

Table 1.DH36钢和J507焊条的主要化学成分(质量百分数)
随着造船业对船用钢要求的不断提高,相关材料正朝着高强度、高韧性和易焊接的方向发展[1-2]。在造船过程中,焊接是一项至关重要的工序,根据已有数据显示,焊接船体所需的工时通常占据整个造船工时的30%~40%,焊接成本约占总造船成本的30%~50%。因此确保高质量的焊接工艺和提高焊接效率对于造船业至关重要[3]。随着焊接技术的大范围应用,缺陷探伤也逐步在质检环节中起着至关重要的作用。由于磁粉检测既经济又方便,适合于铁磁性材料的表面缺陷检测,并且具有较高的检测灵敏度和准确性,所以可采用磁粉检测保证船体焊缝检测的可靠性[4-5]。但磁粉检测结果大多利用人眼观察和人工记录,人为因素会对检测结果造成一定程度影响,甚至可能导致结果误判。随着制造业的快速崛起,质量检测工作任务艰巨,“智能化”的趋势促进了机器视觉技术在缺陷检测领域的发展。将机器视觉与传统磁粉检测过程相结合,既可以一次性测量缺陷等参数,又可以规避不同人员检测标准不一、误检等问题,进而提高检测结果的准确性[6]。
现有针对焊缝内部缺陷检测的方法主要有超声检测、X射线检测和红外热辐射检测,表面检测的方法主要有磁粉检测,渗透检测和涡流检测[7]。近年来,人们将机器视觉应用于焊缝外观检测中,基于机器视觉的新型焊缝质量检测技术能够实时识别缺陷。