图 1端子异常线状痕迹区域表面宏观形貌
2025-08-04 10:39:29
铁路行业机车的运行环境复杂,故其安全性尤为重要。铜管接线端子在机车上广泛使用,尤其是机车主电路均采用铜管接线端子压接的方式与设备连接[1]。在电气连接工艺技术中,焊接时需要助焊剂、焊料等辅料,且电烙铁的温度达到350 ℃以上,被焊件容易发生氧化。绕接仅适用于小线连接,适用范围较窄,而压接解决了以上问题,通过设备提供的压力挤压端子与导线,金属间会发生塑性变形,即可形成稳定的机械、电气连接[2]。软连线起导流的作用,两端压接有用于固定软连线的端子,端子由规格为14.5 mm×2.2 mm(外径×壁厚)的铜管(牌号为T2)压折弯曲而成,软连线两端分别压接有0°和45°端子,成型后端子表面进行了镀锡防护处理。0°端子与接线板连接(固定端),45°端子与铝托架平面连接(活动端)。接线端子长期裸露在室外自然环境中,受风雨、振动、引线重力等因素的影响,其对导电性能、力学性能和抗腐蚀性能的要求均较高[3]。
吕中宾等[4]研究发现安装施工时,引线的偏移量越大,接线端子所受的应力越大。郑准备等[5]研究发现接线端子的抗腐蚀性能因镀层的材料和厚度不同有较大差异。HE等[6]研究发现随着刚度的增大,接线端子的地震响应逐渐降低。然而,在服役过程中,接线端子外抱箍表面开裂的问题仍没有完全解决。何喜梅等[7]研究了压接高度对端子压接质量的影响。