表 1母材的化学成分
Table 1.Chemical composition of base metals
2025-10-10 12:57:50
铜因具有导电性强、导热性能优异、耐腐蚀性能好、易加工成形等特点,在新能源汽车三电系统、电力电子和制冷散热等领域应用广泛[1-2]。但是,我国铜矿资源贫乏,为缓解铜资源的短缺,“以铝代铜”是国家倡导的一种发展趋势。铝的资源丰富,导热导电性优良,耐腐蚀性能良好,与铜组成的铜铝复合结构可兼具两种材料的优势[3-5],成本低、质量轻,具有十分重要的研究意义和实用价值。
材料连接主要有机械连接和焊接两种方法[6-8]。机械连接较为灵活,但会大幅度降低金属材料的导电导热性能;而焊接中的熔钎焊在实施时一般只熔化焊料而基本不熔化母材,利用焊料熔化形成的液态金属润湿母材并填充接头间隙,从而实现金属的高质量连接。其中,激光熔钎焊技术具有激光热源能量控制精准、焊接质量高、易于自动化、适用于大规模生产等优点,成为铝/铜金属的连接方法之一。邓呈敏等[9]研究发现,2A16耐热硬铝/T2紫铜激光熔钎焊接头的界面反应层厚度低至10.23 μm,抗拉强度为274.25 MPa。万秀莲等[10]研究发现在最佳工艺参数下,LY16铝合金/T2紫铜激光熔钎焊接头的界面反应层厚度为9.23 μm,接头抗拉强度高达274.25 MPa。