

Table 1.3种轧制工艺参数
随着我国国民经济的发展和人民生活水平的提高,高抗震等级要求的工业与民用建筑、重大市政建设工程和重点基础设施工程等都对高强度建筑用钢(包括盘条和螺纹钢)的性能提出了更高的要求。笔者单位生产的产品为热轧带肋钢筋,经硝酸乙醇溶液腐蚀后,有的钢筋边部颜色明显与心部不同,带有封闭圈的宏观组织影响了钢筋的质量。GB/T 1499.2—2018《钢筋混凝土用钢 第2部分:热轧带肋钢筋》中规定,钢筋产品横截面的宏观组织外围不应有明显不同于内部区域衬度的封闭圈。若该钢筋产品出现未封闭的圈,应对产品进行维氏硬度测试和金相检验,产品的正常组织应该是铁素体和珠光体,不可出现回火组织,产品的中心与边部的维氏硬度差应不大于40 HV,否则判定该批次产品不合格。
1. 试验方法
为了保证钢筋产品的质量,避免不合格产品流入市场,结合3个不同生产工艺下的钢筋产品,按GB/T 1499.2—2018标准对试样进行力学性能、组织、硬度、化学成分的综合分析,找出不合格钢筋的边部异常组织类型,并对异常组织的产生原因进行了分析,以期为轧钢工艺的调整提供支持。
1.1 力学性能测试
采用3种不同的工艺对试制产品进行轧制,3种轧制工艺参数如表1所示。各取每种工艺产品的4支试样进行拉伸试验,分别将试样编号为1-1,1-2,1-3,1-4,2-1,2-2,2-3,2-4,3-1,3-2,3-3,3-4,对这些试样进行力学性能测试,结果如表2所示,其中Rm为抗拉强度,ReL为屈服强度。由表2可知:3种工艺产品的试验结果均满足GB/T 1499.2—2018的要求和内控要求。
