0. 引 言
城市轨道交通是解决交通拥堵瓶颈问题的重要手段。作为城轨车辆承载乘客的主体结构和安装设备的基础平台,车体的结构完整性对保证城轨列车的运行安全至关重要[1]。城轨车体通常采用耐腐蚀性好、焊接加工性能优异的301不锈钢(12Cr17Ni7不锈钢)板材通过钣金及焊接装配加工而成[2-3]。车体与车钩、防爬器等关键结构件均通过螺纹紧固连接,存在大量的紧配合界面。列车在实际运行时,其转向架的振动和交变载荷必然导致车体内部各紧配合或间隙配合界面发生微动损伤[4]。微动损伤不仅会造成接触表面的材料磨损[5],引起关键部件的咬合、松动[6],还可能促使微裂纹的萌生与扩展[7],导致构件的疲劳断裂,最终引发灾难性事故。301不锈钢车体材料通常采用钝化处理以提高其耐蚀性[8],然而在焊接装配过程中,通常使用的机械打磨和加热矫正等加工方法会破坏材料表面钝化膜,从而影响配合界面的微动磨损性能。因此,研究并揭示加工方法对焊接车体装配界面材料微动磨损性能的影响规律和作用机制,对保障城轨列车运行安全、提出损伤防护措施具有重要的理论意义和实用价值。
目前有关301不锈钢摩擦磨损性能的研究较多,主要集中在往复滑动或销盘磨损等常规摩擦磨损形式方面[9-14],而有关微动损伤方面的研究较少。不同加工方法(机械打磨、加热矫正等)所导致的材料表面状态及力学性能的改变对微动磨损行为的影响规律尚未澄清。因此,作者采用砂纸打磨和退火热处理模拟实际城轨车体焊接装配中的机械打磨和加热矫正加工方法,对比研究了砂纸打磨和退火热处理2种处理方法对301不锈钢微动磨损特性的影响规律,并揭示了微动界面的动力学响应和材料损伤机理。研究结果可为城轨车辆焊接车体结构材料的抗微动损伤防护提供参考。
1. 试样制备与试验方法
试验材料选用表面经过钝化处理的尺寸为20 mm×20 mm×6 mm的301不锈钢板,化学成分(质量分数/%)为0.15C,≤1.00Si,≤2.00Mn,16.00~18.00Cr,6.00~8.00Ni,≤0.03S,≤0.045P,余Fe。对301不锈钢板进行砂纸打磨(1500#砂纸,单向磨抛)和退火热处理(600 ℃保温5 min空冷),以模拟实际城轨车体焊接装配中的机械打磨和加热矫正加工方法。依次使用丙酮和无水乙醇超声清洗不锈钢板,待干燥后,采用Contour GT-I型白光干涉三维形貌仪测定表面粗糙度,采用维氏显微硬度计测试表面显微硬度。测得未处理钢板、砂纸打磨钢板及退火热处理钢板的表面粗糙度Ra分别为0.328,0.283,0.317 μm,表面显微硬度分别为321.3,330.1,306.3 HV。可见砂纸打磨降低钢板表面粗糙度的同时,提高了表面硬度;而退火热处理则使表面粗糙度和硬度均降低。
