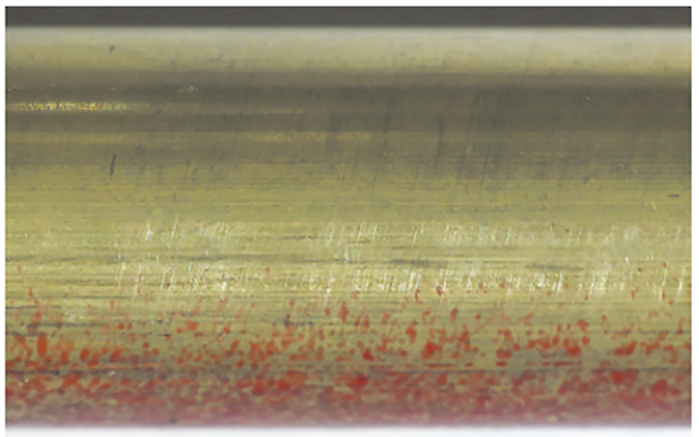
图 1涡流检测出现异常杂波棒材宏观形貌
2025-09-24 10:23:25
某复杂铜合金棒材在涡流检测过程中出现规律性异常杂波。该铜合金棒材的生产工艺为铸造→热挤压→冷拔→退火→矫直。针对此问题,笔者采用一系列理化检验方法对该批次棒材涡流检测异常杂波的产生原因进行分析,并提出相应预防措施,以避免同类问题再次发生。
涡流检测出现异常杂波棒材的宏观形貌如图1所示。棒材在长度方向上的异常杂波高度及间距均具有较明显的规律性。由图1可知:长度方向上存在规律分布的螺旋状痕迹,结合棒材生产工艺分析,该螺旋状痕迹产生于矫直工序。
从涡流检测出现异常杂波的棒材上取样,对试样进行化学成分分析,结果如表1所示。由表1可知:其化学成分符合GB/T 5231—2022《加工铜及铜合金牌号和化学成分》对HMn58-3-2-0.8铜合金的要求。
按照GB/T 31310—2014《金属材料 残余应力测定 钻孔应变法》,对涡流检测异常杂波的棒材进行残余应力测试。试样直径为12 mm、长度为150 mm,在棒材外表面距端部1/3处沿对侧位置(共4个测点)粘贴应变片,测试结果如表2所示。由表2可知:该棒材的残余应力分布波动较大,其中两个测点存在较大压应力,另外两个测点的应力较小。
从涡流检测出现异常杂波的棒材上截取并制备金相试样,采用三氯化铁盐酸水溶液腐蚀后,将试样置于光学显微镜下观察,结果如图2所示。由图2可知:该棒材的显微组织由均匀分布的β相基体组成,β相晶界及晶内分布着针状和颗粒状的α相,并可见沿塑性加工变形方向分布的浅蓝色棒状锰硅相,未见明显缺陷及组织不均匀现象。
按照GB/T 4340.1—2024《金属材料 维氏硬度试验 第1部分:试验方法》,对涡流检测出现异常杂波的棒材进行硬度测试。在棒材横截面1/2半径处,采用9.8 N的试验载荷进行测试,结果如表3所示。由表3可知:该棒材的硬度分布较为均匀,符合产品技术要求。