李志勇等[11]研究发现,随着激光功率的提高,5052铝合金/H62黄铜激光熔钎焊接头的抗拉强度先增大再减小。赵莹等[12]研究发现,在合适的工艺参数下,银中间层的添加有利于改善铜/铝熔钎焊接头的成形质量。目前,铝/铜激光熔钎焊的研究多聚焦于工艺参数优化和填充材料选择以控制界面反应层的金属化合物种类与厚度方面,有关离焦量这一关键参数的研究尚缺乏系统性。作者选用Zn-Al药芯焊丝作为填充金属,采用激光熔钎焊技术进行5052铝合金和T2紫铜的对接连接,研究了离焦量对焊丝熔化后在铜板上的铺展面积以及对接头组织和性能的影响,旨在为铝/铜复合结构的应用研究提供参考数据。
母材为市购的5052 Al-Mg系合金及T2紫铜,尺寸均为80 mm×60 mm×2 mm,化学成分见表1,抗拉强度分别为230,270 MPa,断后伸长率分别为15%和35%。填充金属为规格?1.6 mm的Zn-Al药芯焊丝,化学成分(质量分数/%)为78Zn,22Al,药芯为Cs-Al-F钎剂。
采用由YLS-6000-S2-TR型光纤激光器、High YAG-BIMO型聚焦镜头、ABB工业机器人、Fronius TPS 4000型MIG焊接电源、送丝设备及控制系统组成的设备对5052铝合金/T2紫铜进行激光熔钎焊试验。焊前对母材进行除锈除油污处理,随后放置在焊接工作台上进行对接装配,根部间隙为0.5 mm。