DING等[8]采用工业相机捕捉焊缝图像进行缺陷检测,引入Canny边缘检测算法提取图像边缘,将Canny边缘检测得到的二值图像作为输入进行Hough变换,输出为识别和提取的图像边缘形状和轮廓。通过对焊缝周围区域中连续像素数量的分析,能够判断焊缝是否存在缺陷且能够快速对缺陷进行定位。熊川等[9]开发了一种基于机器视觉的船板连接处焊缝缺陷检测算法,该方法利用主成分分析算法提取焊缝图像中的特征信息,采用特征模板匹配方法实现了焊缝缺陷的自动检测,在检测焊缝缺陷方面具有较高的准确性和鲁棒性,为船板焊接工艺的质量控制提供了有力的技术支持,并为进一步优化焊接工艺和提高生产效率提供了可行方案。
与人工检测相比,自动缺陷检测技术的优势在于其能够适应恶劣环境,且能够长时间高精度、高效率地工作。因此笔者开发了一种自动磁粉缺陷检测系统,通过采集焊缝磁粉检测后的工件表面图像,利用计算机图像处理软件对检测图像进行自动化识别分析和处理,进而得到准确的缺陷检测结果,以更精确识别焊缝缺陷类型和提升产品质量。
1. 试验准备
1.1 焊接材料及方法
试验使用母材为10 mm厚的DH36船用钢,其交货状态为CR(冷轧),DH36钢属于碳锰钢,其化学成分如表1所示,力学性能如表2所示。采用手工电弧焊焊接DH36钢,分别选择直径为2.5 mm和3.2 mm的J507焊条,(化学成分见表1)。焊接接头采用对接形式,V型坡口,坡口角度为60°,具体焊接工艺参数如表3所示。
Table 2.DH36钢的力学性能
Table 3.焊接工艺参数
1.2 图像采集系统
