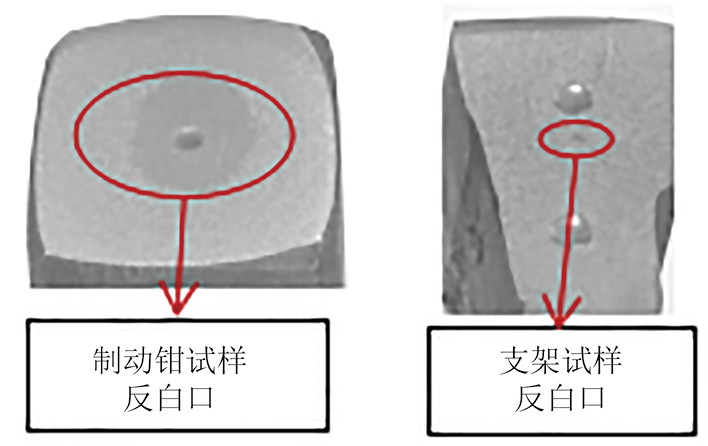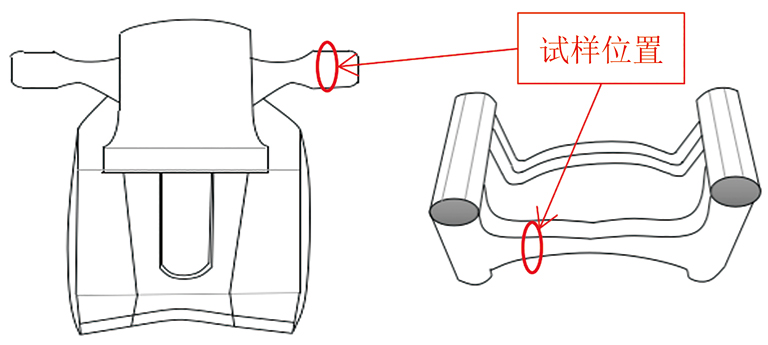
图 1制动钳与支架试样位置示意
2024-11-22 10:55:19
汽车制动钳与支架是盘式制动器的重要组成部分,在汽车制动过程中起着至关重要的作用[1],因此,需要保证制动钳与支架的产品性能。随着技术的发展,球墨铸铁的应用范围更广泛,不仅能够满足汽车制动器使用性能的要求,而且相对于钢及铝合金来说成本更低[2-4]。QT500-7球墨铸铁是汽车制动钳与支架的常用材料,具有良好的力学性能。在特殊条件下,球墨铸铁凝固过程中,其局部发生亚稳态转变,形成白口组织,当白口出现在铸件的心部,称为反白口[5]。反白口的产生增加了铸件的切削加工难度,降低了铸件的冲击性能[6]。另外,反白口处材料较脆且易开裂,产生应力集中后,由于反白口区的塑性变形能力差、缓冲应力集中不明显,因此铸件失效的概率大大提升[7]。
笔者采用一系列理化检验方法对QT500-7球墨铸铁汽车制动钳与支架日常检验中出现的两种不同特征反白口缺陷的产生原因进行分析,并提出改善建议,这对于指导解决实践问题以及提升产品质量具有重要意义。