在焊接过程中,激光束与母材平面呈75°夹角,焊丝位于激光束前方呈45°送入,光丝间距为0~1 mm,保护气体为纯度99.99%氩气,保护气体流量为15 L·min−1,激光功率为2 400 W,焊接速度为6 mm·s−1,送丝速度为2 m·min−1,离焦量为0,+2,+4,+6,+8 mm。
在不同离焦量下对相同质量焊丝加热5 s后,采用Image J软件测量焊丝熔化后在紫铜表面的铺展面积。在接头上截取尺寸为10 mm×20 mm×2 mm的金相试样,进行镶嵌、粗磨、抛光,用Keller试剂(95 mL H2O+1.5 mL HCl+2.5 mL HNO3+1 mL HF)腐蚀6~8 s后,采用蔡司光学显微镜(OM)及Merlin Compact型扫描电镜(SEM)观察接头微观结构,用SEM配套的能谱仪(EDS)进行微区成分分析。采用XRD-6000型X射线衍射仪(XRD)对物相组成进行分析,工作电压为40 kV,工作电流为40 mA,扫描范围为10°~90°,扫描速率为6 (°)·min−1。采用KB30S型全自动维氏硬度计测接头的硬度,测试区域为截面中部自铝合金母材至铜母材,测试间距为0.3 mm,距焊缝中心相同距离处测3次取平均值,载荷为1.96 N,保载时间为30 s。