采用DYRX-TFTS-23-01型微动磨损试验系统进行微动磨损试验,使用摩擦力传感器实时采集微动接触界面的切向力信号,并与位移信号自动合并生成摩擦力-位移(Ft-D)滞回曲线。微动磨损试验采用球-平面接触形式,对磨件选用直径为20 mm、表面粗糙度Ra不大于0.2 μm的GCr15轴承钢球。试验环境为常温大气环境,温度为(23±3)℃,湿度为(55±5)%,法向载荷为50 N,位移幅值分别为10,30,50 μm,循环次数为1×104周次,试验频率为5 Hz。为保证试验结果的稳定可靠,做3次平行试验。
利用JMS-6610型扫描电子显微镜(SEM)观察磨痕形貌,并结合能谱仪(EDS)对磨损区域的化学元素进行表征。采用Contour GT型白光干涉三维形貌仪测定磨斑三维和二维形貌,计算磨损体积;通过计算磨损体积与累积摩擦耗散能的比值得到磨损率[15]。
2. 试验结果与讨论
2.1 微动运行区域特性
绘制Ft-D-N(N为循环次数)三维图来直观反映微动运行区域特性。由图1可知,在10 μm位移幅值下,不同处理状态钢板的Ft-D-N曲线形状均随循环次数增加由初始的平行四边形迅速转变并稳定为直线形,这表明在此参数下微动磨损运行于部分滑移区,即微动位移主要由接触区材料的弹性变形协调。当位移幅值为30 μm时,未处理钢板和退火热处理钢板的Ft-D-N曲线随循环次数增加由平行四边形转变为直线-椭圆交替,滞回环的斜率和开口幅度大致相同,说明微动磨损运行于混合区;砂纸打磨钢板的Ft-D-N曲线仍由初始的平行四边形迅速转变并稳定为直线型,其微动磨损仍处于部分滑移区,对比可知砂纸打磨使得钢板的微动磨损运行区域向部分滑移区转变。当位移幅值为50 μm时,不同处理状态钢板的Ft-D-N曲线在全周期均为平行四边形,即微动磨损处于完全滑移区;微动初期(几十周次循环内),由于表面污染膜(如氧化膜)的润滑和保护作用,3种钢板的Ft-D-N曲线均呈现为扁平行四边形;随着微动磨损的进行,钢板表面膜破裂,两接触体间发生直接接触,受材料黏着和塑性变形的影响,界面摩擦力迅速增加,滞回环的开口逐渐增大,经过约1 000周次循环后达到稳定。
