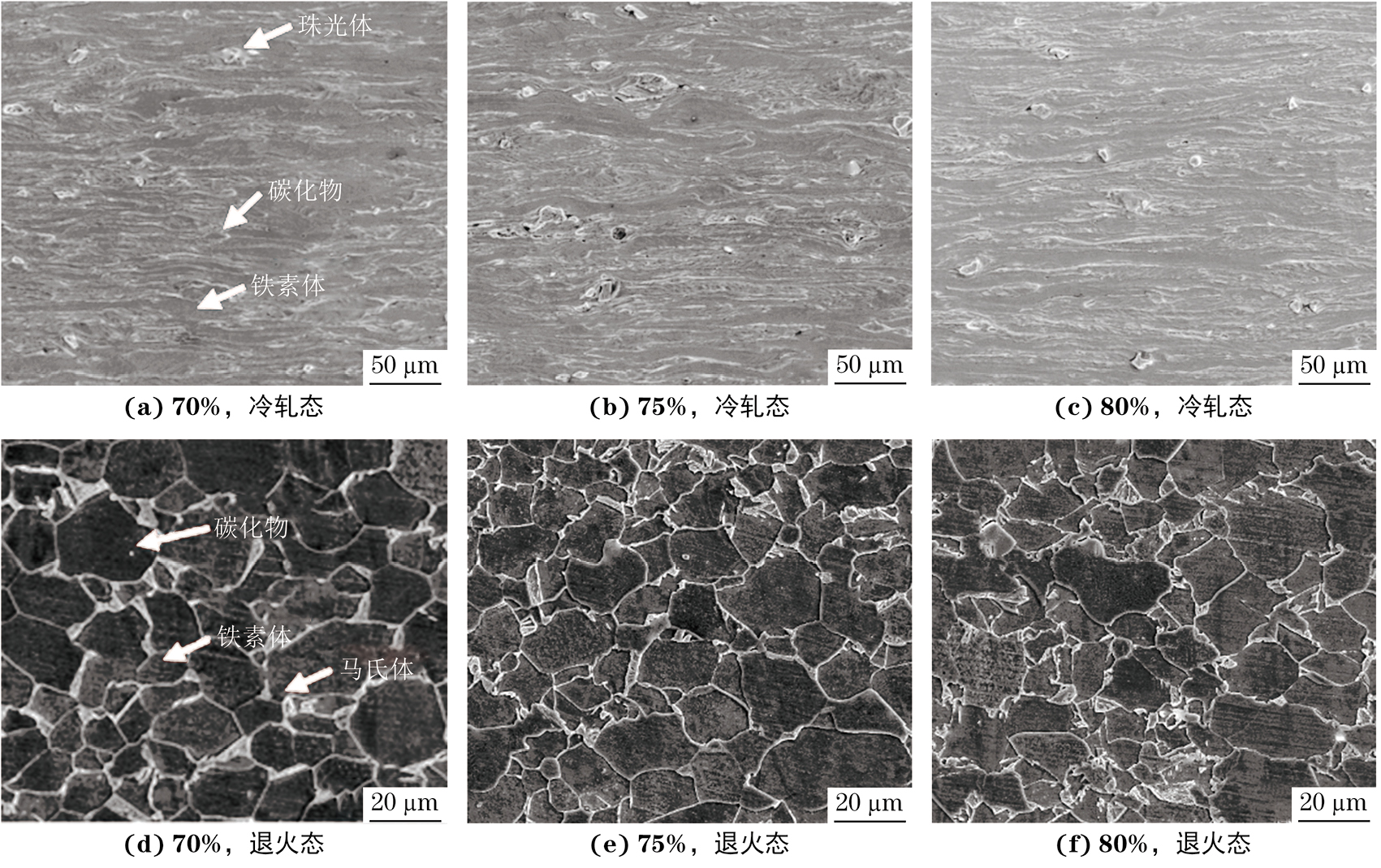
图 1不同冷轧压下率下冷轧态和退火态试验钢的SEM形貌
Figure 1.SEM morphology of cold rolled (a–c) and annealed (d–f) test steel at different cold rolling reduction rates
2025-09-16 10:50:01
轻量化是汽车未来发展的主要方向之一,汽车车身覆盖件材料正朝着高强度与优异深冲成形性能协同优化的目标发展。传统深冲钢,如铝镇静钢、烘烤硬化(BH)钢和无间隙原子(IF)钢等[1-3]具有优异的成形性能,但因具有单一铁素体组织,强度偏低。与传统深冲钢相比,双相钢具有铁素体(软相)与马氏体(硬相)的复合组织,强度高、无屈服延伸、无室温时效、屈强比低、加工硬化指数高[4-5],是汽车用超深冲钢的理想候选材料。然而,两相界面处往往具有不同的塑性变形行为,容易导致局部塑性失稳,同时铁素体相主要存在分散的α织构〈110〉//RD(RD为轧向),缺少有利于深冲成形性能的γ织构〈111〉//ND(ND为轧制面法向),导致钢的塑性应变比较低(1.0~1.1),深冲成形性能较差[6]。
研究[7-8]发现:在IF、BH钢中添加少量钼和铬等中强碳氮化物形成元素,可以通过形成稳定碳氮化物析出相来降低碳、氮原子在铁素体基体中的固溶量,改善基体纯净度;同时可以促进{111}织构形成,改善深冲成形性能。铬可以促进双相区退火时钼在奥氏体中的固溶,从而提高奥氏体的淬透性,促进马氏体形成以提高强度[9];钼可以抑制γ织构的集中化趋势,并且减少{001}〈110〉等不利织构的形成[10]。