按照GB/T 2651—2008《焊接接头拉伸试验方法》,在接头上以焊缝为中心垂直于焊接方向截取拉伸试样,标距长度为60 mm,将正面和背面余高切除后,采用WDW-10型电子万能试验机进行室温拉伸试验,做3次平行试验,取试验结果的平均值。
当离焦量为0,+2,+6,+8 mm时,焊丝在紫铜表面的铺展面积分别为149.43,147.41,111.59,78.21 mm2,可见随着离焦量的增加,焊丝在紫铜表面的铺展面积减小,润湿铺展性能变差。随着离焦量增加,激光束聚焦在接头的区域变大,提供的焊接热输入降低,焊丝的铺展面积减小。
由图1可知,当离焦量为0时,铜母材部分熔化,铝合金母材大量熔化,焊缝正面和背面出现裂纹、未焊透等缺陷,正面成形不均匀,这是由于此时激光距母材表面过近,热输入过高,铝合金侧母材熔化量过多,焊接时出现大量飞溅所致;当离焦量为+2,+4 mm时,焊缝正面不连续,铝合金母材熔化量过多,导致焊缝背面出现焊瘤、裂纹等缺陷,说明此时焊接热输入仍过高;当离焦量为+6 mm时,正面焊缝金属铺展较为充分,背面平滑美观,焊缝正面和背面未出现明显的缺陷;当离焦量为+8 mm时,此时焊接热输入明显太低,铝合金母材熔化量不足,部分区域未焊透,焊缝背面熔宽变窄且不连续。综上,当离焦量为+6 mm时,铝合金/紫铜激光熔钎焊焊缝的成形性能最好。