反白口出现位置为制动钳支耳和支架横梁处(见图1),在反白口处截取试样。用体积分数为4%的硝酸乙醇溶液腐蚀后的试样反白口区较明显,反白口宏观形貌如图2所示。由图2可知:制动钳试样反白口区宏观形貌特征为大暗斑、椭圆形、面积较大、颜色较周围深;而支架试样反白口区宏观形貌特征为小斑点、点状、面积较小、颜色较周围深。
试验材料为铸态QT500-7,来源于铸造厂生产的铸件,其主要生产工艺流程为:熔炼→球化处理和孕育处理→浇注和冷却。对各试样进行化学成分分析,结果如表1所示。由于铸铁本体试样未经白口化,该结果仅供参考。
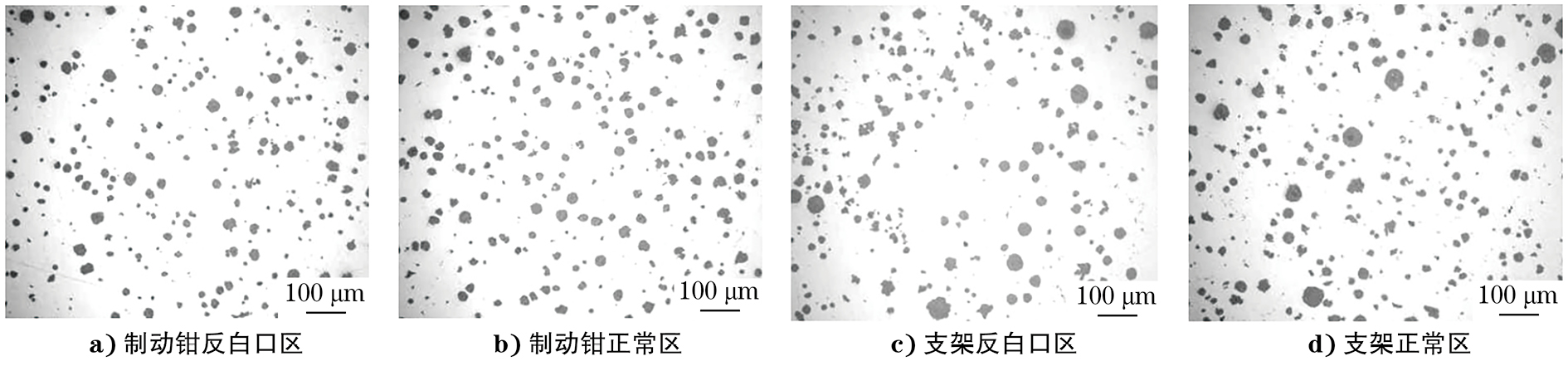
用光学显微镜观察抛光后各试样的反白口区和正常区的石墨形貌,结果如图3所示。由图3可知:制动钳试样正常区和反白口区的石墨均匀分布,而支架试样反白口区中心处石墨缺乏。
依据GB/T 9441—2021《球墨铸铁金相检验》对石墨进行分析,结果如表2所示。由表2可知:制动钳试样反白口区的球化率比正常区略低,但差别不大,反白口区石墨颗粒数略少,石墨大小级别均以7级为主;支架试样反白口区与正常区的球化率较低,石墨颗粒数较少,石墨大小级别均以7级为主。