冷轧变形通过引入并调控形变储能影响再结晶行为、织构演化与组织协调性,是调控强塑匹配的重要方法,其中冷轧压下率是控制累积变形程度的核心参数。目前,有关冷轧压下率对常规C-Mn或Si-Mn双相钢组织与力学性能的影响研究较多[11-12],而对于高铬钼元素含量的Cr-Mo系深冲双相钢的冷轧-退火调控组织的研究仍较缺乏。作者对热轧态Cr-Mo系深冲双相钢进行不同压下率冷轧+退火处理,研究了冷轧压下率对组织、织构类型及力学性能的影响,拟为高性能超深冲双相钢的开发提供理论参考。
试验材料为某钢厂提供的Cr-Mo系深冲双相钢,化学成分(质量分数/%)为0.016C,1.60Mn,0.36Al,0.12Cr,0.42Mo,余Fe。在50kg中频真空感应炉中将试验钢熔炼成铸锭,热锻后,切割成尺寸为90mm×70mm×40mm(长×宽×高)的矩形坯,在热处理炉中进行1200℃保温2h的均匀化处理,再采用RAL-NEU型高刚度二辊热轧机热轧至厚度为4.0mm,随后冷却至700℃保温2h,随炉冷却。采用酸洗工艺去除热轧板表面氧化铁皮后,进行多道次冷轧处理,每道次压下量为0.5mm,直至厚度分别为1.2,1.0,0.8mm,计算得到总压下率分别为70%,75%,80%。以10℃·s−1的升温速率将冷轧板加热至860℃进行退火处理,保温3min,以40℃·s−1的冷却速率快速冷却至室温。