Table 2.3种工艺生产试样的力学性能测试结果
1.2 金相检验
1.2.1 试样制备
使用带锯床对牌号为HRB500aE,直径为40 mm的试样进行锯切,再分别使用粒度为240,320,800,1 200目(1目=25.4 mm)的砂纸对试样进行粗磨、细磨,接着对试样进行抛光,最后使用体积分数为4%的硝酸乙醇溶液对试样进行腐蚀,将制备好的金相试样置于光学显微镜下观察。
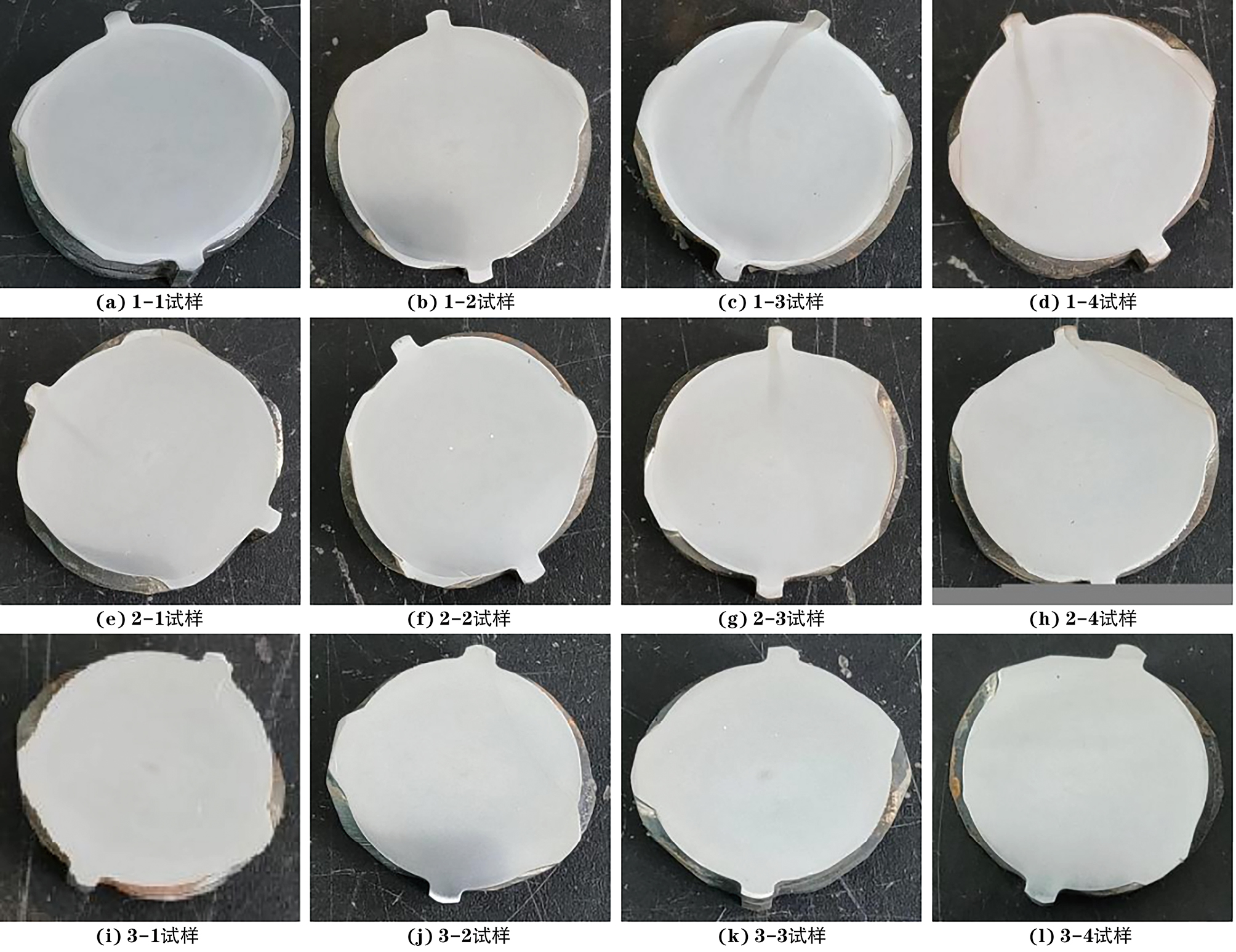
1.2.2 试样宏观形貌
3种工艺生产试样的宏观形貌如图1所示。由图1可知:第1种工艺下试样1-1和1-3形成了明显的不同于内部区域衬度的封闭圈,1-2和1-4试样的圈未封闭;第2种工艺下的4个试样均出现未封闭的圈,较第1种工艺出现未封闭圈的情况,第2种工艺下的试样仅在横肋和纵肋部位出现不同于内部区域衬度的情况;第3种工艺下的4个试样衬度均匀一致,未出现封闭圈。
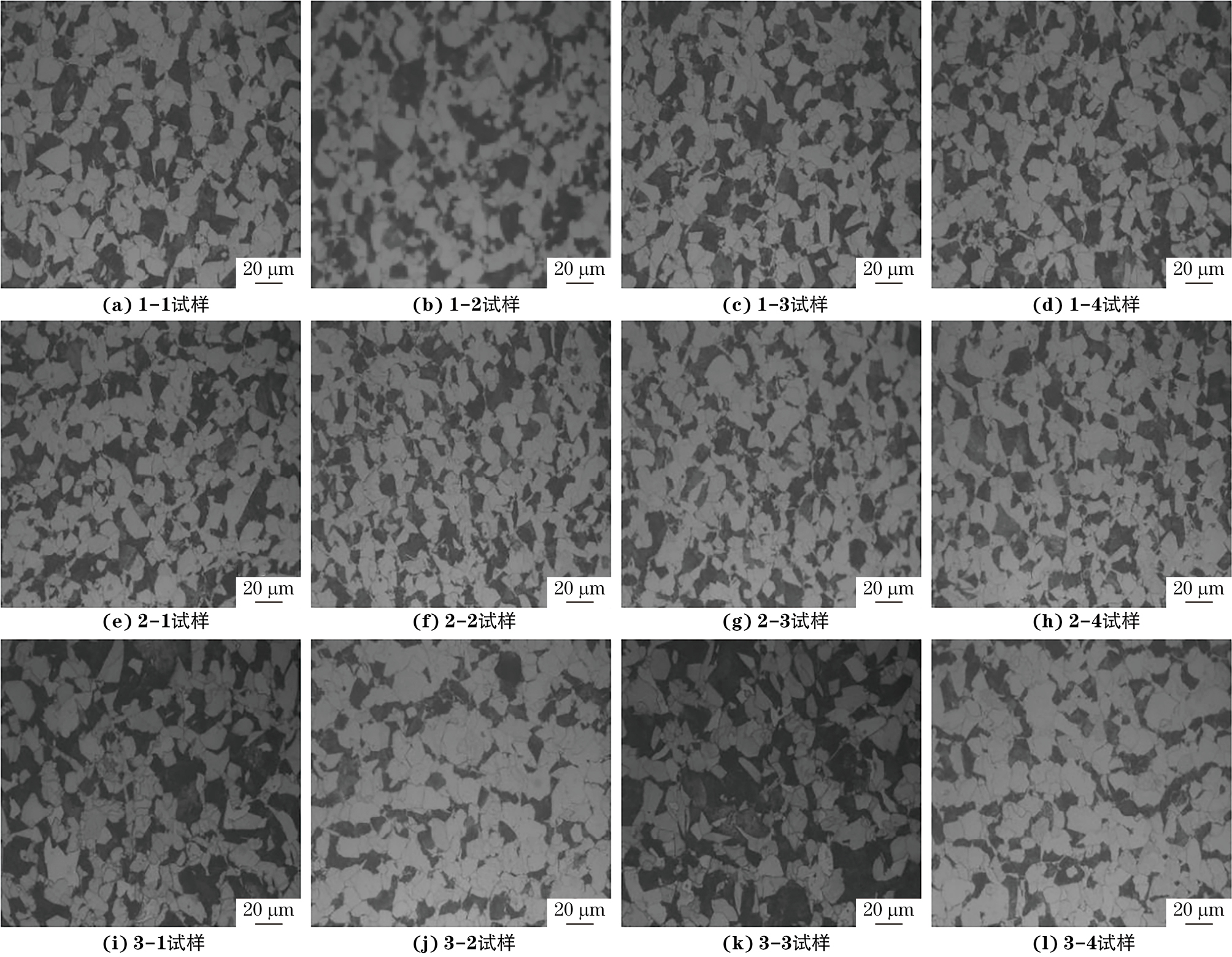
1.2.3 试样心部显微组织
3种工艺生产试样心部显微组织形貌如图2所示。由图2可知:心部组织为铁素体+珠光体。进一步采用比较法检测晶粒度,得到第1种和第2种工艺生产试样的晶粒度为9.5级,第3种工艺试样的晶粒度为9.0级。
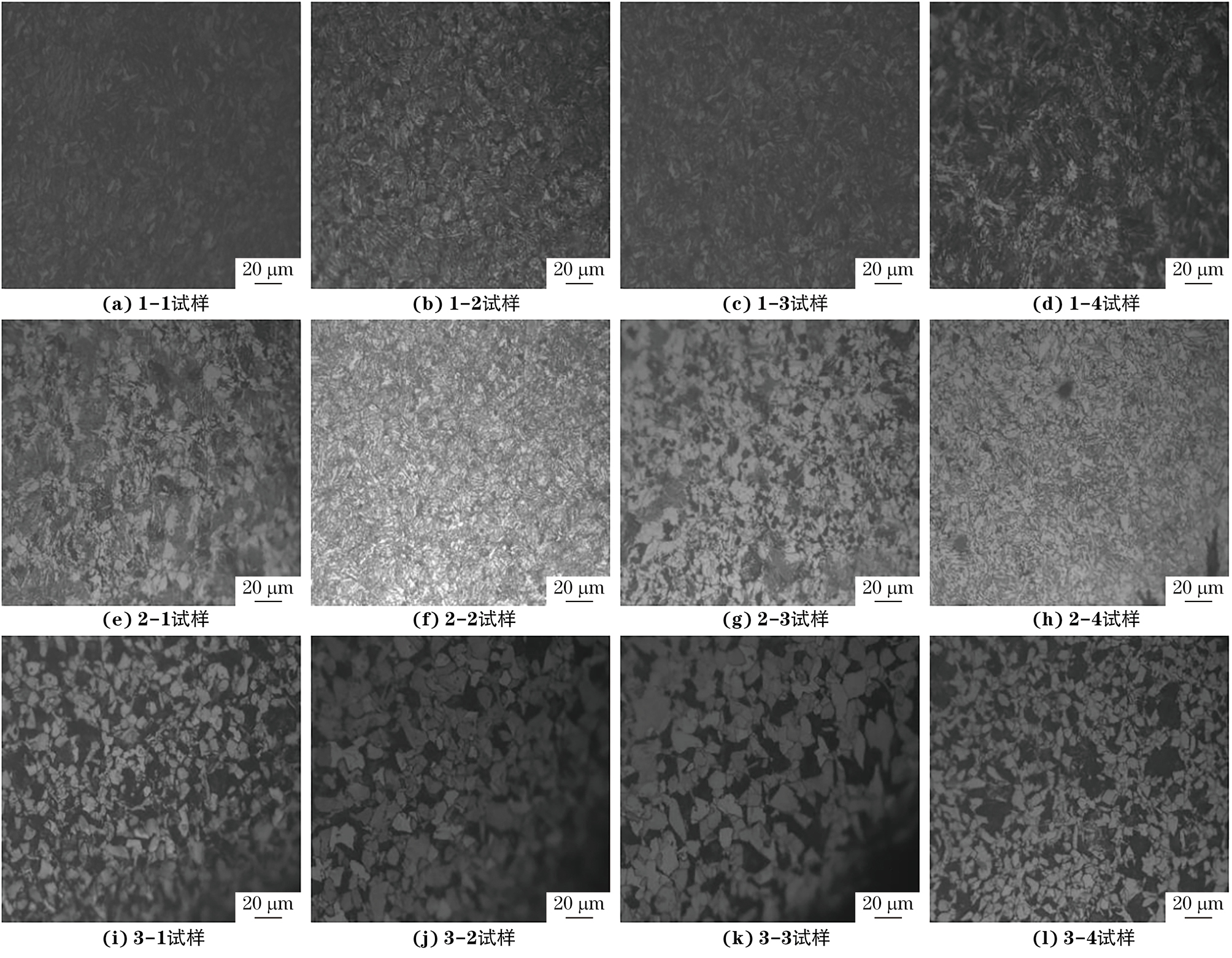
1.2.4 试样边部显微组织