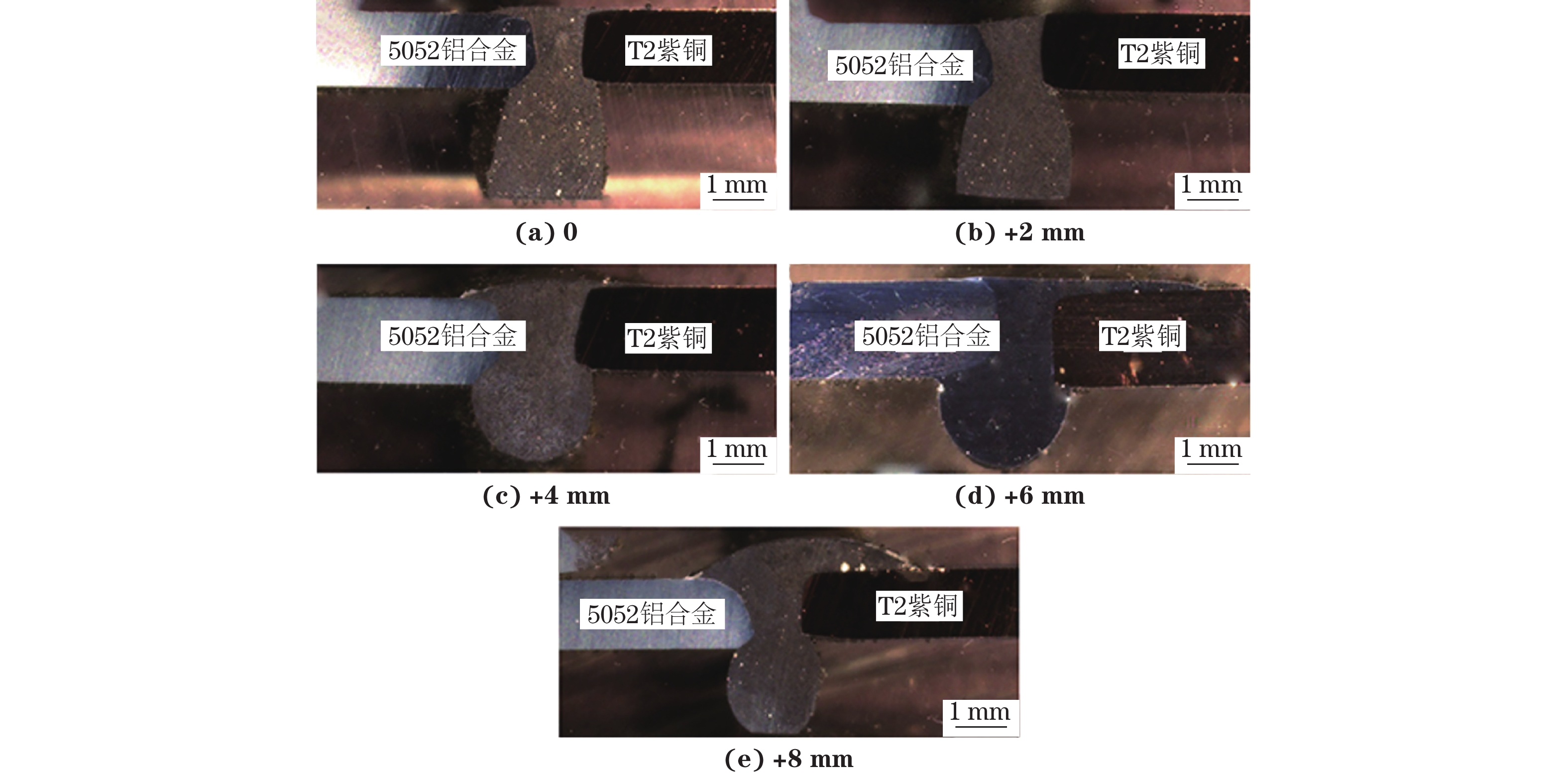
由图2可以看出,当离焦量为0,+2,+4 mm时,激光距母材表面较近,焊接热输入较大,铜母材部分熔化,铝合金母材熔化量多,此时焊缝金属在铜侧铺展较为充分,熔融铝合金液快速流淌进入焊缝背部,造成背面余高较高且凹凸不平;当离焦量为+6 mm时,熔融焊丝和局部熔融的铝合金在铜侧的铺展面积较大,铜的熔化量极少,未出现明显的熔合现象,整个接头符合熔钎焊特征;当离焦量为+8 mm时,焊接热输入量过小,正面焊缝金属铺展不良,铝合金熔化量也较少,接头背面铜侧出现了局部未焊合缺陷。综上,+6 mm离焦量下接头的横截面形貌最佳。
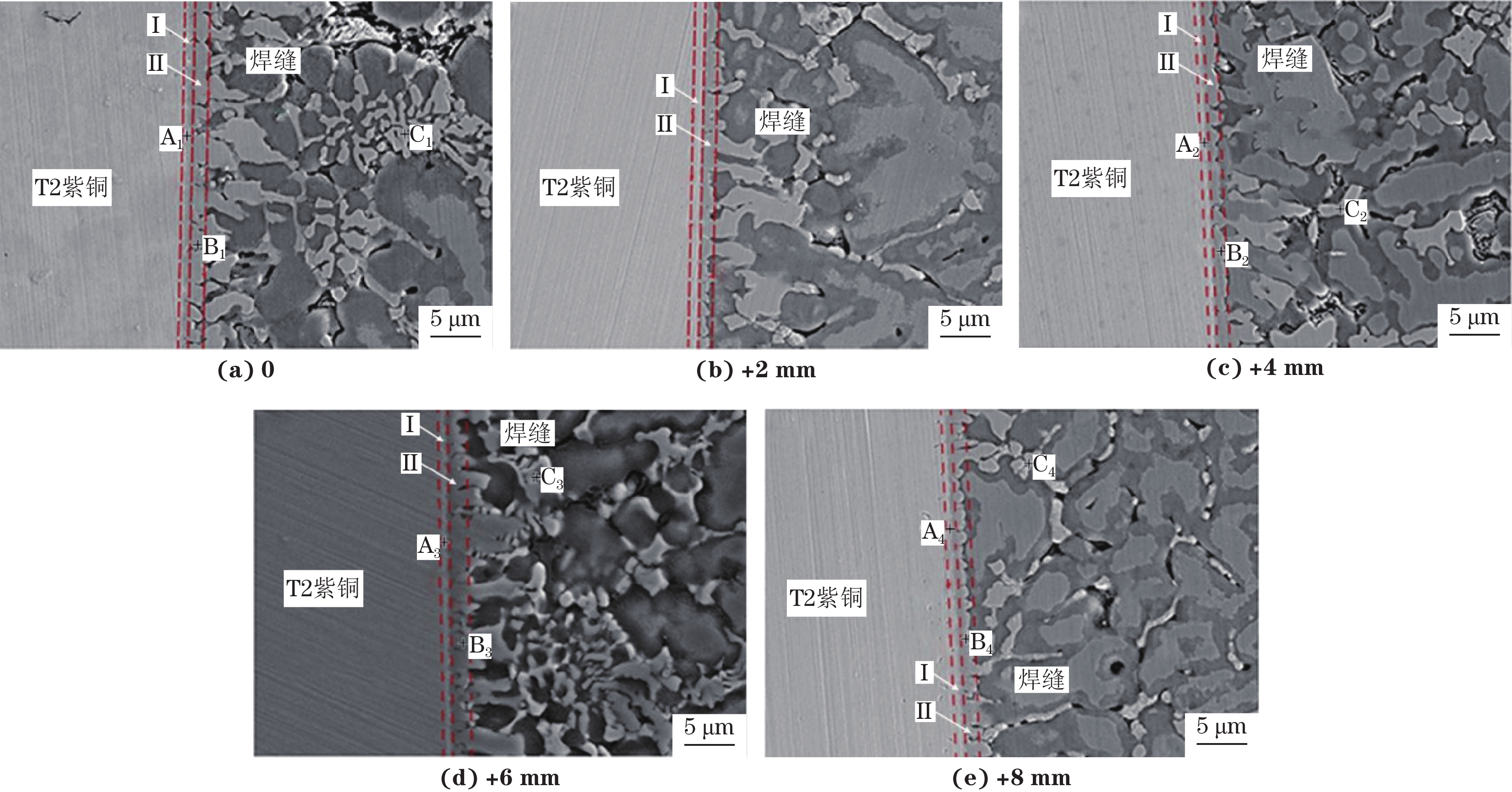
5052铝合金/T2紫铜激光熔钎焊接头包括铜母材、铜侧钎焊界面反应层、焊缝、铝合金热影响区和铝合金母材。由图3可知:不同离焦量下接头铜侧钎焊界面均不太平直,这是因为在激光热源的作用下,铜母材发生少量熔化,在界面处形成一层深灰色的金属间化合物反应层;焊缝均由雪花状的Al-Zn共晶组织和α-Al固溶体构成;铝合金侧存在明显的熔化焊特征,铝合金母材大量熔化,与熔融焊丝一起形成熔池,近铝合金侧组织沿着最大温度梯度成核,形成柱状晶区;由于铝合金、紫铜的热导率较高,在激光热源离开后熔池温度迅速降低,柱状晶停止生长,导致柱状晶区细小且狭窄。
