

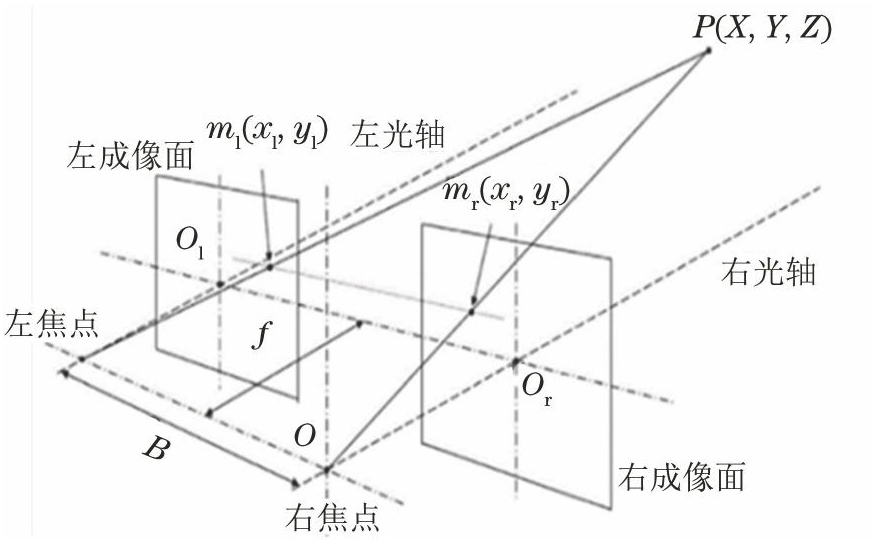
图 1激光立体相机技术原理
Figure 1.Principle of laser stereo camera technology
2025-08-08 14:37:30
航空装备由于经常暴露在严重的盐雾、潮湿和烟尘环境中,极易发生腐蚀问题[1-2]。目前,腐蚀已成为航空装备发生事故的重要原因之一,由此导致航空装备的防腐蚀费用居高不下。据介绍,美国防部每年用于防腐蚀的费用达约10亿美元。对服役装备进行腐蚀检测是十分必要的环节。采取有效措施检测装备表面的腐蚀缺陷并评估腐蚀等级可以指导维护人员尽早制定维修和保养措施,最大限度地降低腐蚀对航空装备的破坏作用,延长其使用寿命,提高其可靠性,并大幅减少舰载机的维修费用。
目前,对于航空装备表面腐蚀状态的传统监检测技术主要包括两方面:一方面,通过测定锈蚀引起材料电磁、热传导、声波传播等物理性质的变化来反映腐蚀情况[3],主要技术包括超声法、涡流法、射线法、红外热像法等;另一方面,利用电化学腐蚀监检测设备对航空装备关键部位所处的环境因素(温度、湿度、pH、Cl-含量等)进行检测,并对典型部位基体腐蚀速率及累积腐蚀量进行实时测量,从而对关键部位腐蚀失效和日历寿命做出准确评估[4]。近年来,随着光电技术的兴起,非接触式光学测量系统、三维立体视觉技术得到快速发展[5-6],通过与计算机技术、自动控制技术、机器人技术相结合,智能化、可视化、小型化,能现场原位应用的腐蚀检测技术是未来的主流发展趋势。
笔者首先对常规腐蚀缺陷检测技术的原理和局限性进行了总结,随后重点阐述了基于机器视觉的新型腐蚀检测技术的研究进展,并对机器学习等人工智能方法应用于腐蚀缺陷自动识别和评价的发展趋势进行了展望。
目前,用于航空装备表面腐蚀缺陷的常规检测技术主要包括超声法、射线法、红外热像法、涡流法和磁粉法等。
超声检测是一种传统的检测技术,输出信号以波形方式体现,原理是利用机械波与缺陷相互作用的散射、反射和透射,获得含有缺陷信息的声信号,从而判断工件和材料缺陷的严重程度。利用超声波检测法可分辨管道的内外壁腐蚀、应力腐蚀破裂和管壁内的夹杂等缺陷[7-8]。此外,SRIRAMADASU等[9]利用超声导波散射对钢筋点蚀进行早期检测和评估,根据各种散射波模式到达的差分时间来识别点蚀位置。
超声检测技术由于检测速度快、显示直观,已经成为航空零部件等大型材料构件普遍采用的检测技术。但由于超声波在空气传播时衰减速度快,检测时对工件的表面粗糙度要求较高,需要使用耦合剂使声波导入到待测工件内部。
涡流检测的本质是根据电磁学原理,对导体施加高频激励,在导体中诱导出不同振幅和相位的涡流,然后测量二次磁场的变化,以确定铁磁材料和非铁磁材料是否存在缺陷。可用于探测工件全面腐蚀和局部腐蚀,也可用于工业设备的在线测量。袁英民等[10]采用低频涡流法检测了在役飞机蒙皮多层结构的夹层腐蚀问题,综合多部位腐蚀的信号幅度、相位分离度等因素,选取最佳频率,并制作专用涡流探头,通过分析阻抗图中相位和幅值变化,有效区分了不同层的腐蚀缺陷。刘峰等[11]采用低频涡流法检测了耐热奥氏体不锈钢内壁腐蚀层厚度,并用高频涡流测量外壁氧化层厚度,腐蚀层厚度和氧化层厚度对涡流信号的影响规律与模拟结果一致。