3种工艺生产试样边部显微组织形貌如图3所示。由图3可知:第1种工艺生产试样边部为回火组织,试样1-1、1-3、1-4中回火马氏体较多,试样1-2中有回火索氏体[1],还有一些珠光体,总体可判断该试样边部为回火组织;第2种工艺生产试样2-1、2-3边部组织为铁素体+珠光体+贝氏体+少量魏氏组织,试样2-2、2-4边部组织为回火马氏体;第3种工艺生产试样边部组织为铁素体+珠光体。
1.3 维氏硬度测试
按标准GB/T 1499.2—2018规定,当试样出现未封闭圈时,应对试样进行横截面维氏硬度测试。对所有试样的横截面中心与边部进行维氏硬度测试,维氏硬度计的载荷设置为49 N,保荷时间为10 s,对每个部位各进行3个点的测试,最终取3点的平均值,结果如表3所示。由表3可知:第1种工艺生产4个试样的心部与边部维氏硬度差较大,均超过了40 HV5,所以应将第1种工艺生产试样判定为不合格;除第2种工艺试样2-2以外,其余3个试样的心部与边部维氏硬度差超过了40 HV5,为不合格,试样2-2的硬度合格;第3种工艺生产的4个试样心部与边部维氏硬度差均在标准要求范围内,则视为硬度合格。
Table 3.3种工艺生产试样维氏硬度测试结果
1.4 化学成分分析
分别在原材上截取长度约为30 mm的试样,对试样进行化学成分分析,结果如表4所示。由表4可知:这3种工艺生产试样的化学成分均符合标准要求,但C元素含量较内控标准偏高,其余元素均在内控标准范围内,3种工艺生产试样的化学成分相差不大。
Table 4.3种工艺生产试样的化学成分分析结果
2. 试验结果分析
2.1 试样合格性分析