叶中飞等[8]研究了压接对称度对压接点应力的影响。聂显鹏等[9]研究发现轮轨振动带来的冲击越大,接线端子受到的应力越大,对接地端子的疲劳寿命影响越大。受运行环境、加工和装配工艺等因素的影响,接线端子在服役过程中易出现接触面氧化脏污、通流能力不足、连接结构失效等问题[10]。李舜尧[11]研究了铜端子与铝导线之间的超声波焊接连接。王延涛[12]研究了线束连接器端子和多芯导线的冷压接与焊接连接的连接方式不同的影响。张善霞等[13]利用电刷镀工艺对接线端子表面缺陷进行修复,研究修复后接线端子的电气性能和耐腐蚀性。软连线端子异常磨损发生于铝托架连接的45°端子圆角部位(活动端)。端子角度为45°是最优选的,可以防止软连线随铝托架活动时对端子产生拉拽现象,确保设备工作时软连线不与其他设备相互干涉。随着城市轨道交通领域技术的不断发展,地铁列车的服役里程逐渐延长,而其外部运行环境及线路条件也随之发生变化,转向架承载部件断裂故障不断发生,且呈日趋增多的趋势[14-17]。
笔者采用一系列理化检验方法分析了端子异常磨损的原因,提出了优化改进措施,解决了端子疲劳寿命过短的问题,为铁路行业城轨车辆用铜管冷压接线端子的制造加工检查提供了参考,对铜管冷压接线端子的制造具有重大意义。
将端子拆卸后,端子异常线状痕迹区域表面宏观形貌如图1所示。由图1可知:异常线状痕迹区域存在宽度约为5 mm的划痕,划痕位于端子折弯处。
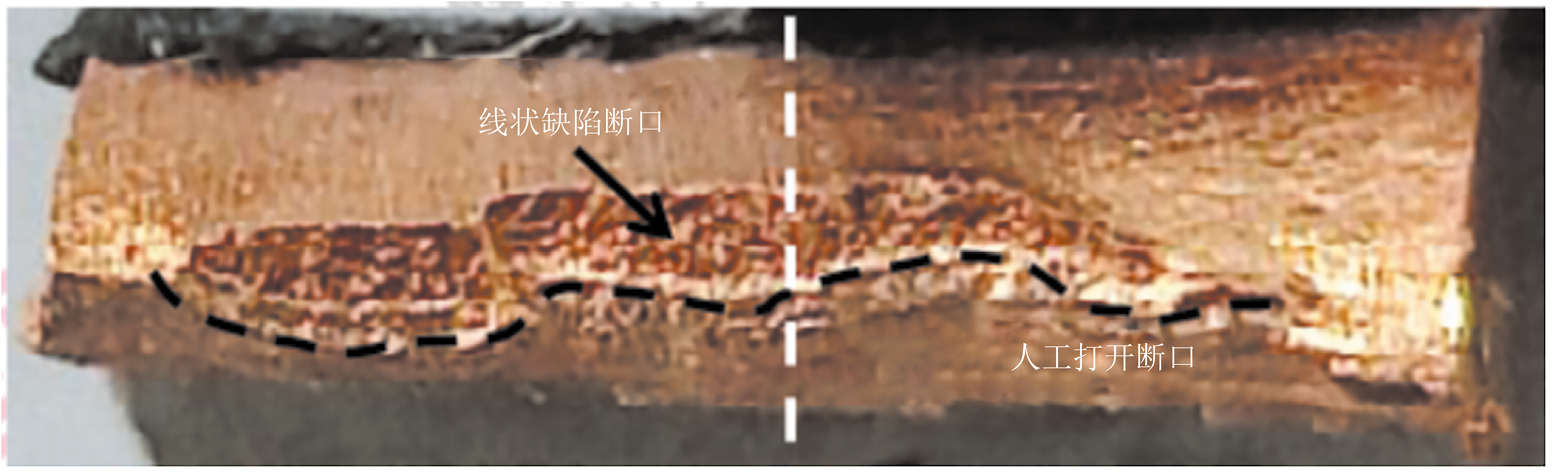