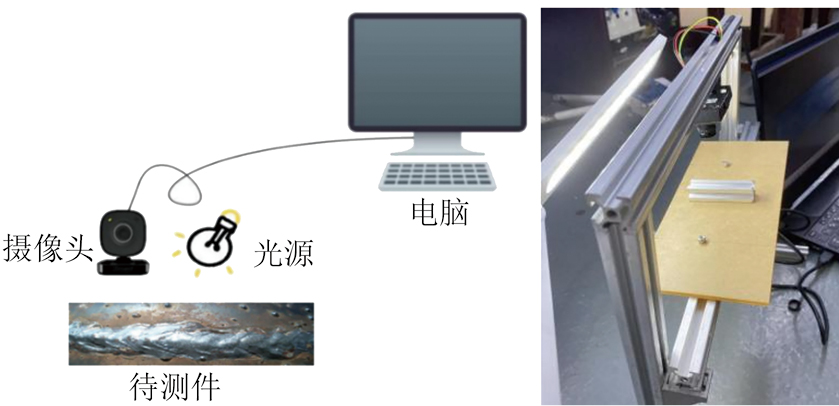
光源的选择和配置对于采集图像的质量至关重要,决定了图像的亮度、对比度和清晰度,从而影响后续的图像处理。LED光源能够保证光源的一致性、色彩稳定性且操作方便,所以文章选择LED灯作为光源,由于测试的是金属焊缝表面,正面照在试件上将发生镜面反射,为避免反光过强干扰图像的成像效果,所以将摄像头与母件的夹角保持在45°左右进行安装[10]。CCD相机利用隔离层进行隔离所得到的图像干扰程度低,成像质量更好,故根据检测需求采用HDUSB Camera型相机[11]。
整个视觉检测系统分为以下3个主要部分:图像采集部分、图像处理部分和参数显示部分。在图像采集部分,摄像头用于采集试件的图像数据;图像处理模块负责接收图像采集模块传来的数据并进行图像数据的处理,其主要包含图像滤波去噪处理、图像缺陷区域分割、图像缺陷区域特征提取以及缺陷类型分类器的训练验证[12-13]。与此同时,参数显示模块显示了缺陷的有无、类型以及其他相关参数,为检测结果提供了相关的数据参考。
为了实现焊缝缺陷磁粉检测的自主识别,首先将6个杆件组装成一个高25 cm的立体支架,以保证能在一定高度上安装相机,然后将摄像机固定于支架中间,镜头竖直向下以确保能接收到水平画面。距离镜头大约10 cm左右安置一载物台,用于放置试件。将CCD相机作为前端图像输入设备,放置于试件正上方,图像采集系统如图1所示。