沿轧制方向切取截面尺寸为6mm×8mm的试样,经打磨、抛光后采用FEI-Quanta-650FEG型热场发射扫描电子显微镜(SEM)观察微观形貌;将试样进行电解抛光,电压为28V,电解液为体积分数5%C3H8O3+15%HClO4+80%CH3CH2OH的混合溶液,采用电子背散射衍射(EBSD)模式分析晶体学特性,利用OIM analysis软件进行数据处理和分析。使用电火花线切割机切取拉伸试样,拉伸试样尺寸为58mm×10mm×1mm(长度方向平行于轧制方向),标距为15mm,在Instron 3382型双立柱落地式电子万能试验机上进行单向拉伸试验,应变速率为5×10−4s−1,测至少3个平行试样取平均值;由拉伸试验结果获得塑性应变比和加工硬化率指数,用于表征深冲成形性能。
由图1可见:冷轧态试验钢的组织主要由铁素体、珠光体和少量碳化物组成,铁素体沿轧制方向拉长,呈长条状,珠光体呈片层状结构,部分珠光体片层发生弯曲和不规则变形;随着冷轧压下率增加,冷轧态试验钢中珠光体片层的弯曲和不规则变形程度增大,珠光体片层间距减小,铁素体条带细化导致晶界数量增多,碳化物在晶界处形核并析出增多,分布更加弥散。退火态试验钢的组织主要由铁素体、少量马氏体和微量碳化物组成,细小的马氏体以块状均匀分布在铁素体晶界(尤其是在晶粒交汇的三叉点),微量碳化物在铁素体/马氏体界面处弥散析出;随着冷轧压下率增加,退火态试验钢组织中铁素体晶粒尺寸减小,马氏体含量增加。在冷轧过程中试验钢发生位错累积、剪切带形成及晶界处应变集中[13],导致珠光体局部解理为细小碎片,为后续退火再结晶提供高能位点,同时促使碳和合金元素在铁素体与珠光体界面处富集。冷轧变形形成的高位错密度显著提高了奥氏体形核驱动力[14],随着冷轧压下率增加,位错密度进一步提高,形核驱动力增大,奥氏体增多且稳定性增强,冷却后转变为更多马氏体;同时由于冷轧变形量增大,更多的碳化物在晶界处形核并析出,导致局部奥氏体贫碳贫其他合金元素而相对失稳,从而有利于马氏体转变。