将端子异常线状痕迹区域纵向剖切,再横向打开,用乙醇溶液超声清洗断口,观察横向断口的宏观形貌,结果如图2所示。由图2可知:端子异常线状痕迹区域存在长度约为8 mm、最大深度约为1 mm的断口区,断口颜色较暗,可见疲劳特征;非异常线状痕迹区域人工断口呈金属光泽的铜黄色。
采用电感耦合等离子体发射光谱仪对端子的化学成分进行分析,结果如表1所示。由表1可知:端子的化学成分符合GB/T 5231—2012《加工铜及铜合金牌号和化学成分》的要求。
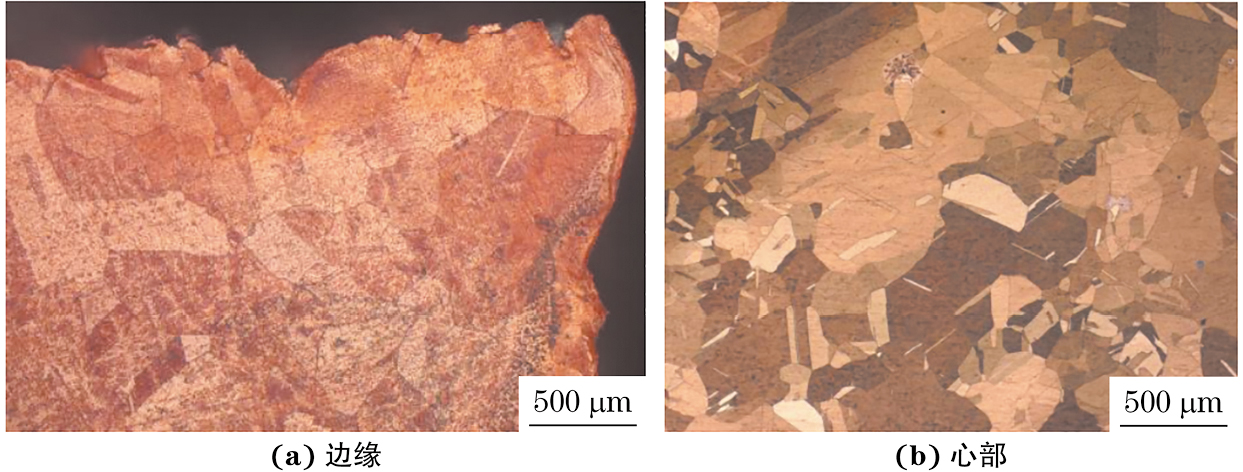
在端子裂纹源处截取并制备金相试样,将试样置于光学显微镜下观察,结果如图3所示。由图3可知:线状缺陷断口裂纹源处显微组织为α-Cu组织,晶粒度为6级,裂纹源处端子表面不平滑,存在一处深度约为10 μm的圆钝小凹坑,存在压痕。
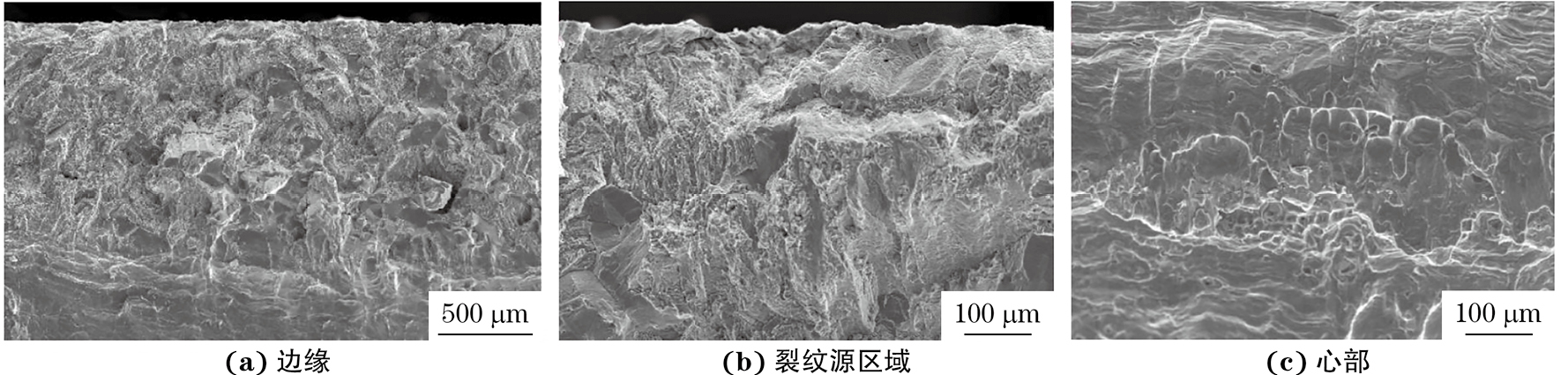
采用扫描电镜对线状缺陷横向断口的微观形貌进行观察,结果如图4所示。由图4可知:线状痕迹区域断口长度约为802 μm,深度约为675 μm,由断口放射状和台阶条纹聚敛方向判断,裂纹源位于与导体接触的端子表面,裂纹源断口及其附近区域以少量沿晶和疲劳辉纹形貌为主,可见疲劳特征;心部断口表面平坦,以撕裂韧窝形貌为主。