2.2 微动界面动力学响应
摩擦因数直接反映了微动接触界面的动力学响应[16]。由图2可以看出,当位移幅值为10 μm时,3种处理状态钢板的稳定摩擦因数均处于较低水平,约为0.27,这是由于此时微动磨损运行于部分滑移区,两接触体的相对运动主要由弹性变形来协调。当位移幅值增加至30 μm时,未处理钢板和退火热处理钢板与对磨件间的接触方式由前1 000周次循环内的两体接触逐渐向三体接触转变,摩擦因数快速上升,经小幅度波动后最终稳定在0.65左右;砂纸打磨钢板的稳定摩擦因数(约0.749)高于未处理钢板和退火热处理钢板,这可能是由于砂纸打磨钢板表面更粗糙,在相同法向载荷作用下对磨界面具有更高的接触应力,材料黏着程度增加,产生的磨屑相对较少而无法形成有效的第三体减磨。当位移幅值为50 μm时,微动磨损进入完全滑移区,其中退火热处理钢板的稳定摩擦因数(约0.778)高于未处理钢板和砂纸打磨钢板,这可能与退火热处理钢板的硬度较低有关;随着循环次数的增加,未处理钢板和退火热处理钢板的摩擦因数增加,并分别在循环2 900周次和1 100周次左右达到最大值,当第三体磨屑的产生与排出达到动态平衡时摩擦因数进入小幅度波动的稳定阶段;砂纸打磨钢板由于表面粗糙而引入了表面微织构,跑合作用增强,在循环80周次左右其摩擦因数达到最大值,随后被表面微织构收集的第三体磨屑逐渐承载并发挥固体润滑作用[17],摩擦因数大幅下降,但随着磨损过程的继续进行,界面磨损严重,表面纹理被去除,磨屑逐渐排出界面,又导致摩擦因数增大,最终趋于稳定。
2.3 摩擦耗散能
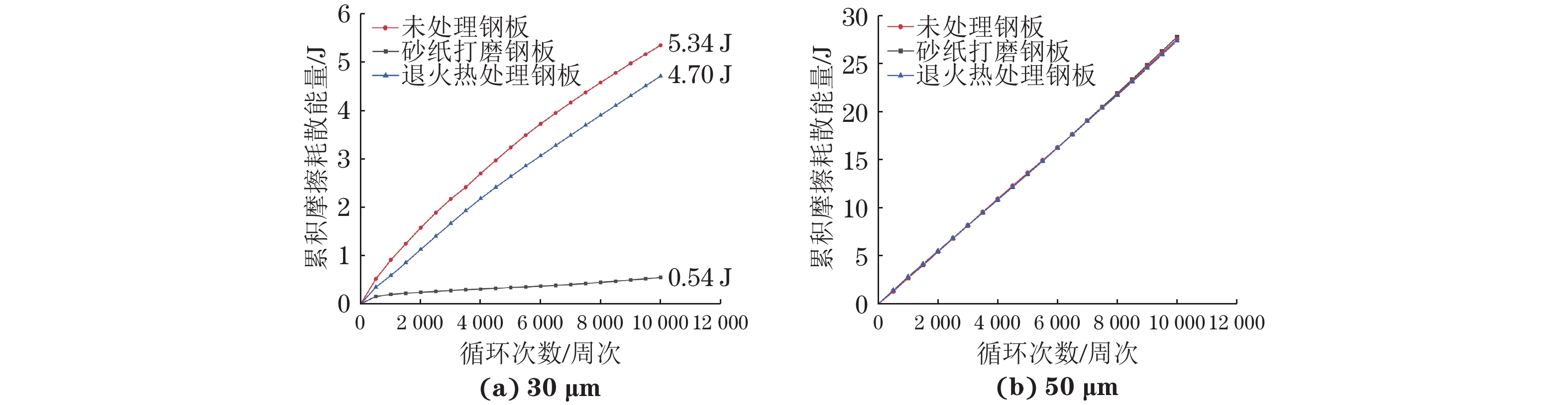
对图1中单个循环的Ft-D曲线包络面积进行积分并按循环周次累加,即可得到图3所示的累积摩擦耗散能随循环次数的演变规律。由于不同处理状态钢板在位移幅值为10 μm时的摩擦耗散能仅为0.15 J左右,损伤差异性较小,难以准确揭示微动磨损特性,故不对该条件下的微动磨损特性进行研究。由图3可以看出:当位移幅值为30 μm时,运行于混合区的未处理钢板和退火热处理钢板的累积摩擦耗散能明显升高,分别达到5.34,4.70 J;而砂纸打磨钢板的微动磨损运行于部分滑移区,其累积摩擦耗散能最低,仅为0.54 J,与未处理钢板和退火热处理钢板相比,分别降低89.8%和88.5%。当位移幅值增大至50 μm时,微动磨损运行于完全滑移区,界面均发生严重的塑性变形和材料损伤,随循环次数增加,累积摩擦耗散能线性增大[18];与未处理钢板相比,砂纸打磨钢板的累积摩擦耗散能增加0.9%,而退火热处理钢板的累积摩擦耗散能降低0.6%。
