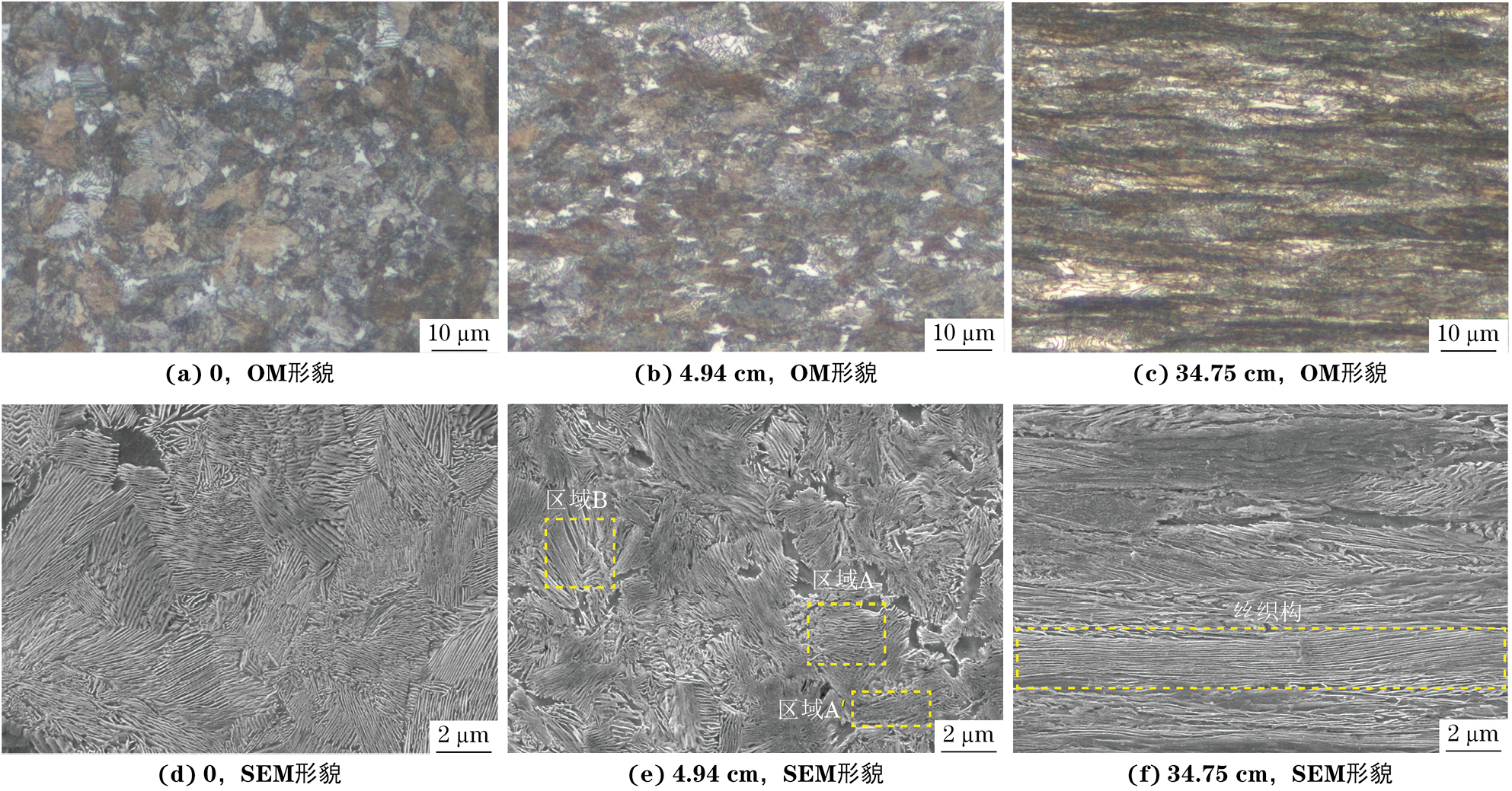
图 1不同冷拔变形量下冷拔态试验钢丝的OM和SEM形貌
Figure 1.OM (a–c) and SEM (d–f) morphology of cold-drawn test steel under different cold drawing deformations
2025-06-12 15:10:59
弹簧钢丝是制造各种弹簧的主要原材料,常见的有55SiCr弹簧钢丝、55SiCrV弹簧钢丝、60Si2Mn弹簧钢丝等[1-2]。其中55SiCr弹簧钢丝因具有较高的硬度、弹性和疲劳强度,在非腐蚀耐热环境以及需要承受重负荷且频繁变形的部件[3-4],如发动机气门、高端离合器等部件上得到了广泛应用。弹簧钢丝通常采用“表面预处理—拉拔成形—热处理—表面强化后处理”工艺制备[5],根据弹簧服役要求,应具有较高的综合力学性能,尤其是强度和扭转性能等。
生产工艺对弹簧钢丝的性能影响显著:拉拔、轧制等工艺可以显著提高弹簧钢丝的屈服强度和抗拉强度;合理的热处理工艺有助于弹簧钢丝保持良好的韧性和抗疲劳强度[6-7];热处理后进行喷丸处理可以强化表面,细化晶粒[8]。林传超等[9]研究发现,460℃感应回火工艺处理后的淬火态55SiCr弹簧钢丝的抗拉强度达到1936MPa,断面收缩率高达59%。王秀俊等[5]研究发现,拉拔后直径12.6mm的55SiCr弹簧钢丝在1010℃淬火+460℃回火后,其抗拉强度可达到2010MPa,断面收缩率为48%。目前,鲜见冷拔结合热处理对弹簧钢丝组织及力学性能影响的研究。作者对55SiCr弹簧钢丝进行不同变形量冷拔以及920℃油淬和435℃回火处理,研究了不同冷拔变形量下冷拔态和回火态显微组织及力学性能,以期为55SiCr弹簧钢丝的生产工艺优化提供理论支撑。
试验材料为长度10cm、直径5.50mm的55SiCr弹簧钢丝,由国内某钢厂提供,化学成分(质量分数/%)为0.55C,1.50Si,0.75Mn,0.008P,0.003S,0.67Cr。