1.3 相机畸变与校正
试验所使用的相机由于透镜边缘部分和中心部分的放大倍率不同,图像会产生畸变[14]。虽然透镜的畸变不可消除,但在实际应用中可以通过校正来补偿此畸变。校正的第一步就是进行标定,目前存在很多图像的标定方法,广泛采用的是张正友标定法[15],这种方法通过固定相机位置,使用相机从不同角度和位置拍摄多张包含棋盘格图案的图片,利用线性估计法和最小二乘法对其进行计算。文章移动棋盘图位置采集16张图像,利用OpenCV方法进行图像标定,并通过CameraCalibrator工具箱进行标定,并利用获得的标定参数对图像进行校正,其结果如图2所示。使用张正友标定法进行标定,标定重投影误差小于0.33个像素,标定结果如表4所示。
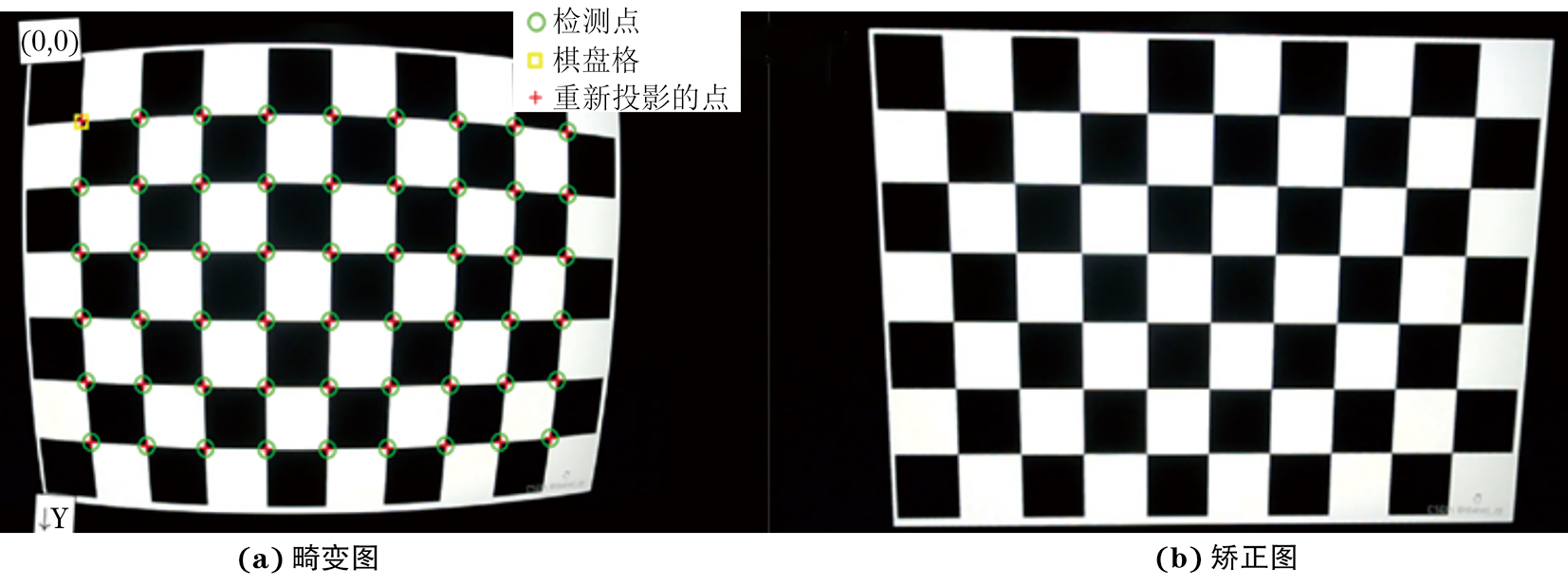
Table 4.标定结果
2. 结果与分析
2.1 图像处理
2.1.1 图像预处理
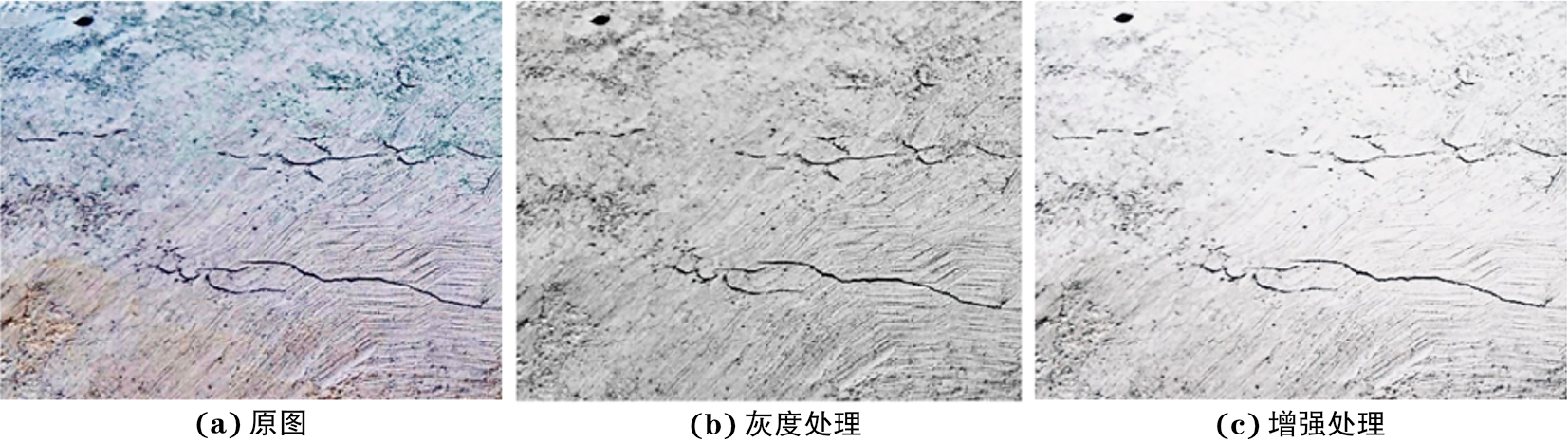
首先进行图像预处理(见图3),利用CCD、LED光源和计算机组成的图像采集系统采集的图像如图3(a)所示。为了提高系统的处理效果,将获取到的图像进行灰度化处理,以有效减少信息冗余,提高图像处理效率,处理结果如图3(b)所示。为提高图像的处理效率,同时能有效提取需要的重要信息(如裂纹等),进行对比度增强处理,得到图3(c)所示结果,可以观察到图像中的裂纹更明显清晰,干扰因素减少。