2.4 磨斑轮廓及磨损体积和磨损率
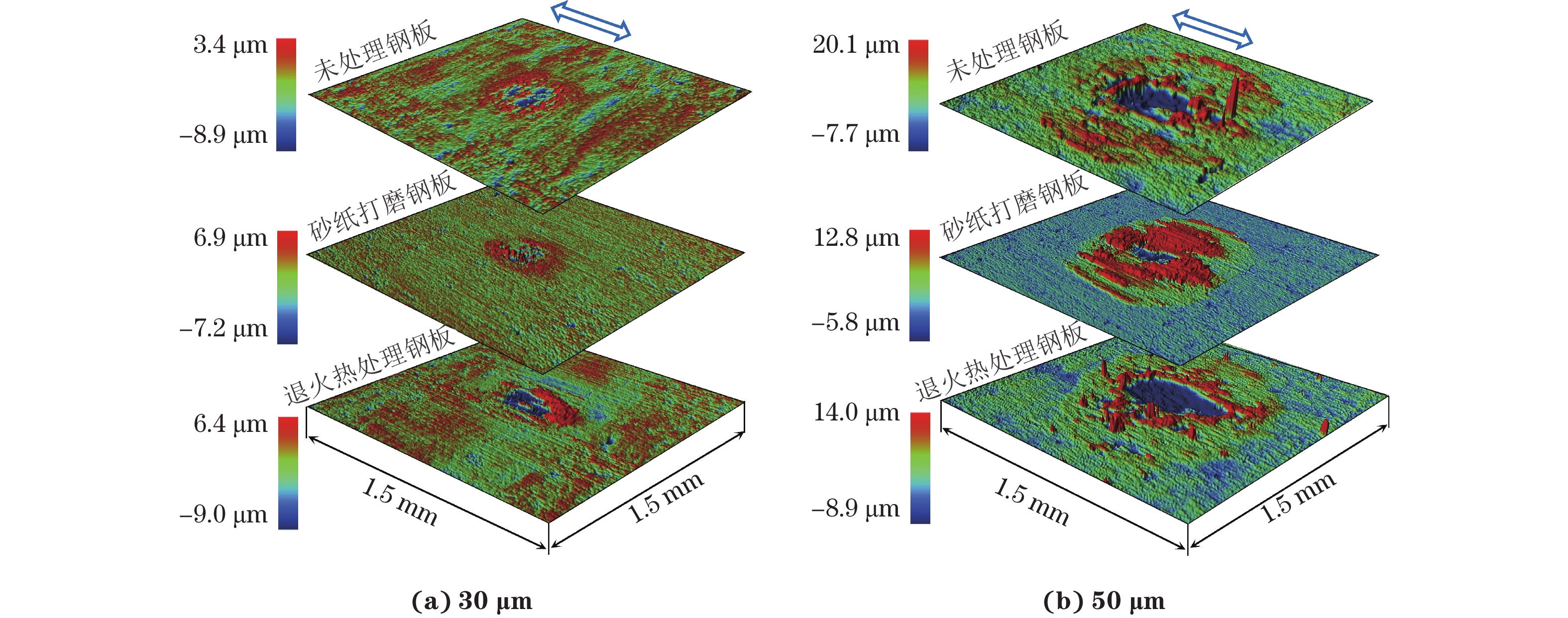
由图4和图5可以看出:当位移幅值为30 μm时,不同处理状态钢板的磨斑均呈“U”形,其中未处理钢板和退火热处理钢板磨斑中部有明显的凹坑,最大磨损深度分别达到3.97 μm和3.73 μm;由于砂纸打磨钢板表面微织构起到局部承载的作用,微动磨损处于部分滑移区,损伤明显较轻,最大磨损深度仅为1.38 μm。当位移幅值为50 μm时,不同处理状态钢板的磨斑尺寸与磨损深度均明显增加,其中砂纸打磨钢板和未处理钢板的磨损深度相近,分别为5.81 μm和5.75 μm,退火热处理钢板因表面硬度较低,磨损深度显著增加至9.25 μm。在30 μm和50 μm微动位移幅值下,砂纸打磨钢板的磨损体积均最小,其次为未处理钢板,退火热处理钢板因表面硬度较低,磨损量最大。当位移幅值为30 μm时,未处理钢板、砂纸打磨钢板及退火热处理钢板的磨损率分别为22.61,88.56,31.74 μm3·mJ−1。位移幅值30 μm下砂纸打磨钢板的微动磨损运行于部分滑移区,界面损伤以材料的弹性协调以及粗糙峰的材料磨损去除为主,产生的耗散能最低,因此磨损率最高;退火热处理钢板的表面硬度相对较低,材料去除量更大,产生的耗散能低于未处理钢板,因此磨损率高于未处理钢板。当位移幅值为50 μm时,未处理钢板、砂纸打磨钢板及退火热处理钢板的磨损率分别为18.14,14.61,21.73 μm3·mJ−1。在微动完全滑移区,砂纸打磨钢板由于表面微织构的存在改变了界面接触状态,累积摩擦耗散能较未处理钢板增大,因此磨损率较未处理钢板减小,表现出较好的减摩效果;而退火热处理钢板由于表面硬度相对较低,在磨损过程中更易于发生材料剥落,磨损体积最大,与未处理钢板相比,其累积摩擦耗散能较低,因此磨损率较大。
2.5 磨斑微观形貌及微区成分