对试验钢丝表面进行喷丸及电解磷化处理,采用LZ-560型直进式拉丝机粗拉至线直径为5.00mm,长度对应变为12.1cm。采用伺服直驱式6-560型直进式拉丝机进行冷拔,受加工设备与场地局限,分两程冷拔,每程进行5道次冷拔:第一程冷拔工序中试验钢丝的线直径由5.00mm依次减至4.50,4.00,3.60,3.20,2.90mm,第二程冷拔工序中线直径由2.90mm依次减为2.60,2.40,2.15,1.95,1.81mm。引入冷拔变形量来表征试验钢丝的塑性变形程度,冷拔变形量定义为冷拔前后试验钢丝长度的差值。计算得到第一程冷拔工序中的冷拔变形量依次为4.94,8.91,13.34,19.54,25.97cm,第二程冷拔工序中的冷拔变形量依次为34.75,42.52,55.44,69.55,82.34cm。
将冷拔后线直径为1.81mm的试验钢丝切割成长度为15cm的试样,放入预热到920℃的XCX-HM-300型管式加热炉中保温1.5min,取出进行充分油淬后,再放入预热到435℃的XCX-HM-150型回火炉中保温1min进行回火处理,空冷至室温。
在不同冷拔变形量下的钢丝(未经热处理)和热处理后的钢丝上截取金相试样,依次使用200#,400#,800#,1200#,1500#砂纸对截面进行打磨,再经抛光和腐蚀处理后,采用IM-300LD4D型光学显微镜(OM)观察显微组织。采用FEI INSPECT F50型扫描电子显微镜(SEM)观察微观形貌。按照GB/T 239.1—2023《金属线材扭转试验方法》进行扭转试验,线直径在3.20~5.00mm的钢丝试样采用量程为?3.0~?8.0mm的GX-10型扭转试验机,线直径在1.81~2.90mm的钢丝试样采用量程为?1.0~?3.0mm的EJJ-5型扭转试验机。采用HVZ-1000型自动显微维氏硬度计测试截面硬度,以“十字形”每隔0.3mm取点进行测试,测9个点取平均值,并转换成洛氏硬度。采用XHL-S型拉力试验机测试力学性能,拉伸试样长度为10cm,拉伸速度为100mm·min−1。上述试验均测3个平行试样取平均值。