2.1.2 图像滤波去噪
然后进行图像滤波去噪处理,有多种方法可以对图像进行去噪处理,包括均值滤波、高斯滤波和中值滤波等。均值滤波采用多次测量取平均值的方法,通过替换每个像素的值为其邻域内像素值的平均值来减少图像中的噪声,该算法简单,计算量较小,对高斯噪声有良好的去除效果,但是其会模糊图像的边缘和细节。高斯滤波器可以有效地平滑图像,减少随机噪声,但在需要保留图像边缘和细节的应用中,表现较差,如边缘检测、图像分割。相比之下,中值滤波算法在处理特定类型的噪声时表现较好,且在需要保留边缘和细节的图像处理任务时较为出色。
将原始图片加入高斯噪声与椒盐噪声后分别使用中值滤波法、均值滤波法以及高斯滤波法进行处理,得到的效果对比如图4所示。经过比较,可明显看出高斯滤波法不适用于文章试验,而中值滤波与均值滤波法相比,中值滤波法所得到的图像对比度更强,效果更好,因此图像平滑时采用中值滤波法。

2.1.3 图像分割
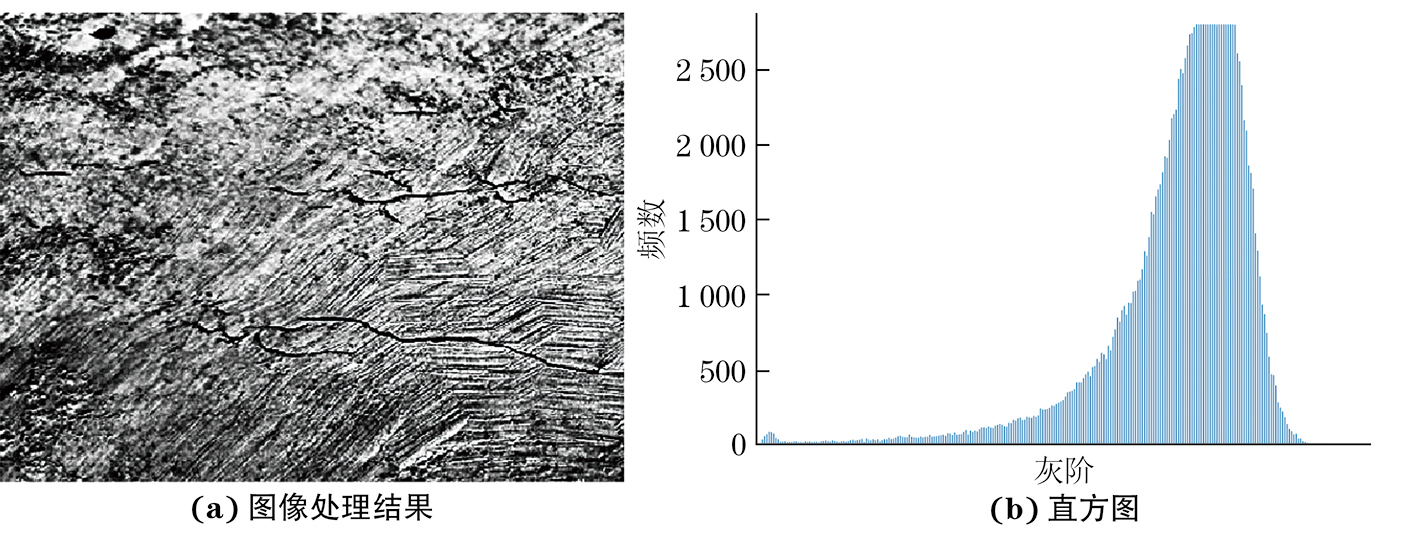
为使图像对比清晰便于识别,最后需要进行图像增强。通过处理数据,调整参数使图像均衡化,并绘出相应图像的灰度值,得到如图5所示的直方图均衡化结果和灰度直方图,再对灰度图进行图像分割。为使分割得到的图像完整地反映出其原本的特征,在使用阈值分割法时还要采用不同的二值化方法比对图像效果。对灰度图分别用OTSU二值化分割、最大熵法分割和迭代法进行阈值分割,得到的处理效果如图6所示。