综合检测结果表明,该批次涡流检测出现异常杂波棒材的化学成分、硬度和显微组织均符合技术要求,但其表面残余应力测试结果出现显著波动。根据涡流检测原理[1-2],残余应力通过改变原子间距和晶格畸变影响了材料的电导率[3],进而干扰了涡流信号。棒材表面呈现规律性螺旋状矫直痕迹,残余应力检测结果呈交替变化特征,这与异常杂波的规律性高度吻合[4-6]。经工艺排查发现,该异常源于矫直前棒材外径偏大、矫直机辊缝设置不当及压下量过大等工艺参数偏差,导致棒材表面形成周期性应力分布,最终引发涡流检测异常。这一发现为后续工艺优化提供了明确方向。
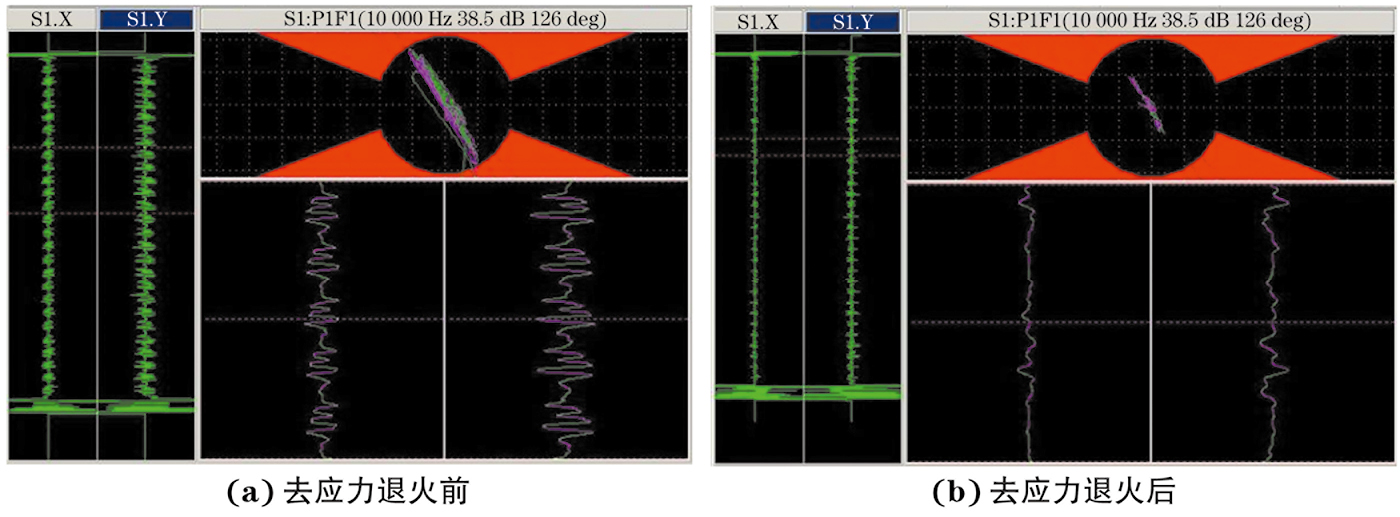
将涡流检测出现异常杂波的棒材进行去应力退火,退火后再次对其进行涡流检测,规律性异常杂波高度显著降低,但仍然存在(见图3)。
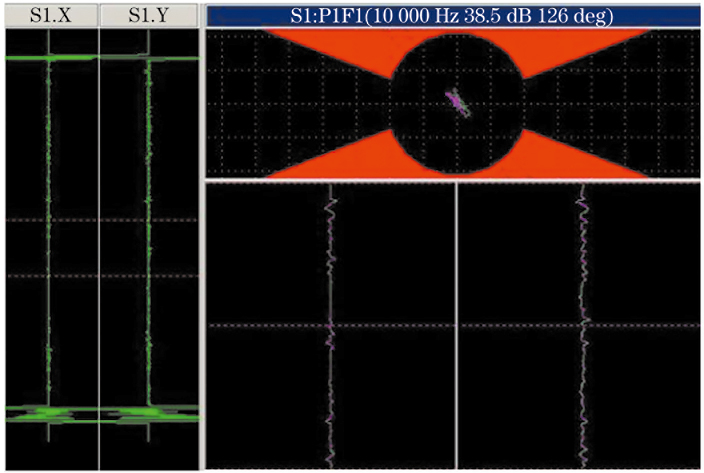
通过调整矫直工艺参数(根据棒材实际外径重新设定矫直辊辊缝)后,再次对涡流检测出现异常杂波棒材的同批次产品进行矫直处理。涡流检测结果显示:棒材表面无规律性异常杂波,检测波形如图4所示,验证了工艺调整的有效性。
(1)涡流检测出现异常杂波棒材的初始外径偏大且矫直辊缝设置过小,导致矫直时压下量过大,在棒材表面形成明显的规律性矫直痕迹,并产生残余应力,从而在涡流检测时出现规律性异常杂波信号。
(2)对异常杂波棒材进行去应力退火处理后再次检测,发现异常杂波信号幅值有所降低但仍未完全消除,表明退火处理可缓解矫直产生的部分残余应力,但无法彻底消除其影响。
(3)针对同批次棒材,通过优化矫直工艺参数后重新矫直,经涡流检测确认该批次棒材的异常杂波信号完全消失。
(4)建议在生产过程中,根据每批次产品的实际尺寸情况动态调整矫直工艺参数,严格控制矫直压下量,以避免因工艺参数不当导致残余应力增大和涡流检测异常的现象。
文章来源——材料与测试网