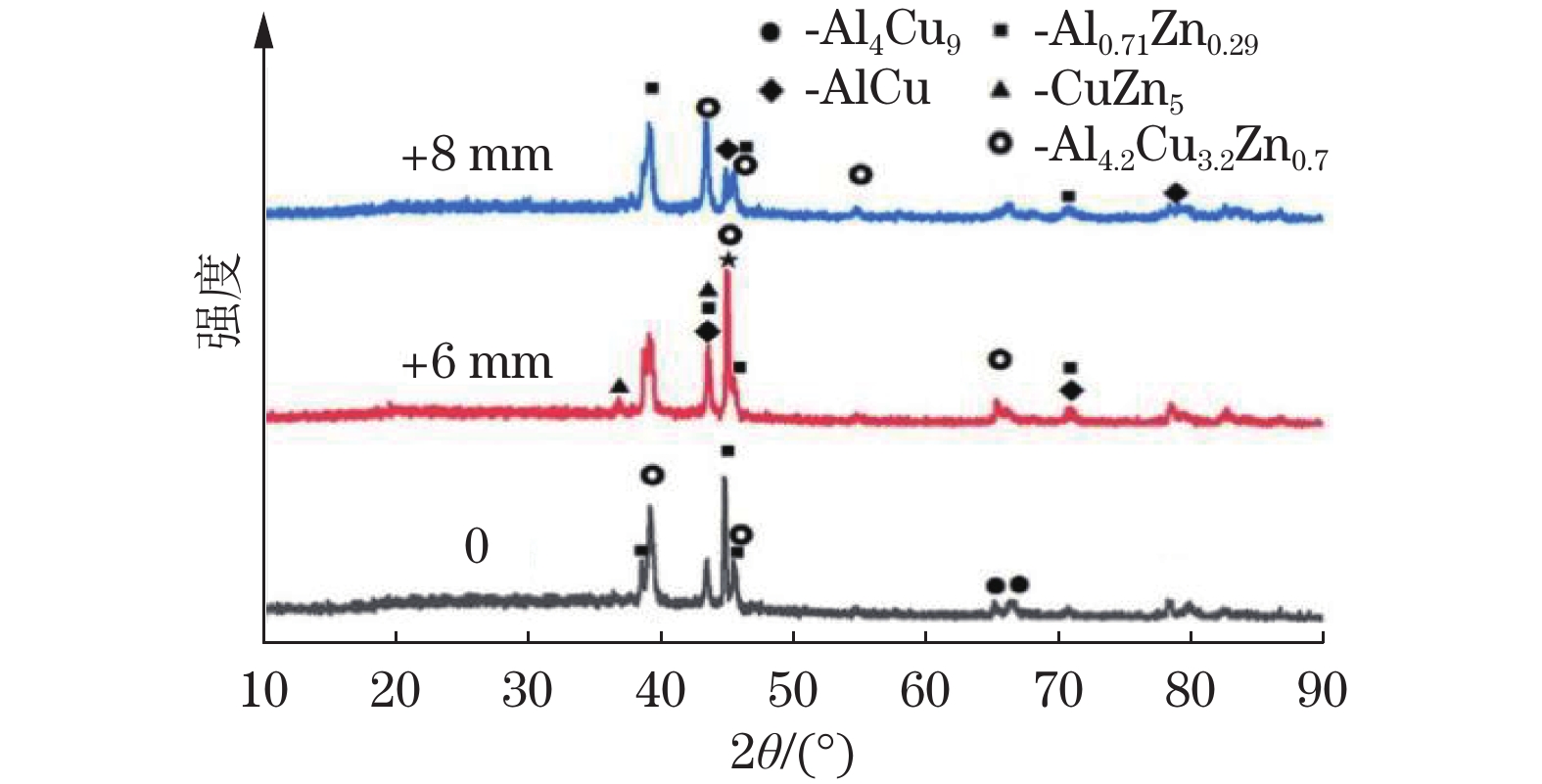
由图4、图5和表2以及Al-Cu-Zn二元及三元相图可以推测:当离焦量为0时,接头铜侧钎焊界面反应层浅灰色I区的物相主要为Al4Cu9相,深灰色II区主要为Al4.2Cu3.2Zn0.7相,焊缝树枝晶状组织为Al0.71Zn0.29相;当离焦量增加至+4 mm时,界面反应层I区物相由Al4Cu9相变为AlCu+CuZn相,II区及焊缝物相不变;当离焦量增加至+6 mm时,界面反应层I区物相仍为AlCu+CuZn混合相,但II区为CuZn5相,焊缝树枝状晶组织为Al0.71Zn0.29相;当离焦量增加至8 mm时,界面反应层I区物相为AlCu相,II区为Al4.2Cu3.2Zn0.7相,焊缝枝晶状组织为Al0.71Zn0.29相。不同离焦量下焊缝中心深灰色相均为α-Al固溶体。
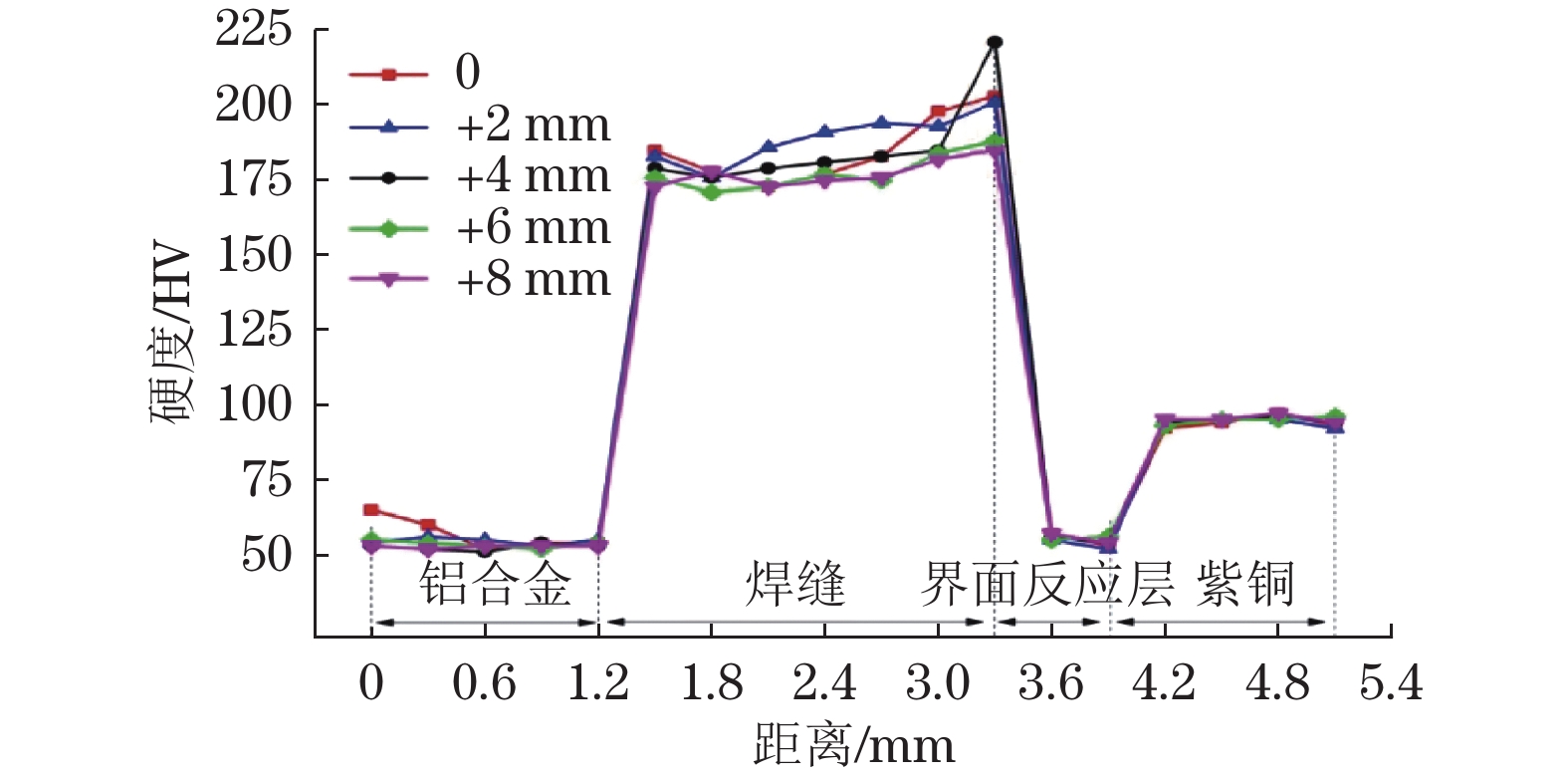
由图6可以看出,接头焊缝区域的硬度高于紫铜和铝合金母材,这是由于焊缝主要是由α-Al固溶体和细小的树枝晶Al-Zn化合物构成。铜侧钎焊界面反应层的硬度最高,这主要是因为该区域存在大量的Al-Cu化合物、Cu-Zn化合物和Al-Cu-Zn化合物。受激光热源软化作用的影响,铜侧钎焊界面反应层靠近紫铜母材区域的硬度低于紫铜母材。离焦量主要对接头焊缝和铜侧钎焊界面反应层的硬度略有影响。