第1种工艺生产试样的力学性能、化学成分均合格,其宏观形貌存在封闭环,不符合标准要求;其心部与边部的维氏硬度差超出40 HV5,不符合标准要求;其心部组织为铁素体+珠光体,边部组织为回火马氏体,不符合标准要求。综上所述,第1种工艺生产试样应判定为不合格,边部的回火马氏体为异常组织。
第2种工艺生产试样的力学性能、化学成分均合格,其宏观形貌存在未封闭环,不符合标准要求;心部与边部维氏硬度差超出40 HV5,不符合标准要求;其心部组织为铁素体+珠光体,试样2-1、2-3的边部组织为铁素体+珠光体+贝氏体+少量魏氏组织,试样2-2、2-4的边部组织为回火马氏体。综上所述,第2种工艺生产试样应判定为不合格,其边部的回火马氏体、贝氏体及魏氏组织为异常组织。
第3种工艺生产试样的力学性能、化学成分均合格,宏观形貌的衬度均匀一致,未出现封闭环;维氏硬度测试结果合格;其心部与边部组织为铁素体+珠光体,符合标准要求。因此,第3种工艺生产试样应判定为合格。
2.2 试样异常组织产生原因分析
HRB500aE钢筋边部封闭圈处主要出现了3种异常组织,为回火马氏体、贝氏体及魏氏组织,导致钢筋不合格。
第1种工艺生产试样的力学性能和化学成分均合格,但宏观形貌存在封闭环,根据GB/T 1499.2—2018标准规定,出现封闭环就应判定为不合格,随后的维氏硬度测试和金相检验结果也印证了判定结果,边部的回火马氏体是导致维氏硬度测试结果不合格的原因,这是由轧制过程中的穿水造成的,钢筋在穿水后表面温度冷却速率较快,但心部温度高,并向外传递热量,形成自回火的一个过程,在试样的边部形成一圈回火组织,回火马氏体具有较高的硬度和耐磨性,但会使钢筋的塑性和韧性大幅度下降,属于热轧带肋钢筋中的有害组织。