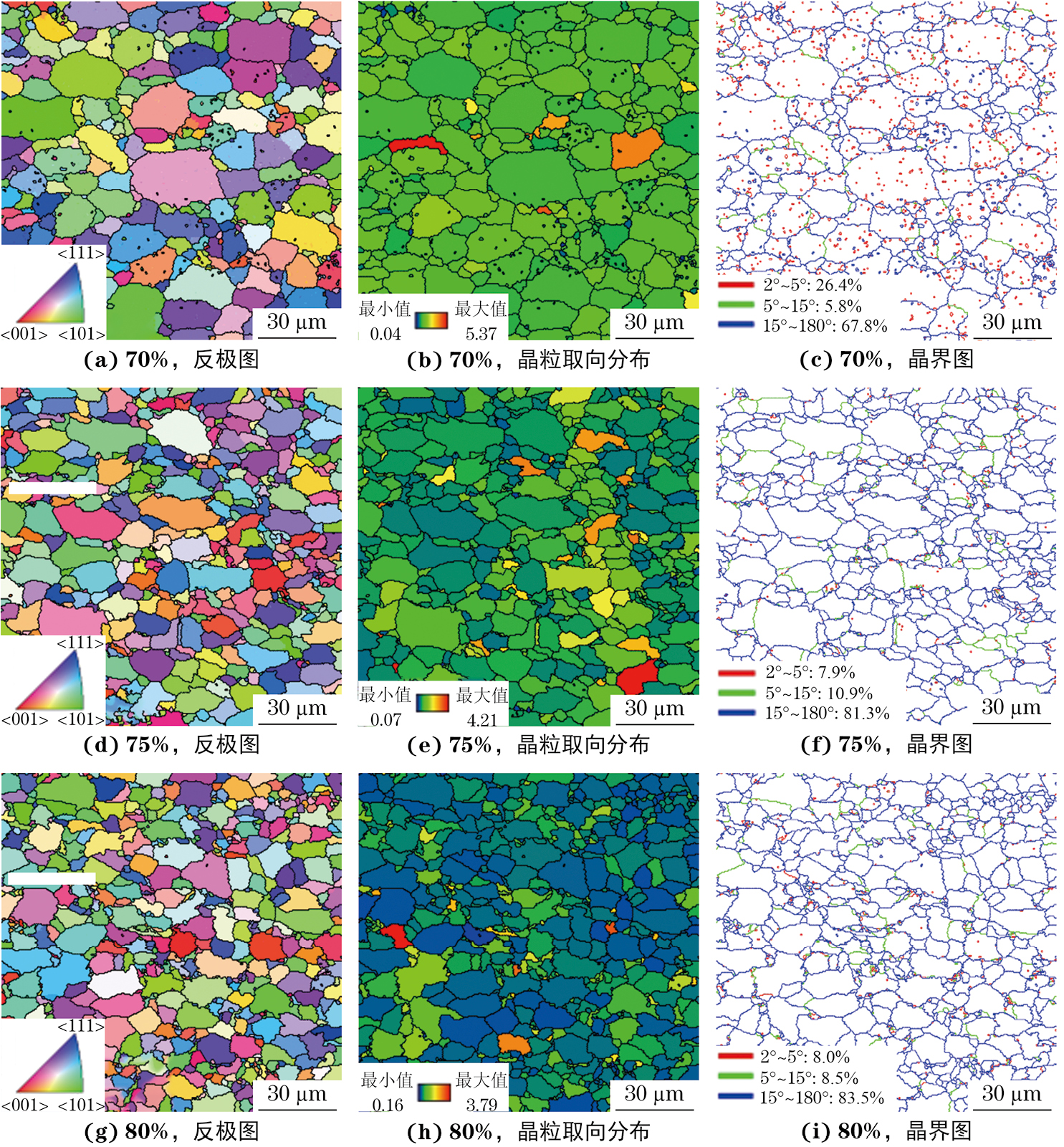
由图2可知,不同压下率冷轧+退火后试验钢的铁素体晶粒主要呈〈111〉和〈101〉取向,马氏体晶粒无明显取向,随着冷轧压下率增加,铁素体晶粒中〈001〉取向晶粒的占比增大。根据晶粒取向分布统计得到,随着冷轧压下率增大,冷轧+退火后试验钢晶粒内部点与平均取向间的错配角取值范围减小,说明晶粒内部取向一致性提高,组织均匀性增强。当冷轧压下率分别为70%,75%,80%时,再结晶晶粒占比分别为86.8%,91.36%,94.2%,再结晶程度均处于较高水平;随着冷轧压下率增大,再结晶程度增大。随着冷轧压下率增加,亚晶界(晶粒取向差在2°~5°)减少,小角度晶界(晶粒取向差在5°~15°)先增多后减少,大角度晶界(晶粒取向差在15°~180°)增多。在冷轧过程中,位错滑移和堆积导致晶粒内形成亚晶胞和位错墙结构,从而形成大量小角度晶界。随着冷轧压下率增加,位错不断积累,部分小角度晶界会通过位错合并、旋转演化为大角度晶界,因此小角度晶界数量在冷轧压下率为80%时减少;同时,冷变形储能增加,为退火过程中的位错湮灭和再结晶提供了驱动力,促进了小角度晶界向大角度晶界转变,因此大角度晶界数量增加[15]。
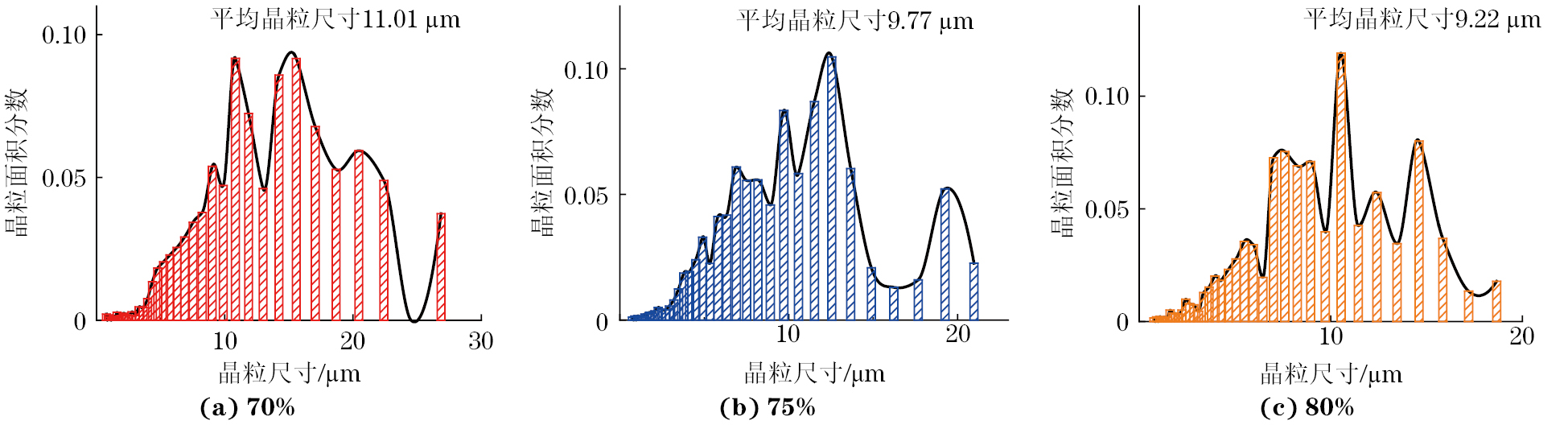
由图3可知:随着冷轧压下率增加,冷轧+退火后试验钢的平均晶粒尺寸减小。这是因为冷轧压下率增大,晶粒变形程度增加,变形晶粒和变形带数量增多,退火过程中再结晶形核数量增加,同时高变形区域中晶界迁移受到阻碍,再结晶形核速率大于晶粒生长速率,最终导致再结晶晶粒细化。