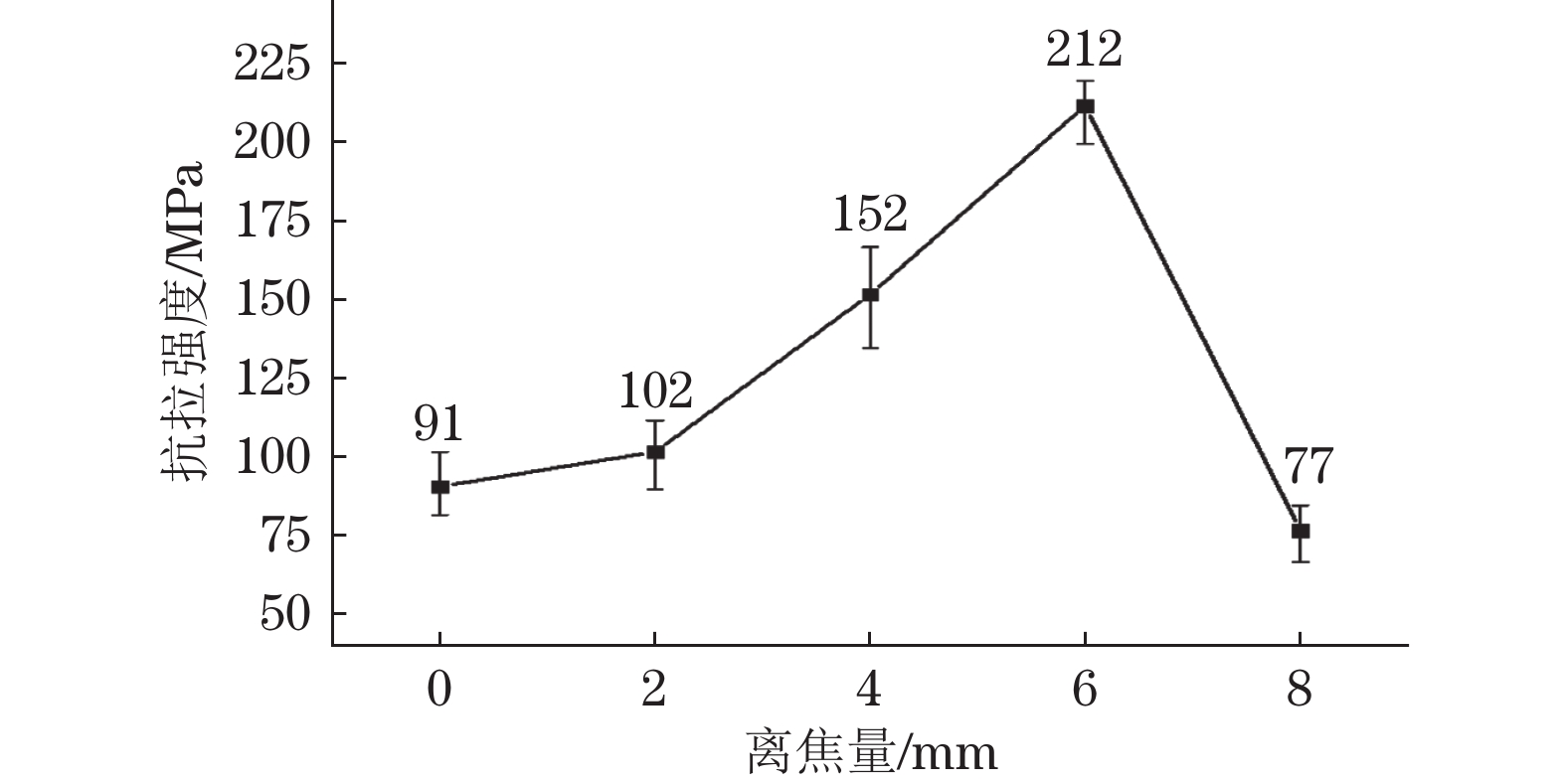
由图7可知,随着离焦量的增加,接头的抗拉强度先升后降,当离焦量为+6 mm时,抗拉强度最大,为212 MPa。0,+2,+4 mm 离焦量下焊接热输入较高,焊缝出现焊瘤、裂纹等缺陷,导致接头性能不佳。当离焦量增加到+8 mm时,接头焊缝背面局部未焊透,整体成形质量较差,抗拉强度急剧降低,仅为77 MPa。当离焦量为+6 mm时,接头焊缝的成形质量最好,因此拉伸性能最好。
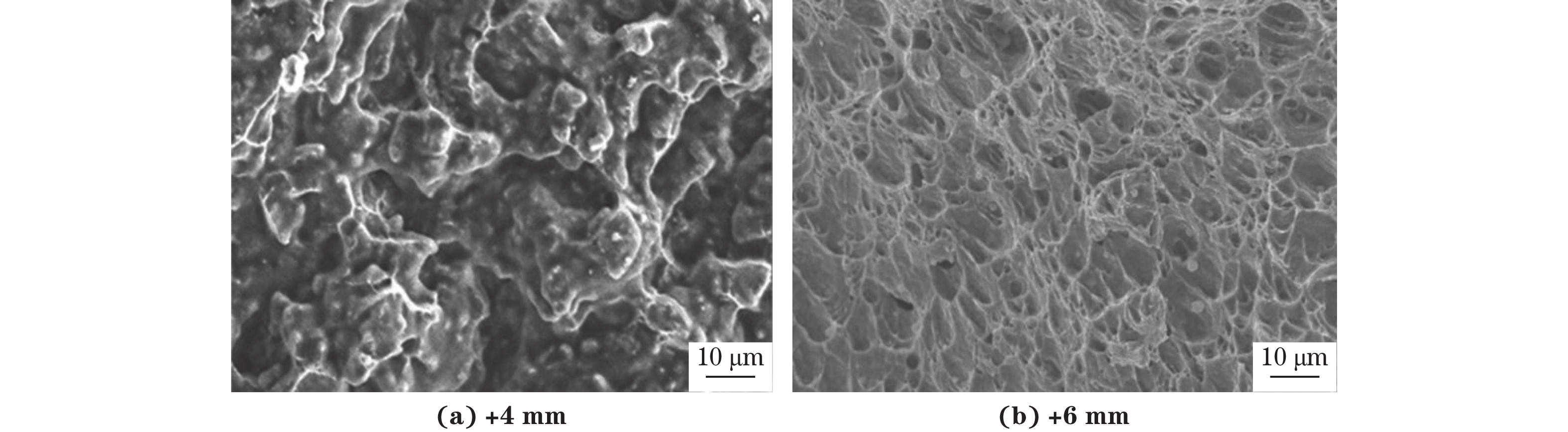
由图8可知:当离焦量为0,+2 mm时,拉伸时接头在铜侧钎焊界面区域断裂,这是因为此时焊接热输入过大,铜侧钎焊界面反应层生成了大量硬脆的Al-Cu化合物,使得该区域成为整个接头的薄弱点;当离焦量为+4 mm和+6 mm时,接头在铝合金母材处断裂,此时铜侧钎焊界面反应层中化合物由Al4Cu9相变成了AlCu+CuZn以及CuZn5相,界面反应层的韧性提高;当离焦量为+8 mm时,接头在铜侧钎焊区断裂,此条件下焊接热输入较小,焊丝融化后在铜表面润湿铺展性略差,铜侧界面冶金结合不良,同时铜侧钎焊界面反应层存在大量脆硬的AlCu相和Al4.2Cu3.2Zn0.7相,这些均导致接头在铜侧钎焊区断裂。