对线状痕迹区域不同位置进行能谱分析,结果如表2所示。由表2可知:线状痕迹区域除了含有Cu元素外,还含有极少量的Al、O等元素,这些元素来源于与端子对接的铝托架。
在异常端子远离线状痕迹区域的部位,沿纵向截取标准拉伸试样,按照GB/T 228.1—2021《金属材料 拉伸试验 第1部分:室温试验方法》在电液伺服试验机上进行室温拉伸试验,结果如表3所示。由表3可知:该异常端子的拉伸性能符合标准GB/T 1527—2017《铜及铜合金拉制管》的要求。
按照GB/T 4340.1—2009《金属材料 维氏硬度试验 第1部分:试验方法》,采用维氏硬度计在端子线状痕迹区域纵剖面上进行硬度测试,结果如表4所示。由表4可知:端子的心部与表面硬度相差不大。
由上述理化检验结果可知,异常端子的化学成分、力学性能、硬度等均符合标准要求。端子异常磨损区域表面存在明显微动磨损线状痕迹;断口边缘磨损严重,裂纹源末端可见疲劳特征,表明端子异常疲劳磨损与表面微动磨损有直接关系。
端子是软连线的安装端,随着软连线发生相对运动,自重振动载荷传导到端子。软连线质量为0.5 kg,软连线与端子可以看作一个整体,软连线受到自重载荷的作用,完全作用于端子上,在不同工况下,软连线端子垂向加速度如表5所示,加速度方向竖直于端子安装平面。
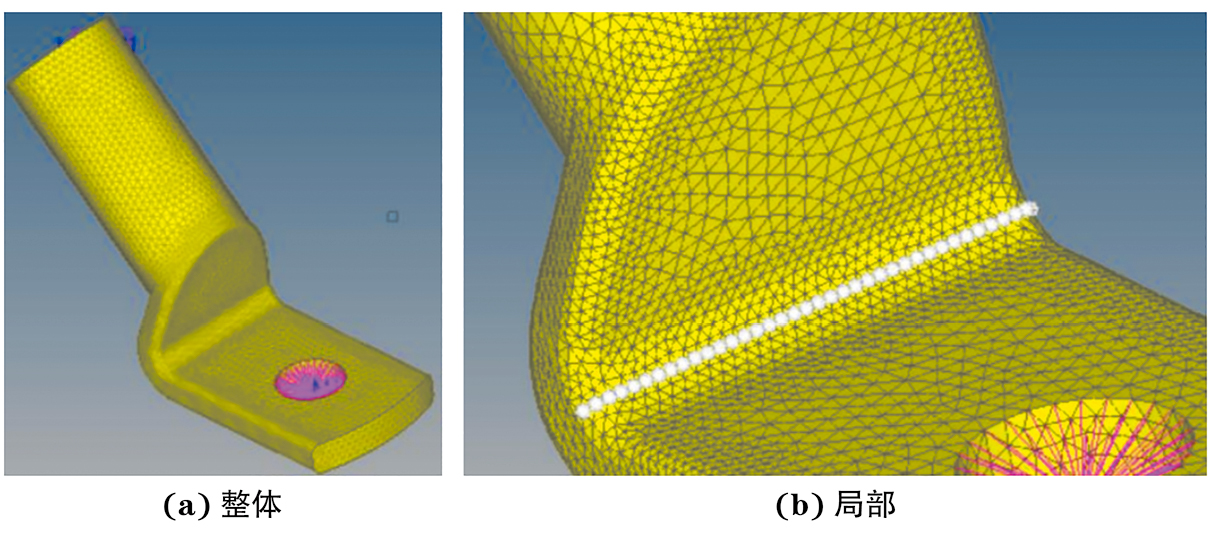
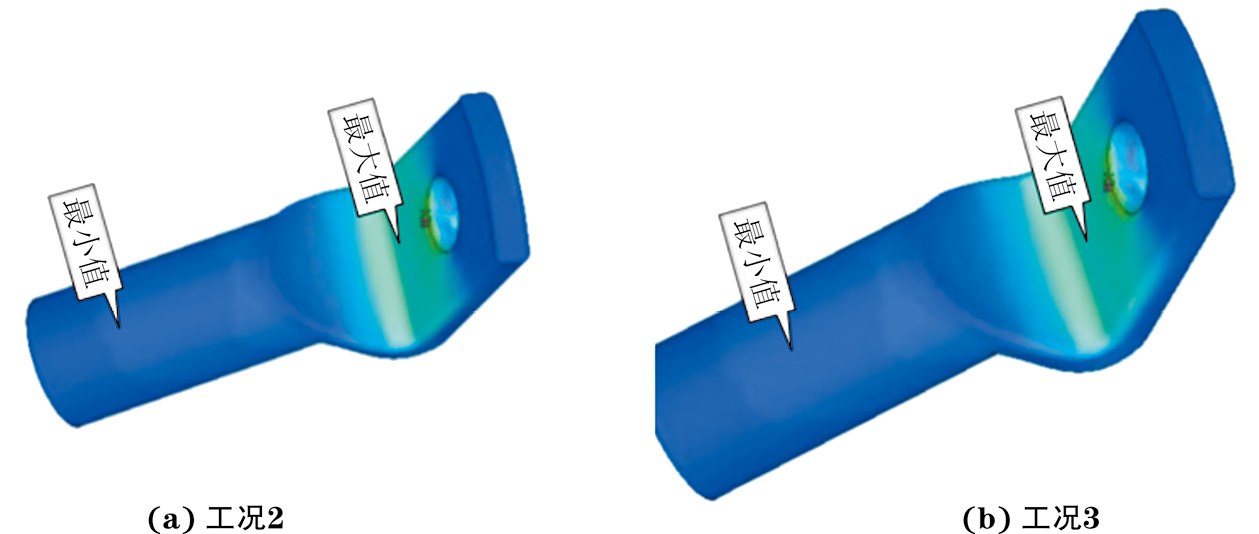