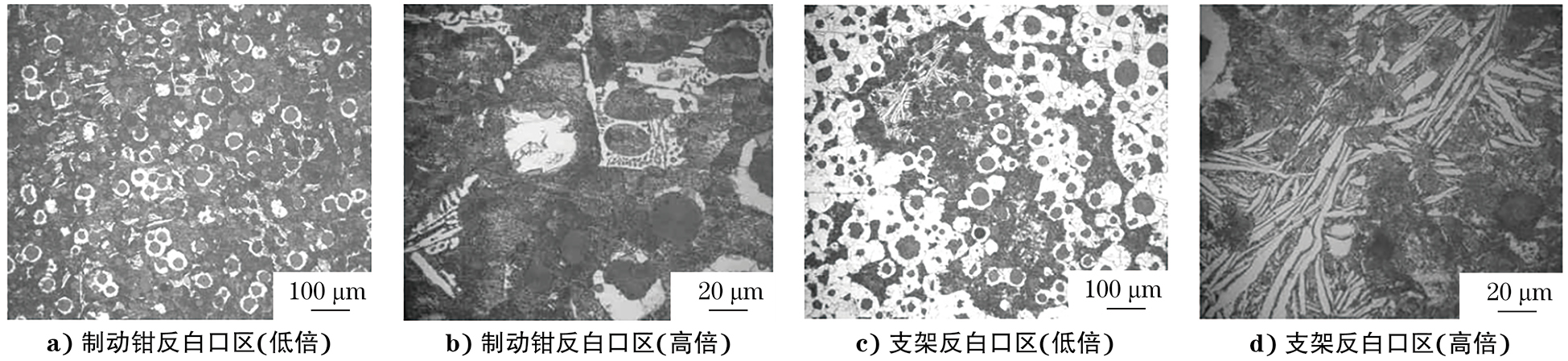
对试样进行腐蚀,用光学显微镜观察反白口区的基体组织,结果如图4所示。由图4可知:反白口区有较多的珠光体,而铁素体相对较少;制动钳反白口区组织为莱氏体型,形态为蜂窝状和条块状结合,尺寸较小,分散分布在反白口区;支架反白口区组织为渗碳体型,形态为粗大条状和针状,聚集分布在反白口区,尺寸较大。
对制动钳和支架试样反白口区和正常区进行显微硬度测试,结果如表3所示。由表3可知:反白口区的显微硬度平均值较正常区明显偏高,这是因为反白口区组织较硬且珠光体含量较高。
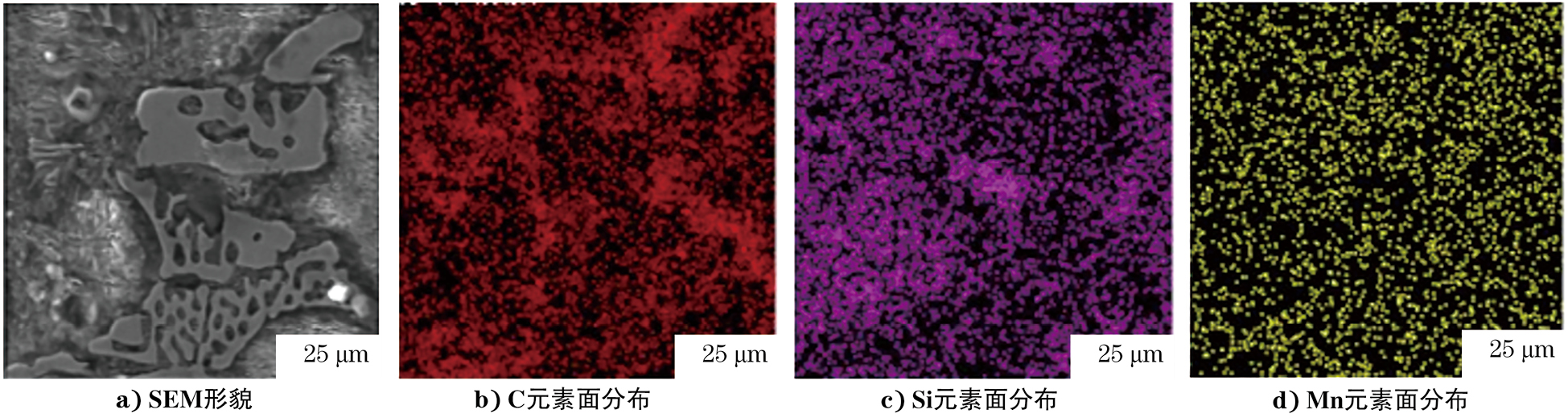
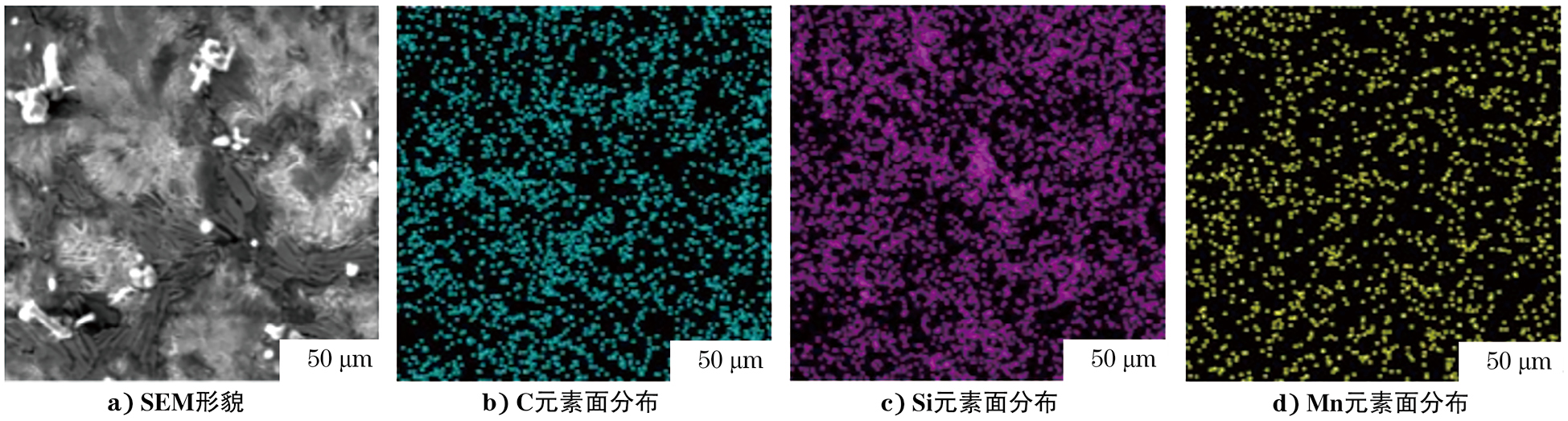
制动钳和支架试样反白口区SEM形貌与各元素面分布如图5~6所示。由图5~6可知:制动钳与支架试样反白口区存在Si元素富集,Mn元素无明显波动。