涡流检测适用于所有导电材料,但由于存在高频激励信号,系统结构较为复杂,信号处理困难[12]。同时,由于涡旋电流的趋肤效应,其检测深度受到了一定的限制。
射线法主要基于X射线检测原理,利用工件各个部位对射线的吸收率不同,判断工件中是否存在缺陷以及缺陷的位置、大小。射线检测具有检测结果直观、记录容易保存等优点,目前在航空航天领域主要应用于精密铸件、烧结和复合材料结构的检测[13],但是对腐蚀缺陷的检测精度存在较大误差。这主要是由于缺陷检出率与射线的入射方向有关,且利用不同部位黑度(曝光量)的差异来判断腐蚀深度往往会带来较大偏差。
红外热成像作为一种非接触式的无损检测方法,其主要原理是利用一束脉冲强热流照射被测物体,并利用红外探测器记录被测物表面加热冷却过程的温度场。由于被测物中有缺陷部位和无缺陷部位对应的表面温度不同,因此可以判定缺陷是否存在。与腐蚀有关的现象如设备泄漏,传热设备结垢等都可以提供红外测量讯号,马永明等[14]利用红外热成像法有效排查了带压设备保温层下腐蚀泄漏隐患。
红外热成像法具有快速、无需耦合、大面积检测等特点,但红外检测方法易受环境温度、局部空气扰动等条件影响,一般只适用于检测蚀斑的分布,不适用于腐蚀发展速度的检测[15]。
机器视觉主要利用计算机来模拟人或再现与人类视觉有关的某些智能行为,从客观事物的图像中提取信息进行处理并加以理解,从而高效精准地完成复杂环境辨识与判断等相关任务[16]。机器视觉技术将计算机技术与人工智能相结合,具有高实时性、高准确性及智能化特点,近年来在交通运输、汽车制造、食品检测等多个民用领域得到了广泛应用,同时在军事领域中典型目标识别、装备缺陷检测等也发挥了巨大作用[17-18],这为将机器视觉技术用于航空装备腐蚀缺陷检测奠定了坚实基础。
机器视觉系统是通过图像摄入装置将摄入目标转换成图像信号,传输到专门的图像处理系统,根据像素分布和亮度、颜色等信息,转换成数字信号;图像系统对这些信号进行各种运算,提取目标特征,然后根据判别结果进行相应运算[19-20]。利用机器视觉方法对材料表面外观腐蚀图像进行在线检测,具有实现材料外观腐蚀特征信息数字化、定量化,提高材料腐蚀特征识别规范性、准确性的作用。
航空材料表面腐蚀特征主要为点蚀、裂纹、鼓泡、剥落、粉化等,通过机器视觉系统可将材料蚀点的分布、大小、面积等转化为二值化图像信息、区域边缘轮廓、纹理、亮度等描述,在图像特征抽取中,对图像形状、图像像素、颜色特征及纹理特征进行统计,并用图像直方图和频谱等表示。基于机器视觉的腐蚀检测过程即首先通过摄像头摄取材料腐蚀图像,随后对图像进行预处理、图像分割,并对分割后的目标图像进行特征提取,根据提取特征进行分类识别[21]。