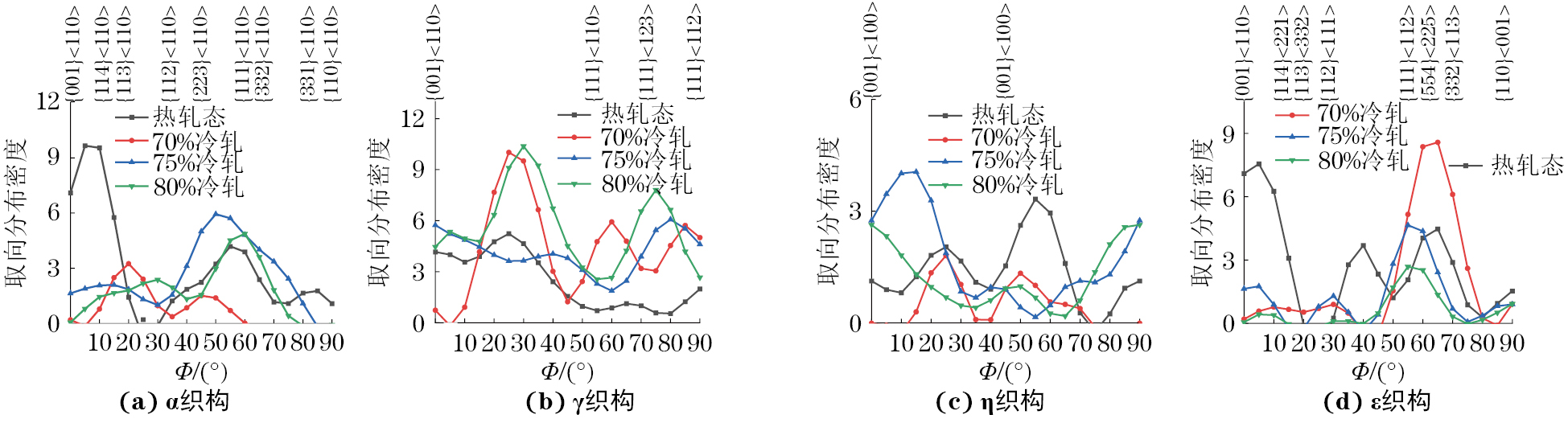
由图4可以看出:热轧态试验钢中的主要织构为旋转立方织构{001}〈110〉和铜型织构{112}〈111〉等热轧织构,织构强度较高;冷轧+退火后,铜型织构{112}〈111〉转变为{113}〈110〉织构,而{001}〈110〉织构则由于冷轧变形扰乱取向分布并在再结晶过程中未能优先生长而弱化,并且钢中形成一定强度{111}取向,出现较强的γ织构和较弱的α织构。70%压下率冷轧+退火后试验钢中γ织构取向密度较高且分布集中,冷轧压下率提高至75%时,γ织构取向密度下降,分布趋于分散,当冷轧压下率为80%时γ织构取向密度回升,但主峰区域变宽,{111}取向的集中性下降,部分织构发生转变。冷轧变形会诱导铁素体晶粒取向转动,促进{111}取向晶粒的形成与稳定,而在两相区退火过程中,具有{111}取向的晶粒在再结晶时具有择优生长优势,因此试验钢形成一定强度的{111}取向。在70%冷轧压下率下γ织构强度和集中度高,但冷轧压下率提高后强度下降。这主要归因于过高的塑性变形容易造成局部取向失稳,增加再结晶形核的多样化,促进残余形变带的形成,这些因素的共同作用会破坏γ织构{111}取向的择优生长环境,导致织构强度分散。
由图5可以看出,相较于热轧态,冷轧+退火后试验钢中{111}〈110〉、{111}〈112〉等γ织构强度增大,热轧织构强度减弱。