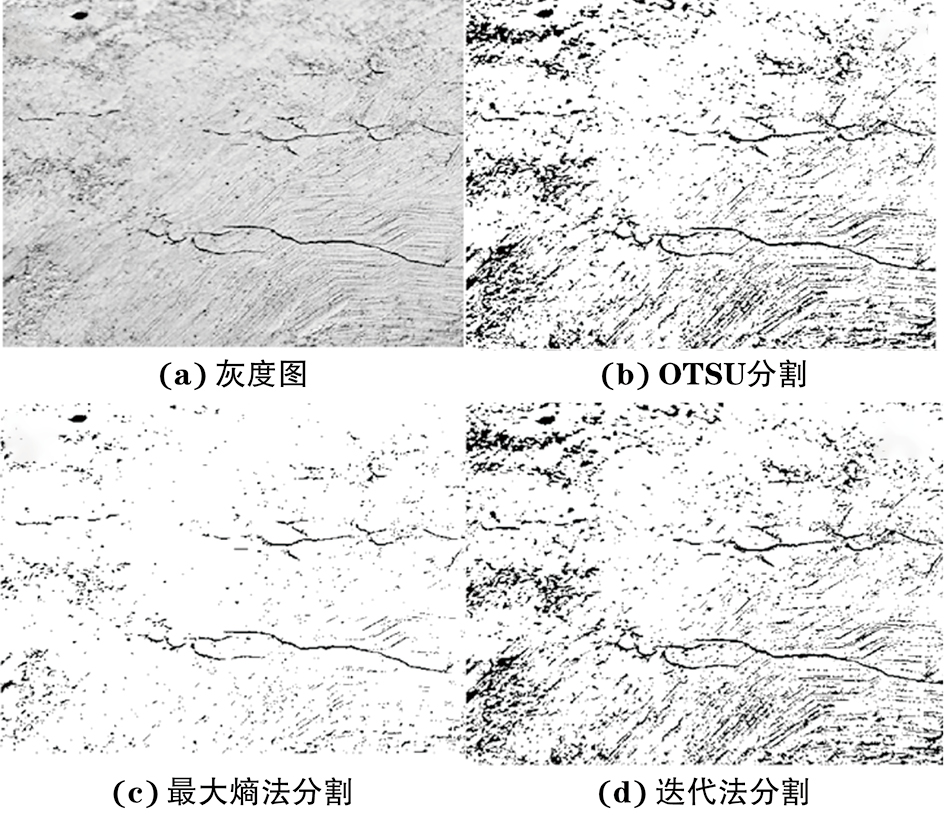
对比3种二值化处理方法的效果图,可以看出最大熵法缺陷与周围对比更明显,同时可以过滤其他干扰因素,更便于进行特征提取,因此使用最大熵法进行二值化更合适。
2.2 特征提取
2.2.1 裂纹提取
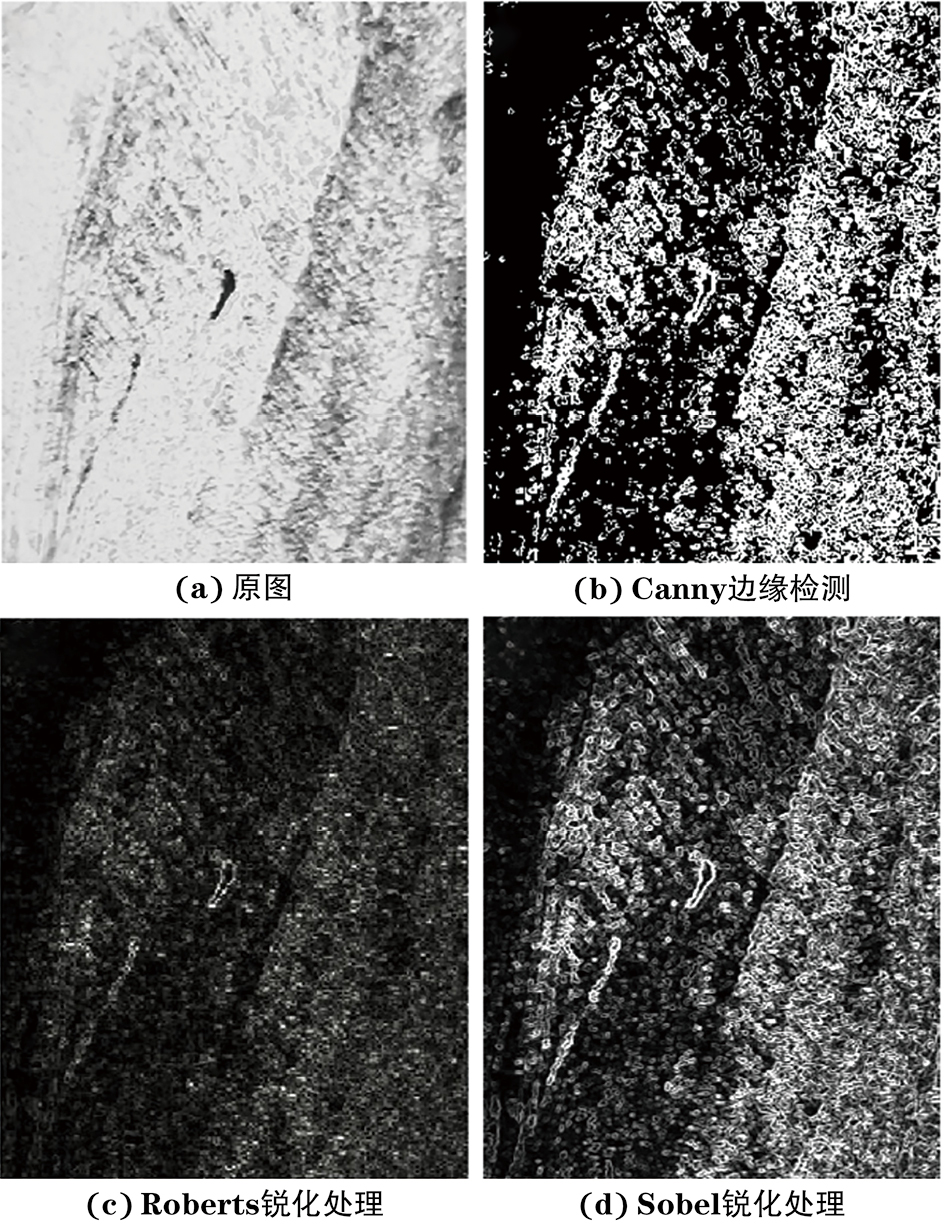
图像锐化是一种图像处理技术,用于增强图像中的边缘和细节,使其更加清晰。图像中的边缘可以分为细线型、突变型和渐变型3种类型。为了突出这些边缘,常用的图像锐化算法包括Sobel算子、Canny算子和Roberts算子等。这些算法可以准确地检测出图像中的边缘,并能再次加回原图像增强其细节,使得图像更加生动、明亮和具有立体感[16]。某图像经过3种方法处理前后的效果如图7所示。3种方法中,Sobel算子处理结果的边缘较粗、计算速度快;Canny算子边缘最细、定位精度最高;Roberts算子受噪声影响大,图像分割后还是会存在一定的噪声区域,故必须进行二次去噪。文章采用一种基于连通域的动态去噪方法,裂纹的连通域面积远大于噪声的连通域面积,通过计算目标裂纹区域和噪声区域像素面积,并通过计算噪声面积和裂纹面积的比值来定量地估计图像中的噪声和裂纹占比,这种比值计算的方法通常被称为信噪比(SNR)分析,其可以帮助评估图像质量并优化图像处理的结果,以此确定是否滤除当前的连通区域。