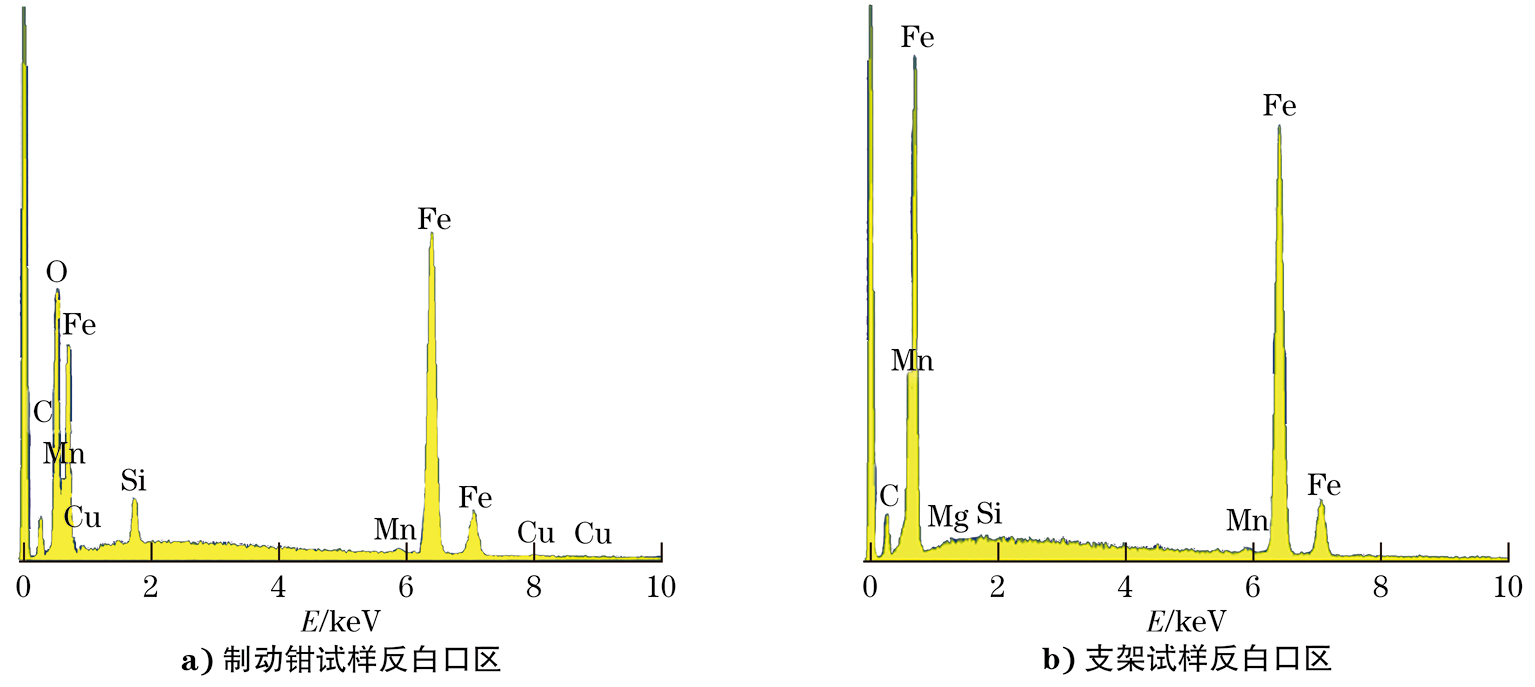
制动钳与支架试样反白口区能谱分析结果如图7所示。由图7可知:反白口区主要以C、Si、Mn、Fe等元素为主。另外,通过制动钳试样和支架试样反白口区和正常区的微区成分比较,发现反白口区的Mn元素质量分数均比正常区高,而Si元素质量分数均比正常区低。
由上述理化检验结果可知,制动钳试样反白口区宏观形貌特征为试样中心大暗斑,微观形貌特征为分散的莱氏体型,反白口区与正常区相比,其球化率、石墨颗粒数、石墨大小级别均相差不大,但反白口区显微硬度高,无明显石墨衰退特征。反白口区的Mn元素含量较高,而Si元素含量较低,存在元素偏析。支架试样反白口区宏观形貌特征为试样中心小斑点,微观形貌特征为集中的渗碳体型。反白口区与正常区比较,其球化率和石墨颗粒数较少,基体中有较多渗碳体以及基体显微硬度高,反白口区存在孕育衰退特征。反白口区比正常区的Mn元素含量高,Si元素含量低,也存在元素偏析。