由图1可见,不同冷拔变形量下冷拔态试验钢丝的组织均由铁素体和珠光体组成,随着冷拔变形量的增加,晶粒尺寸减小,珠光体组织向拉拔方向发生协调变形。经第1道次冷拔后(冷拔变形量为4.94cm),珠光体组织已呈现出向拉拔方向变形的趋势,部分区域(区域A和区域A´)的片层间距变小,而部分区域(区域B)的片层间距增大,这是珠光体为了防止在拉拔过程中发生撕裂而进行的自我调整;当冷拔变形量增大为34.75cm时,珠光体组织由未进行冷拔处理时(冷拔变形量为0)的等轴状转变为相互平行的细长条状(丝织构),丝织构的方向与拉拔方向一致,同时珠光体片层间距进一步变小。
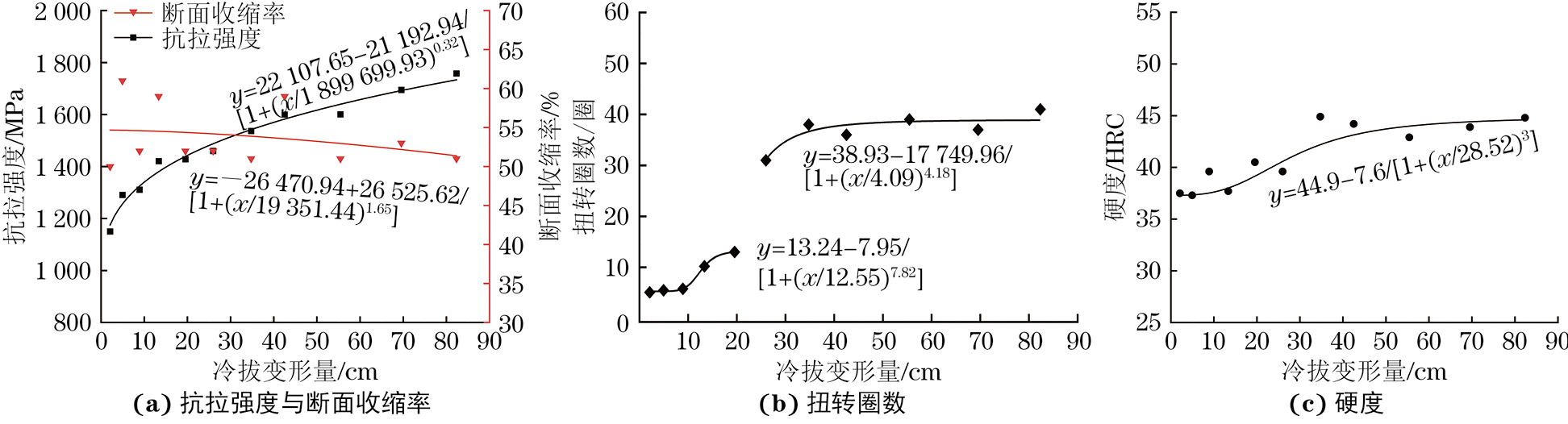
由图2可见,随冷拔变形量增大,试验钢丝的抗拉强度和硬度呈升高趋势,断面收缩率下降。当冷拔变形量从0增大到82.34cm时,抗拉强度从1070MPa提高到1758MPa,增幅高达64.3%,硬度从28.8HRC提高到44.8HRC,增幅55.6%,断面收缩率从60%下降至51%,降幅15%。冷拔变形对弹簧钢丝断面收缩率的影响相对较小。此外,当冷拔变形量从0增加到19.54cm时,扭转圈数从5.1圈增加到13圈,增幅高达154.9%,当冷拔变形量从25.97cm增加到82.34cm时,扭转圈数从31圈增加到41圈并趋于稳定,增幅32.3%。
试验钢丝强度的提高和塑韧性的下降是因为发生了加工硬化。在冷拔过程中,钢丝组织由等轴状向细长条状转变,最终形成丝织构,这说明钢丝发生了显著的塑性变形。钢的塑性变形主要通过滑移和孪生的方式实现,滑移的本质是位错沿滑移面的运动而非晶体刚性位移。随着变形量增加,位错密度显著增加,导致弹性应力场增强并引发位错塞积、缠结及反应等相互作用,使得位错运动阻力增大,宏观表现为强度和硬度提升[10-11]。对钢丝进行扭转变形时,其表面会受到剪切力,随着剪切力增大,塑性变形量增大,而剪切应力产生的变形会使晶粒变细,产生细晶强化效果。在加工硬化导致的塑韧性降低和扭转变形带来更多塑性变形和强化的双重作用下,冷拔变形量82.34cm所得钢丝的扭转圈数稳定在41圈。