由图9可以看出:当离焦量为+ 4 mm时,接头拉伸断口分布着大量解理台阶,呈现河流花样,为典型的脆性断裂形貌;当离焦量为+6 mm时,接头拉伸断口分布着尺寸较小的韧窝,呈典型的韧性断裂形貌。
(1)随着离焦量的增加,Zn-Al药芯焊丝熔化后在紫铜表面的铺展面积降低,润湿铺展性能降低。当离焦量为0,+2,+4 mm时,接头正面焊缝不连续,背面出现焊瘤、裂纹等缺陷,当离焦量为+8 mm时,接头正面焊缝金属铺展不良,背面出现未焊透缺陷,当离焦量为+6 mm时,正面焊缝金属铺展良好,焊缝表面未出现明显缺陷,成形质量最好。
(2)当离焦量为0时,接头紫铜侧钎焊界面反应层主要由Al4Cu9和Al4.2Cu3.2Zn0.7相组成,当离焦量为+6 mm时,主要由AlCu和CuZn5相组成,当离焦量为+8 mm时,主要由AlCu和Al4.2Cu3.2Zn0.7相组成。
(3)不同离焦量对铜侧钎焊界面反应层及焊缝的硬度略有影响,硬度值变化不大。随着离焦量的增加,接头的抗拉强度先升后降;当离焦量为+6 mm时,抗拉强度最大,为212 MPa,此时拉伸断口位于铝合金母材处,拉伸断口分布着尺寸较小的韧窝,呈典型的韧性断裂形貌。
文章来源——材料与测试网