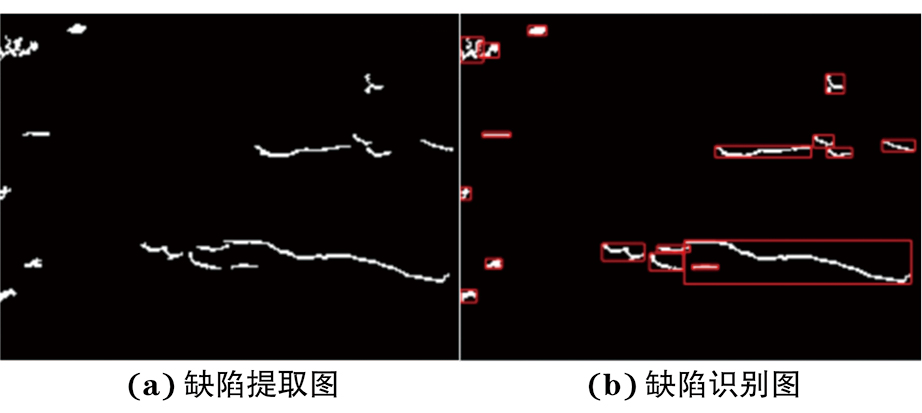
针对焊缝中的裂纹,首先采用Canny边缘检测,然后进行x和y方向的Sobel边缘检测得到图像梯度,并沿着图像梯度在经过的像素点上计数,最后利用rectangle标记矩形框,其提取结果如图8所示。可以发现,结合Canny算子与Sobel算子的裂纹提取方法在确保抗噪性的同时,增加了边缘。该方法可以较好地对线性裂纹等缺陷进行提取。通过对200个裂纹图像样本进行测试,裂纹识别准确率达97.5%,其中5个误判别数据图像本身纹理较为复杂。
2.2.2 圆度提取
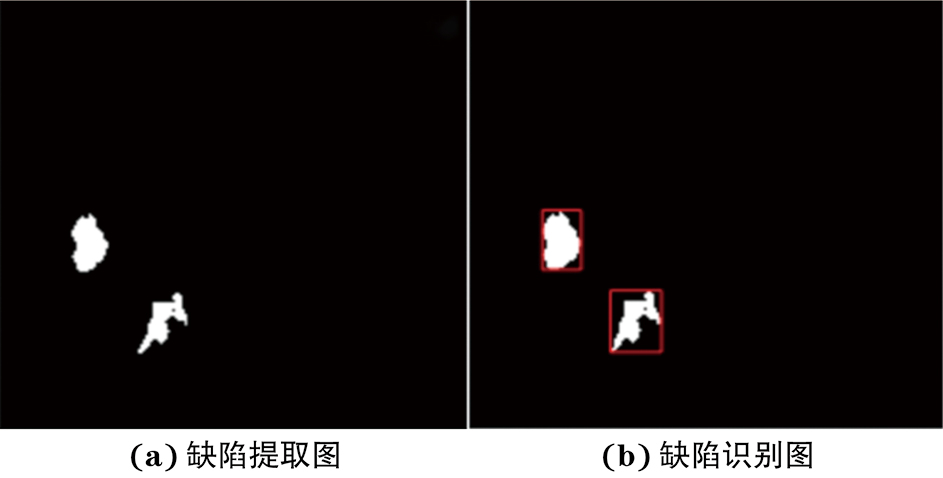
通过圆度提取可进行气孔检测。笔者利用Hough变换检测图像中存在的圆,主要是利用Hough函数测直线的思路,即圆外一点不仅是平面内3个点的圆锥面焦点,也是同时过此3个点的圆。利用Hough变换可以得到如图9所示的提取结果,可以发现,此函数对于圆形缺陷的识别较准确。通过对200个气孔图像样本进行测试,气孔识别准确率达94%,其中12个误判别样本图像存在表面污染干扰。
2.3 GUI软件界面设计
缺陷图像处理之后可以有效识别相应缺陷,但为了实现工业生产过程的自动化探伤,更加直观地显示缺陷,文章进一步设计了GUI(图形用户界面)的系统软件界面[17]。软件界面分为图像显示区、面板控制区、结果输出区。