目前,基于机器视觉的产品设备发展已经较为成熟,如工业相机、蓝光相机等,特别是近年来蓬勃发展的激光立体相机技术,它是一种基于机器视觉的三维在线检测方法,可进行三维点云模型重建、立体定位、物体尺寸测量、物体表面缺陷检测等多种二次应用开发[22-24]。
基于线激光扫描立体相机检测技术,以线激光作为主动光源,采用可见光双目视觉+线激光技术,类同于人眼成像原理,利用左右双目的成像视差(三角测距),进行图像匹配,进而计算图像上每个像素的深度信息,再加上图像本身的二维信息,给出拍摄图像的三维立体信息。该方法的优点在于精度高、效率快、直观、成本低、适应性强等,可以最大限度地避免人为因素及环境因素干扰,在线获取高质量、高通量的缺陷图像,应用发展前景十分广阔,其技术原理见图1。
工业相机或立体相机为图像的高实时性精准获取提供了坚实基础,但在所得大量图像数据中,检测人员经常面临图像显示质量较差、多种缺陷交叠及非线性材料等问题,仅依据专业检测人员的知识和经验判断往往会产生偏差,降低检测结果的准确性和可靠性。因此,机器视觉技术应用于腐蚀损伤检测中面临的关键问题是如何区分腐蚀缺陷与非腐蚀缺陷,以及不同类型的腐蚀缺陷。
机器视觉作为新一代智能感知技术,是智能制造和人工智发展的重要环节,基于机器视觉的腐蚀检测技术的可靠性需要高准确度的图像智能识别算法来保证。近年来,基于深度学习的图像识别技术飞速发展,深度学习在目标检测、目标分割等问题上取得技术突破[25-26],使对图像信息进行客观、快速、准确评价成为可能,深度学习的机器视觉方法(机器学习方法)已应用于医疗、能源、制造、交通等各个领域。FICZERE等[27]基于机器学习方法研究了包衣片膜层厚度实时测量和缺陷识别技术,其中采用深度学习YOLOv5数据增强算法对5类缺陷片剂图像进行识别,分类准确率达到98.2%。RUGGIERI等[28]利用机器学习方法对桥梁结构件进行缺陷检测研究,首先对桥梁缺陷(裂纹、钢筋锈蚀、蜂窝等)数据集进行筛选,建立数据库,并由领域专家按照相关标准对缺陷进行分类,然后对数据库进行卷积神经网络训练,结果表明,该方法对于自动识别桥梁缺陷和损伤具有良好有效性和准确性。FU等[29]全面总结了机器学习算法在激光增材制造领域缺陷识别方面的应用,其中,应用人工神经网络模型和卷积网络模型对图像进行训练,对金属表面气孔、裂纹、表面织构等的检出率均达到95%以上。以上研究结果表明,深度学习的机器视觉技术可有效识别缺陷,为腐蚀缺陷的智能识别提供可靠保证。
目前,对获取的腐蚀图像信息进行识别与处理也是国内外的研究重点。PIDAPARTI等[30]运用无损检测技术获取了飞行器结构腐蚀区域的图像并进行小波分解,用聚类分析的方法对从图像中得到的小波参数进行分类,从而识别了发生腐蚀的区域进。CARVALHO等[31]利用人工神经网络模型对管道焊缝外腐蚀、内腐蚀和未熔透三种缺陷类型的漏磁信号进行识别,将1 025个漏磁点检测的数字信号作为人工神经网络模型输入,并对信号进行预处理,结果表明,人工神经网络模型对非缺陷信号和缺陷信号分类准确率达到94.2%,对腐蚀缺缺陷分类准确率达到92.5%。