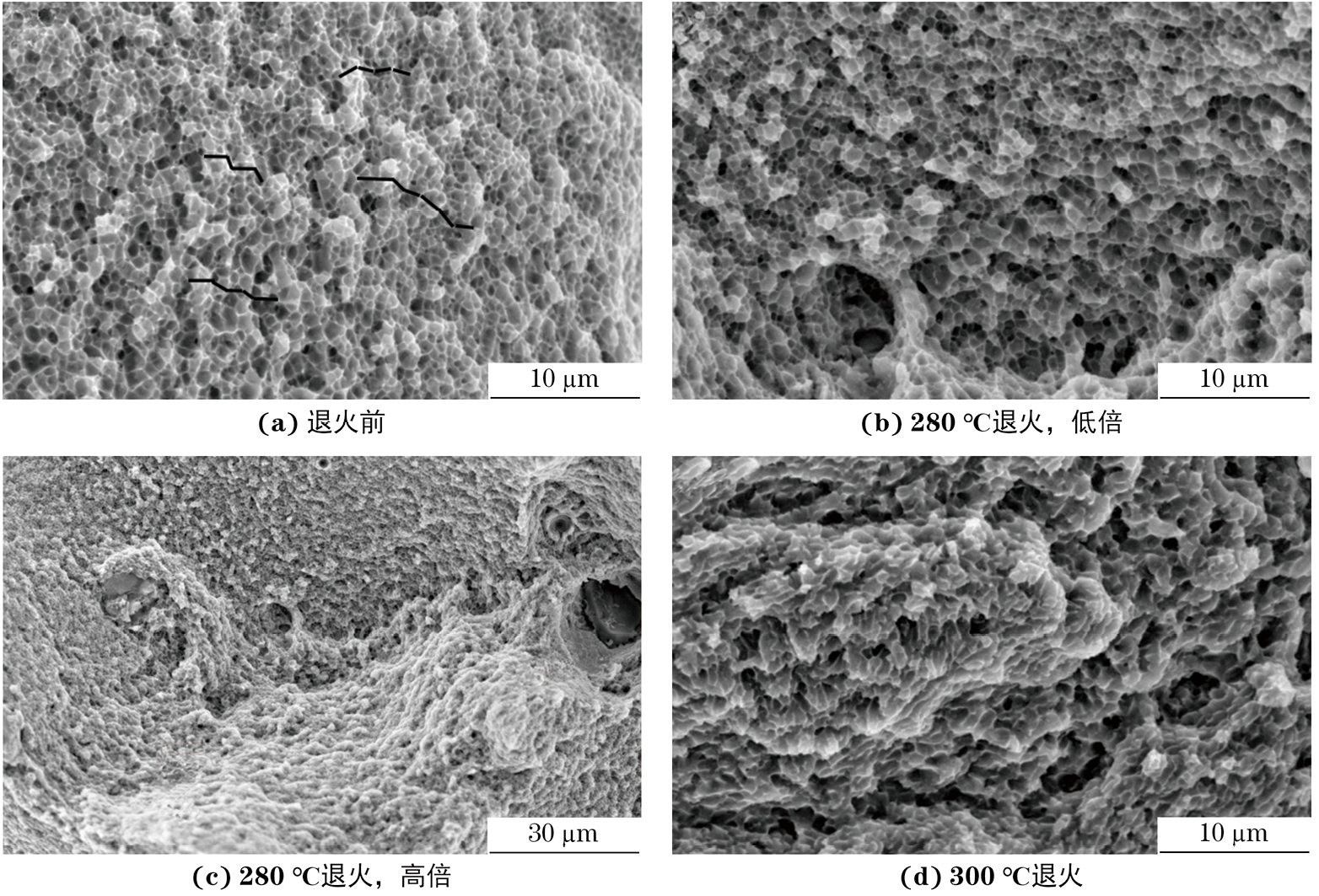
由图9可见:SLM成形AlSi10Mg合金(沉积态)的拉伸断口平整,退火后且随着退火温度升高,断口表面更为平滑,孔洞及裂纹等缺陷的尺寸增大。裂纹通常萌生于微小缺陷处,在外加拉应力作用下沿铝基体与铝硅共晶组织之间的界面扩展。退火前合金中铝硅共晶组织形成的网状结构会阻碍裂纹的进一步扩展;退火后,铝硅共晶网状结构发生断裂,裂纹萌生不受限于晶粒边界,缺陷生长空间充足,因此,断口表面更平滑且缺陷尺寸增大。
由图10可见:SLM成形AlSi10Mg合金(沉积态)的拉伸断口处存在韧窝,还存在规则阶梯状解理面,表现出韧性断裂与脆性断裂的混合特征;当退火温度为300℃时,韧窝平均尺寸较大;当退火温度为260℃时,断口出现气孔和亚微米级“胞状”凸起的大尺寸氧化物。熔体内部残留的气体阻碍了熔体的凝固补缩过程,最终导致空洞的产生,这会对合金的整体性能造成不良影响[24]。
(1)不同温度退火前后激光选区熔化成形AlSi10Mg合金均主要由α-Al、硅和Mg2Si相组成;相比退火前,退火后晶格畸变减弱,随着退火温度升高,减弱程度增大。
(2)退火前SLM成形AlSi10Mg合金晶粒细小,网状共晶硅均匀分布,二次硅颗粒弥散分布在铝基体内;退火后且随着退火温度升高,网状共晶硅发生断裂、粗化和球化,二次硅颗粒数量减少,直至几乎消失。
(3)退火后SLM成形AlSi10Mg合金的强度相比退火前减小,断后伸长率增大;随着退火温度升高,合金的显微硬度、抗拉强度和屈服强度减小,断后伸长率增大。
文章来源——材料与测试网