使用该软件时,首先载入图像,点击获取原始缺陷图片,输入需要检测的文件并打开;然后显示缺陷,对目标图像进行灰度化处理,再进行图像增强提高对比度,使用高斯滤波法平滑图像,最终二值化图像并进行缺陷检测,将处理后的检测结果显示在图像显示区域。针对以上测试图片,系统识别界面及其试验结果如图10所示。
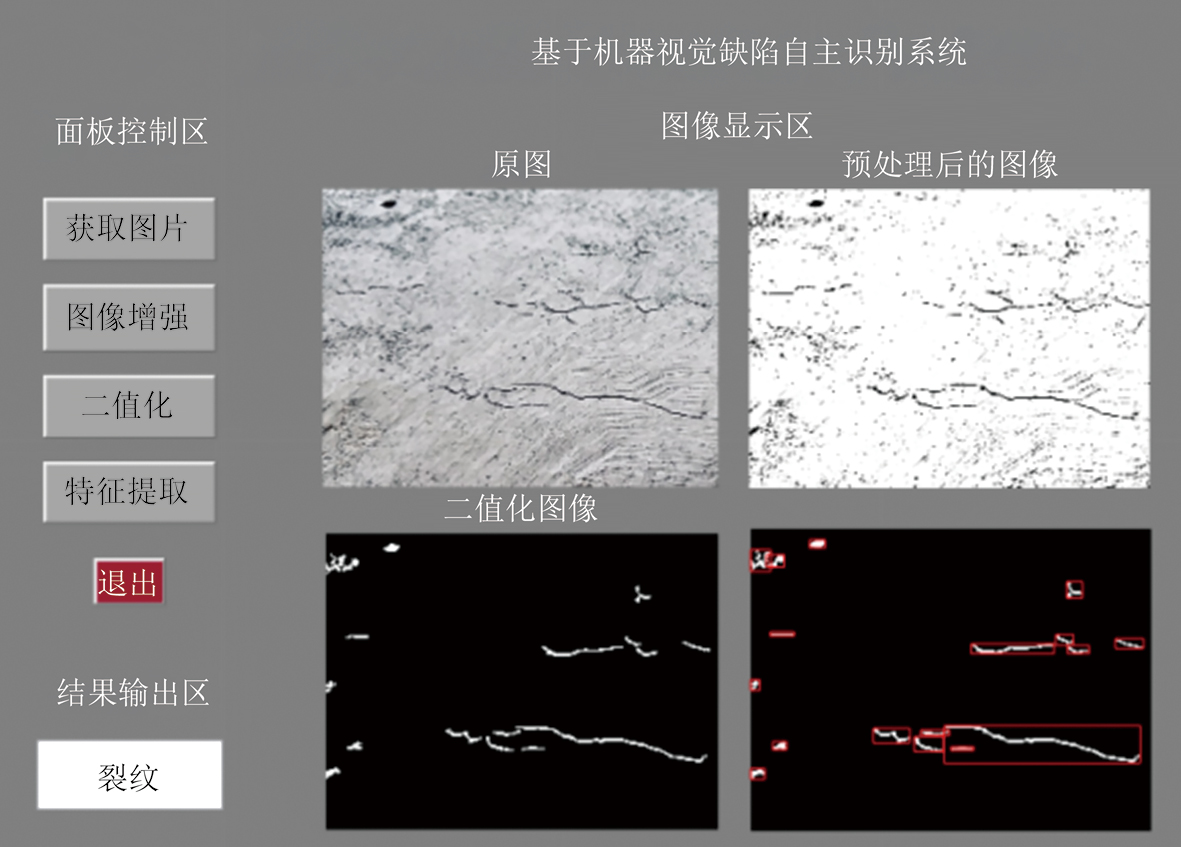
此次试验通过3个区域实现对系统的控制,4张图像分别对应相应步骤,结果输出可直接完成缺陷自动化识别及输出。利用面板控制区,对系统进行便捷式操作,通过获取图片、图像增强、二值化、特征提取4个按钮就能实现对图像的处理;在图像显示区,对图像处理并显示,可以直观地观察到检测过程中的图像数据,便于进行目视校核;在结果输出区,以文字形式输出检测结果,能自主显示识别缺陷。最后可以通过目视观察,对系统识别的缺陷类型进行比对,从而完成系统的校验和核对,以保证系统输出结果的稳定性及准确性。
3. 结论
提出了一种基于机器视觉的焊缝磁粉检测图像智能识别系统,该系统采用了一系列处理流程进行缺陷的自主识别。首先,系统搭建了图像采集系统,并采用畸变校正技术进行图像校正。接着对图像进行滤波、锐化、增强等预处理,结合二值化和特征提取,实现裂纹和气孔等缺陷的自主识别。最后,系统设计了GUI界面进行验证,确保算法的可行性和系统设计的合理性。该试验对于精确识别船用钢焊缝缺陷类型、提高探伤自动化效率、保证产品质量等方面具有重要价值。
文章来源——材料与测试网