由图3可知,冷拔至线直径为1.81mm并经920℃油淬和435℃回火处理后,试验钢丝中因拉拔变形产生的细长条状组织已完全消失,转变为屈氏体组织,渗碳体呈细粒状,均匀分布在铁素体上,这是因为435℃回火属于中温回火,回火较为充分,能够促使更加稳定的细粒状渗碳体形成,且由于温度适中,渗碳体未聚集长大,仍处于弥散分布状态[12-14];屈氏体的铁素体基体较少且仍然保留了淬火马氏体的位向与针状形态,这是因为试验钢丝的碳含量较高(质量分数为0.55%),奥氏体中溶解的碳在淬火过程中无法完全扩散,导致马氏体晶格畸变加剧,形成针状高碳马氏体[15]。在回火过程中,针状高碳马氏体开始析出碳化物,导致马氏体分解,但由于回火温度较低,原子运动较为缓慢,马氏体组织整体仍呈现针状,因此回火后得到的铁素体呈现针状。
经过冷拔+淬回火处理后,试验钢丝的抗拉强度为2065MPa,断面收缩率为50%,扭转圈数为16圈,硬度为55.1HRC。与淬回火处理前相比,淬回火处理后的抗拉强度提高了17.5%,硬度提高了23.0%,扭转圈数减少,断面收缩率相对稳定,仅下降了1.96%。淬回火处理后试验钢丝获得了具有较高强度和韧性协同效果的回火屈氏体组织,针状铁素体较少且渗碳体呈弥散分布,使得材料产生了弥散强化效果。此外,淬回火阶段弹簧钢丝中高碳马氏体的相变倾向于通过孪生而非位错滑移进行,孪晶界本身可视为位错墙,使得位错密度大幅提升[16],位错密度提高产生的内应力与固溶强化作用共同提高了强度,而细晶强化和孪晶协调机制则可以维持塑性。因此,在抗拉强度和硬度提高的同时,弹簧钢丝的塑性也未下降过多。
(1)冷拔处理后,55SiCr弹簧钢丝的组织由珠光体和铁素体组成,并且组织向拉拔方向发生变形,由等轴状向条状转变。随着冷拔变形量的增大,组织变形程度增大,珠光体的片层间距和晶粒尺寸减小,当冷拔变形量为34.75cm时形成相互平行的细长条状丝织构。
(2)随着冷拔变形量的增大,55SiCr弹簧钢丝的抗拉强度和硬度明显提高,但由于加工硬化,断面收缩率下降,当冷拔变形量为82.34cm时,相较于未进行冷拔处理时抗拉强度和硬度分别提高了64.3%和55.6%,断面收缩率降低了15%。
(3)经920℃油淬+435℃回火处理后,55SiCr弹簧钢丝的组织转变为屈氏体组织,组织中的铁素体仍保持淬火马氏体的位向和针状形态,渗碳体呈细粒状弥散分布。与淬回火处理前相比,淬回火处理后钢丝的抗拉强度和硬度分别提高了17.5%,23.0%,断面收缩率仅下降了1.96%。
文章来源——材料与测试网