随着冷轧压下率增加,冷轧+退火后试验钢的{111}〈112〉织构密度减小,{111}〈110〉织构密度先减小后略有回升,说明随着冷轧压下率增大,γ织构主组分由{111}〈112〉向{111}〈110〉转移,整体取向集中性有所降低,这是由冷轧变形诱导的择优取向转动与退火期间再结晶/相变选择性共同决定的。80%冷轧压下率下织构取向密度在中高角度区域出现明显升高,说明部分晶粒发生了向不利取向的偏转,织构集中性降低,呈现出更强的取向分散特征。热轧态试验钢中还存在{554}〈225〉η织构与{332}〈113〉ε织构等次要织构,经压下率70%冷轧和退火后其强度更强,在冷轧压下率75%条件下相当,在冷轧压下率80%条件下减弱,说明不大于75%的冷轧压下率有助于形成与维持有利于深冲成形性能的织构。
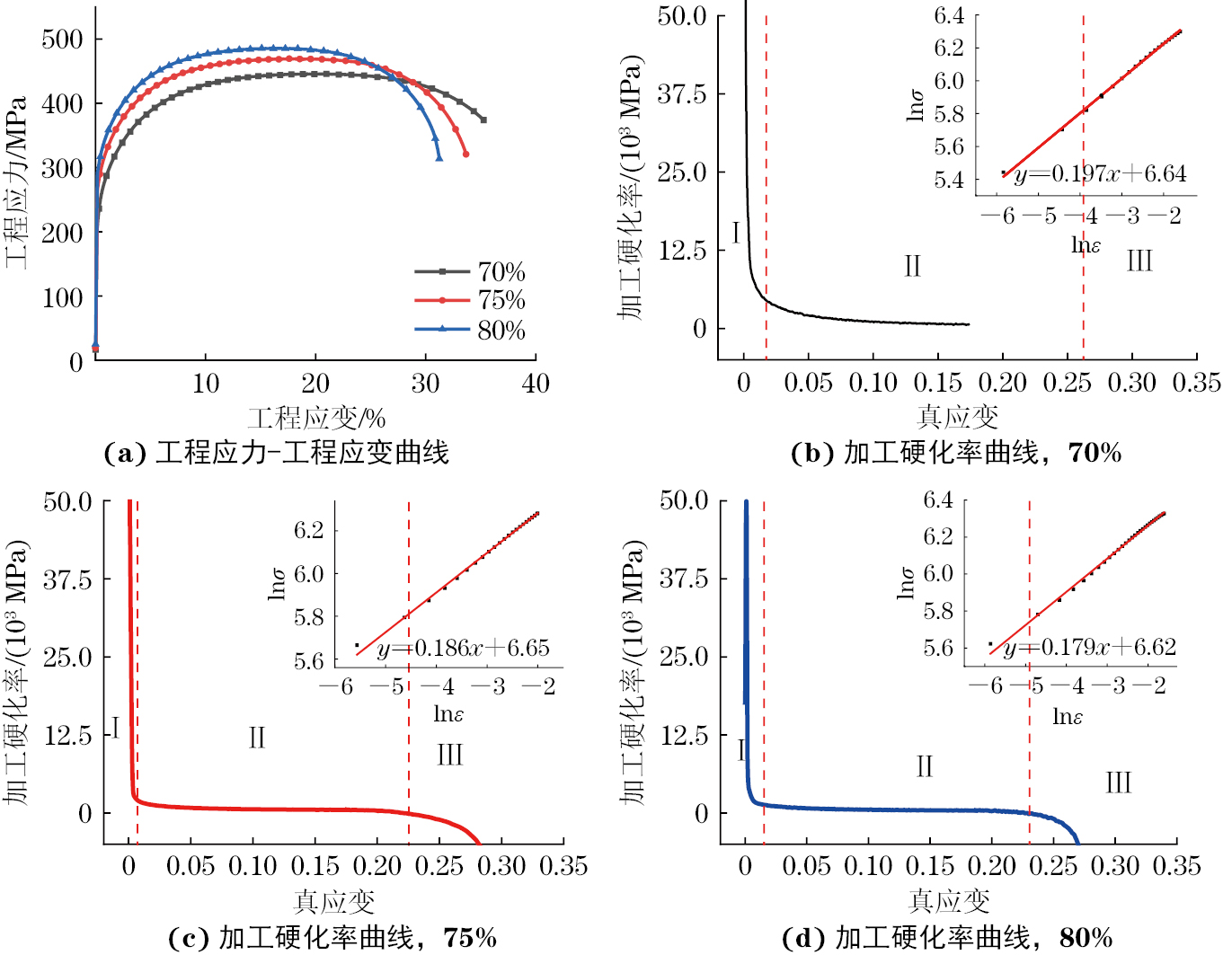
由图6可知,不同压下率冷轧+退火后试验钢在拉伸变形时均表现出连续屈服行为,且屈服强度较低。试验钢的加工硬化曲线均包含3个阶段:第一阶段(Ⅰ)加工硬化率快速下降,此时材料发生弹性变形;第二阶段(Ⅱ)加工硬化率缓慢下降,这归因于材料发生塑性变形时,可动位错移动到晶界/相界处发生塞积,通过交滑移、攀移等机制绕过障碍,缓解了变形阻力的上升趋势,从而发生加工硬化[16];第三阶段(Ⅲ)加工硬化率迅速下降,此时材料发生颈缩等直至失稳断裂。
由表1可知:随着冷轧压下率增大,试验钢的抗拉强度升高,强塑积先增大后减小,断后伸长率、塑性应变比r和加工硬化指数n降低。抗拉强度的提升主要源于冷轧变形程度加大后,组织中硬相马氏体增多,同时平均晶粒尺寸减小。断后伸长率下降与马氏体分布特征有关:细小马氏体主要分布于软相铁素体晶粒的三叉点,在拉伸过程中二者之间应变协调性差,界面处易发生局部应力集中,萌生微裂纹;随着马氏体含量升高,应力集中程度加剧,抗裂纹扩展能力下降。