建立异常端子有限元模型及疲劳评估点(见图5)。端子的载荷工况为无载荷和垂向载荷,即疲劳强度对比仅考虑垂向载荷工况下的最大应力即可。异常端子最大主应力云图如图6所示。由图6(a)可知,软连线工况2的最大主应力平均值可达到压接导线区域的181倍;由图6(b)可知,软连线工况3的最大主应力平均值可达到压接导线区域的203倍。端子安装面区域的应力高于压接导线区域,其中安装面过渡圆角处的应力集中严重,易出现微动磨损,表明该处容易发生异常磨损。
在设备工作过程中,由软连线规则运动产生的应力集中于端子圆角部位,由应力集中产生的微动磨损使端子表面萌生微小裂纹。生产过程中端子表面存在机械划痕,划痕处产生疲劳源,最终端子表面形成线状痕迹,痕迹处形成疲劳源,在软连线相对运动振动载荷的影响下,加剧形成疲劳磨损。通过分析可以发现,共振是裂纹产生的主要原因,故从改变系统模态的方向考虑,设计了两种短悬臂线缆支架[18]。
端子的工作环境具有温差大、腐蚀性强、长期受力等特点,接线端子在经受振动和热应力之后,其力学性能明显下降,并且更容易受到环境腐蚀的作用[19]。在压接紧固的安装方式下,端子不可避免地会出现微动磨损,因此提高端子表面压型质量、减小折弯部位应力成为延长端子使用寿命的关键。
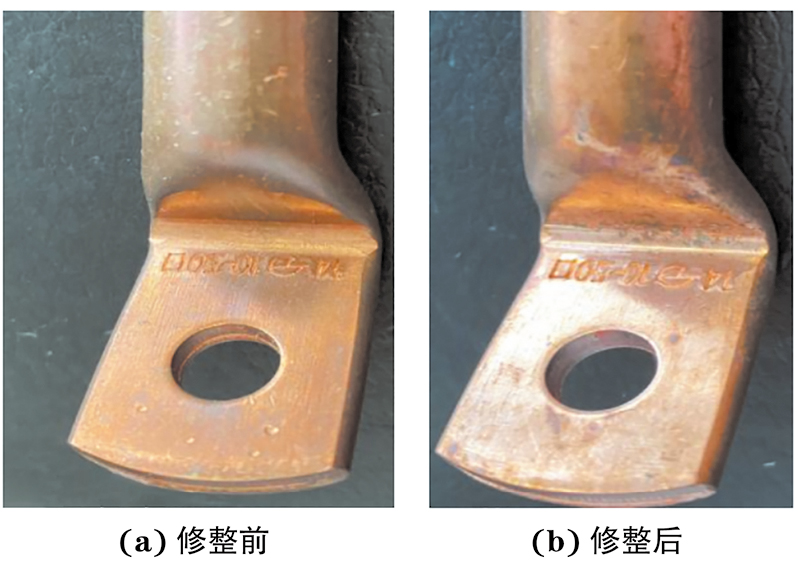