偏析在钢中比较常见[8],QT500-7球墨铸铁为过共晶成分,固液共存区的温度范围较大,元素易产生偏析[9]。铁水中反石墨化元素溶质原子,如Mn元素等发生正偏析,富集在最后凝固区域,促使碳发生非稳态转变,形成反白口。孕育衰退通常发生在最后凝固部位以及较厚的铸件中,心部凝固时间长,石墨核心重新溶解,石墨颗粒数量减少,白口化趋势增大。
制动钳试样反白口区组织为分散的莱氏体型,由于反石墨化元素的正偏析,试样中心区域铁水过冷倾向增大,元素富集到一定程度,产生反白口。支架反白口区组织为集中的渗碳体型,支架试样中心局部存在孕育衰退,使得石墨核心作用消退,加上中心区域反石墨化元素正偏析,形成了反白口。乔增国[10]研究了球铁轧辊中的反白口,发现元素偏析是其形成的主要原因,并使用钛元素干扰偏析方式获得良好的铸件。
(1)成分偏析是制动钳试样反白口形成的主要原因,而成分偏析和孕育衰退是支架试样反白口形成的主要原因。
(2)制动钳试样反石墨化元素偏析增大了铁水的过冷倾向,产生反白口;而由于支架试样中心区域存在孕育衰退,加上中心区域反石墨化元素偏析,因此形成了反白口缺陷。
(3)建议采用铁水成分控制、加强孕育处理、改善浇注条件等措施预防反白口的产生,设置正火温度950℃,保温2 h,可消除反白口。
文章来源——材料与测试网