由图6可以看出:当位移幅值为10 μm时,钢板的微动磨损均运行于部分滑移区,钢板损伤轻微,未出现明显的磨屑;未处理钢板磨斑处因材料黏着而产生塑性变形,砂纸打磨钢板表面的微织构尚未被完全磨损去除,磨斑处存在因轻微的材料剥落而形成的剥落坑,退火热处理钢板表面发生较严重的材料黏着及塑性损伤。当位移幅值增大至30 μm时,未处理钢板及退火热处理钢板的微动磨损均运行于混合区,磨斑处存在大量犁沟及因材料剥落而形成的颗粒状磨屑和剥层,损伤较严重;砂纸打磨钢板的微动磨损运行于部分滑移区,磨斑面积显著减小,磨斑中部仅出现少量的剥层,损伤较轻微。当位移幅值为50 μm时,钢板的微动磨损均运行于完全滑移区,钢板均发生明显的损伤,磨斑中部分布着犁沟及剥层,边缘堆积着大量磨屑。相比之下,砂纸打磨钢板的磨斑面积较小,磨斑边缘堆积的磨屑较少且以颗粒状为主,损伤相对较轻微,这可能是由于打磨表面形成的微织构在实际接触过程中产生塑性变形及局部承载,同时微织构可有效收集磨屑颗粒,从而发挥第三体磨屑的固体润滑作用,同时打磨造成材料表面加工硬化,硬度提高约2.73%,这有助于更好地抵抗磨粒的切削作用,减少材料的损失;退火热处理钢板磨斑中存在大面积的剥层与犁沟,损伤相对严重。
由表1可以看出:随着位移幅值的增加,不同处理状态钢板磨斑处的氧含量均显著增大,这是因为微动位移幅值的增大使空气中的氧可以更充分与界面材料接触,从而发生氧化磨损。在相同位移幅值下,砂纸打磨钢板磨斑处的氧含量均略高于未处理钢板和退火热处理钢板,这是由于砂纸打磨钢板表面的凸峰在微动磨损过程中发生局部承载,产生的磨屑更易于被钢板表面织构收集和反复碾压,促使磨屑细化和充分氧化。综上,随着位移幅值的增加,不同处理状态钢板的损伤机制由黏着磨损主导逐渐转变为以疲劳磨损和磨粒磨损为主导,并伴有不同程度的氧化磨损。
3. 结 论
(1)随着位移幅值的增加,未处理301不锈钢板和退火热处理钢板的微动磨损依次运行在部分滑移区、混合区、完全滑移区,而砂纸打磨钢板则由部分滑移区向完全滑移区转变;不同处理状态下钢板损伤加剧,损伤机制均由以黏着磨损为主转变为以疲劳磨损和磨粒磨损为主,并伴有氧化磨损。
(2)砂纸打磨钢板表面形成微织构,使得该钢板在30 μm位移幅值下的微动磨损运行区域仍为部分滑移区,其累积摩擦耗散能较未处理钢板和退火热处理钢板分别降低89.8%和88.5%;不同位移幅值下砂纸打磨钢板的磨损体积均最低,在位移幅值50 μm的完全滑移区的累积摩擦耗散能较未处理钢板增加0.9%,磨损率较未处理钢板降低19.5%。
(3)退火热处理使得钢板表面硬度降低,钢板在位移幅值50 μm下的完全滑移区的累积摩擦耗散能较未处理钢板降低0.6%,但其磨损率较未处理钢板增加19.8%。
文章来源——材料与测试网