塑性应变比下降是因为随着冷轧压下率增大,试验钢中γ织构分布趋于分散,取向集中度降低,不同晶粒取向对应的塑性应变路径差异增大,削弱了各向异性协调性,同时虽然再结晶程度增加,但大角度晶界增多,再结晶晶粒局部存在非均匀性。加工硬化指数降低是因为随着冷轧压下率增加,晶粒细化,加工硬化能力趋于稳定,同时位错活动空间受限,加工硬化潜力下降。综上,75%冷轧压下率下退火态试验钢的强塑积最高,同时塑性应变比、加工硬化指数适中,深冲成形性能良好。
(1)冷轧和退火后试验钢的组织主要由铁素体、少量块状马氏体和微量碳化物组成,马氏体均匀分布在铁素体三叉晶界处,随着冷轧压下率增加,马氏体含量增加,铁素体晶粒细化,再结晶程度增加。
(2)冷轧+退火后试验钢中旋转立方织构和铜型织构等热轧织构强度减弱,出现较强的γ织构和较弱的α织构。随着冷轧压下率增加,γ织构取向密度先下降后上升,γ织构分布由冷轧压下率为70%时的集中变得分散,组分由{111}〈112〉向{111}〈110〉转移。当冷轧压下率为70%和75%时,试验钢中η织构{554}〈225〉与ε织构{332}〈113〉的强度不低于热轧态钢,当冷轧压下率为80%时这两种织构强度减弱,说明不大于75%压下率的冷轧变形有助于形成与维持有利于深冲成形性能的织构。
(3)随着冷轧压下率增加,试验钢的抗拉强度升高,断后伸长率、塑性应变比和加工硬化指数降低。当冷轧压下率为75%时,强塑积最佳,塑性应变比和加工硬化指数适中,退火态试验钢兼具较高强度和良好深冲成形性能。
文章来源——材料与测试网