采用二次压型模具技术对端子进行表面处理,压型模具修整前后加工的端子宏观形貌如图7所示。由图7可知:修整后的压型模具可以保证端子的表面粗糙度和工艺精度优于设计要求。端子安装接口不变,将端子折弯圆角半径由2 mm改为5 mm,可以减轻折弯部位的应力集中程度。
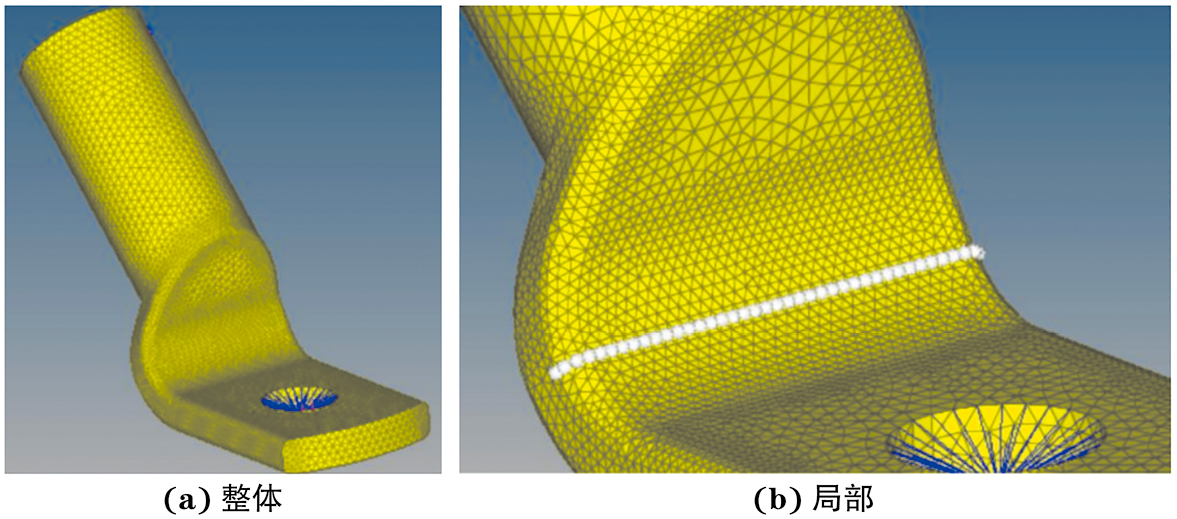
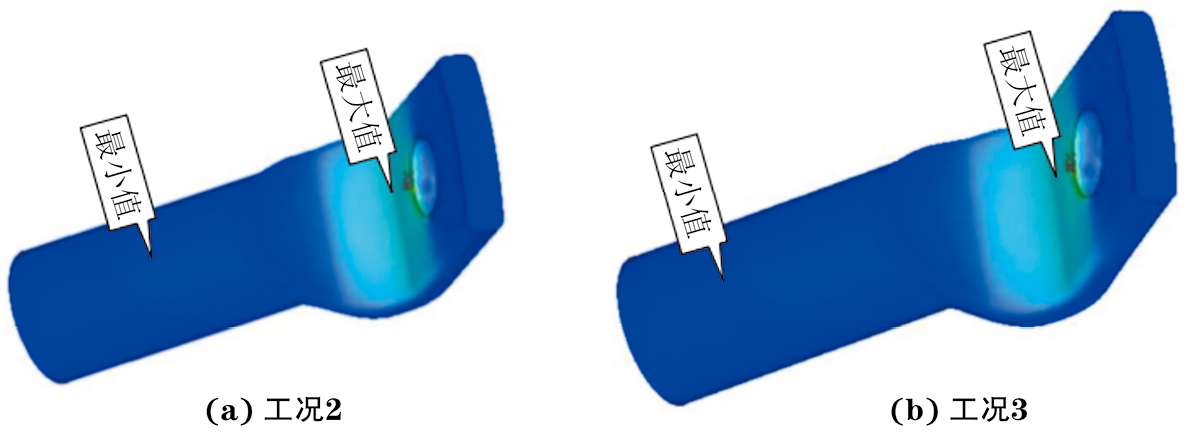
为研究优化改进后端子工作时的静态应力分布,采用solid187单元模拟建立端子有限元模型及疲劳评估点(见图8)。改进后端子最大主应力云图如图9所示。由图9可知:改进后端子折弯圆角区域的最大主应力大幅减小。端子改进前后应力平均值如表6所示。另外,端子改进前后的疲劳强度大幅提高。
缩短冷压模具的维护保养周期,将累计冲压次数5万次变更为2万次,从而防止模具磨损对端子造成次生伤害。
(1)端子表面存在垂向载荷,以及端子折弯圆角处应力过度集中是端子发生微动磨损的主要原因;微动磨损使端子表面萌生微小裂纹,设备长期在高强度运转作用下,裂纹转化为微动疲劳,加上端子表面存在机械划痕,划痕处产生疲劳源,最终端子表面形成线状痕迹,痕迹处形成疲劳源,在软连线振动载荷的影响下,加剧形成疲劳磨损。
(2)采用二次压型模具技术对端子进行表面处理后,端子表面粗糙度和工艺精度得到提高。减小折弯部位的应力集中程度后,改进端子折弯圆角区域的疲劳强度大幅提高。缩短冷压模具的维护保养周期可以避免模具磨损对端子造成次生伤害。
文章来源——材料与测试网