第2种工艺生产试样的力学性能和化学成分均合格,但宏观形貌存在未封闭环,依据标准要求,出现未封闭环时,应进行维氏硬度测试和金相检验。2-2试样各项检测结果合格,其余试样不合格。第2种工艺生产试样的边部组织中含有少量贝氏体和魏氏组织,同时也出现了回火马氏体,这也是由穿水造成的,穿水后组织比较混乱,有可能存在贝氏体、魏氏组织、回火索氏体、回火马氏体等。钢筋在上冷床前温度低,导致奥氏体过冷至珠光体和马氏体转变温度之间的温度区间时产生贝氏体,魏氏组织的形成是由于钢坯的加热温度高,在加热炉内放置时间长,导致奥氏体晶粒粗大[2],在冷却速率较快的条件下形成魏氏组织。贝氏体的存在将会导致钢筋屈服强度升高,但强屈比下降;魏氏组织中的铁素体呈现针状[3],在钢筋发生形变时,这种针状的组织与其他组织间产生的相互作用力减小,形成脆弱面,导致钢筋的韧性下降;回火马氏体为有害组织,虽然第2种工艺中试样2-2的维氏硬度测试结果合格,但组织存在回火马氏体,所以第2种工艺生产试样不合格。
第3种工艺生产试样的各项检测结果均合格,无异常组织,故推荐使用第3种工艺方法生产钢筋。
3. 结论
(1) 为避免产生不合格钢筋,可对钢筋进行力学性能、组织、硬度、化学成分的综合分析,找出不合格钢筋的边部异常组织类型。
(2) HRB500aE钢筋边部封闭圈处主要出现3种异常组织,分别为回火马氏体、贝氏体及魏氏组织。
(3) 因为钢筋边部出现不同异常组织,故应调整相应的工艺参数,以生产出质量合格的钢筋。
文章来源——材料与测试网