SHEIRH等[32]将加速腐蚀试验中的声发射信号检测与机器学习相结合,预测了腐蚀的严重程度,首先以高频采样频率采集声发射信号,然后运用不同机器学习方法对声发射信号平均值、均方根值、能量和峰度等特征值进行训练,通过与依据加速腐蚀试验质量损失划分的5种腐蚀等级进行对比,运用朴素贝叶斯、BP-NN(反向传播神经网络)和RBF-NN(径向基函数神经网络)进行腐蚀等级预测,准确率分别为90.4%、94.57%和100%。
闫占霄[33]研究了机器学习方法在飞机蒙皮损伤识别上的应用,结果表明支持向量机在训练样本较少的情况下准确率加高,随着样本数量增加,辛群分类器更有优势。ZHANG等[34]采用机器学习方法对井控设备进行了腐蚀缺陷识别与风险评估,首先建立了一种改进的K近邻算法(KNN)腐蚀缺陷分类与识别模型,并根据该模型输出的腐蚀类型,对井控管线的腐蚀风险进行了评价,结果表明该改进算法对井控管线腐蚀类型的识别具有较高的精度,且计算速度优于本文其他算法。
综上所述,机器视觉产品和深度学习等智能算法的发展均为基于机器视觉的腐蚀检测技术提供了良好基础,但目前已经应用于航空装备表面腐蚀缺陷检测的成熟产品不多。这主要是由于基于机器视觉的立体相机技术在飞机、发动机等航空装备上的腐蚀检测研究尚处于起步阶段,目前正在进行设备的研发。此外,对航空材料腐蚀缺陷进行识别和评价的智能算法也尚处于研究阶段。中国航发北京航空材料研究院自主研发了适用于航空材料表面腐蚀检测的激光立体相机,如图2所示,该相机能够实现对腐蚀缺陷的智能识别,但相关算法软件的图像处理能力仍有待进一步提升。
航空装备在严酷海洋环境中服役时,不同材料发生的腐蚀损伤类型多样、形式复杂,这制约了机器视觉技术在腐蚀检测中的应用。其关键问题是如何运用基于深度学习的图像识别技术,实现腐蚀缺陷与非腐蚀缺陷的精准区分以及不同类型腐蚀缺陷的智能识别和评价。因此,进一步研发和优化腐蚀损伤智能识别算法,提高模型泛化能力是重要研究方向。
将腐蚀图像信息定量化处理,建立数据库,在此基础上建立腐蚀等级智能评估及专家咨询系统,实现装备材料腐蚀程度的精准预测、自动评估、自动安排计划等,是腐蚀检测智能化水平的重要标志。
机器视觉系统应向小型化、高稳定性、高集成度的嵌入式机器视觉系统方向发展。研发适合外场使用、可视化、便携式、智能化的腐蚀检测设备是未来的重要趋势。
无论是超声、涡流、射线等常规检测技术还是具有广阔应用前景的机器视觉技术,均由无损检测向无损评价方向发展。应用于航空装备表面的腐蚀检测,不但要探测到腐蚀缺陷的位置、大小、性质,还应对腐蚀过程的发展、对材料结构性能和寿命的影响进行预测和综合评价。随着计算机、人工智能等技术的飞速发展,将机器学习等方法应用于腐蚀缺陷检测中,为实现腐蚀缺陷的智能识别和等级评价提供了坚实基础。
文章来源——材料与测试网
