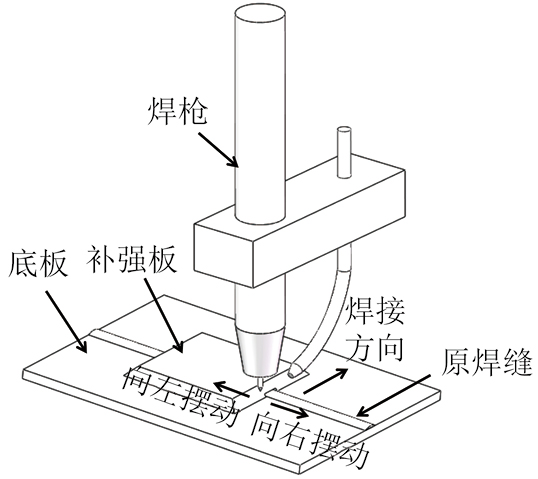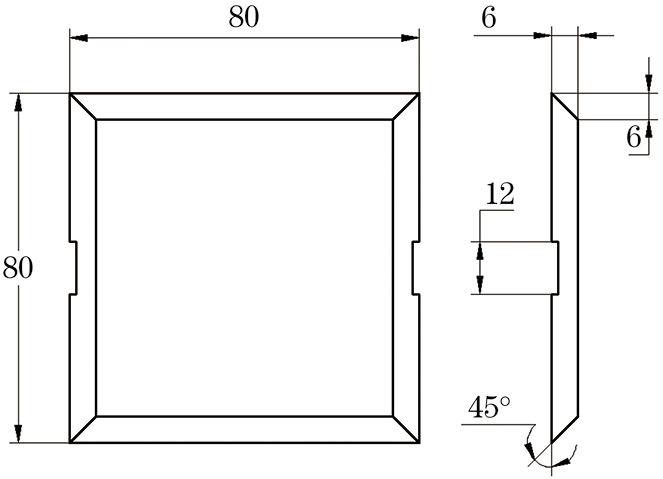
图 1补强板形状与尺寸
Figure 1.Shape and size of patch plate
2025-09-11 09:57:48
304L不锈钢具有优异的耐腐蚀性能、耐热性、耐微酸性和良好的力学性能、加工性能等,广泛应用于核电站关键设备(如第二代核电站乏燃料水池)[1-3],但在服役过程中会因长期处于含特定离子的水介质环境而发生局部腐蚀甚至开裂。焊接是修复上述局部缺陷的主流方法,其中钨极惰性气体保护(TIG)焊因具有焊接质量高、焊接过程稳定和成本低等优点成为常用方法[4]。目前,有关304L不锈钢TIG焊接的研究主要集中在对接焊和堆焊修复方面。研究[5-6]发现,过高的热输入会使304L不锈钢TIG对接接头的显微硬度降低,力学性能下降。HU等[7]研究发现,单层多道TIG堆焊层内部存在气孔及多处未熔合缺陷。在采用对接焊或堆焊修复板材局部缺陷时,修复区域的热量较集中,易引起该区域组织粗化、性能劣化,并因较高的残余应力而产生新的焊接缺陷。补强板焊接通过将补强板覆盖于待修复板材(底板)缺陷区域,可有效分散热量,避免板材性能劣化。然而,TIG焊存在焊缝熔深浅、熔透能力有限的问题[8],容易导致补强板边缘与母材的连接强度不足,降低修复质量。在焊接过程中对焊枪引入周期性摆动,可以优化熔池流动与焊缝形貌,细化晶粒,从而提升接头力学性能[9]。针对补强板的TIG焊,焊枪摆动幅度是摆动TIG焊接中最关键的工艺参数之一,其通过改变电弧作用区域和熔池动力学行为,对焊缝成形、缺陷控制及力学性能产生系统性影响。为此,作者采用自动TIG焊结合摆动焊接技术,在不同焊枪摆动幅度下对304L不锈钢进行补强板焊接试验,研究了焊枪摆动幅度对接头组织和性能的影响,拟为核电用不锈钢补强板修复提供技术参考。
母材为304L不锈钢底板和补强板,补强板形状与尺寸如图1所示,焊接材料为直径1mm的ER316L焊丝,母材和焊丝的化学成分如表1所示。
按图2所示将补强板置于待修复底板的缺陷位置上方,采用自制自动TIG焊接设备,将焊枪定位至补板上选定的某一斜边中点,向中心两侧进行周期性摆动施焊,摆动幅度分别为2,3,4mm,焊接保护气体为纯度99.99%的氩气,流量为20 L·min−1,焊接电流为140A,送丝速度为20mm·s−1,焊接速度为100mm·min−1,摆动速度为4mm·s−1。
焊接完成后,采用线切割垂直于焊缝方向截取尺寸为10mm×10mm×15mm的金相试样,经打磨、抛光后进行腐蚀处理,采用Leica-DMi8c型光学显微镜观察显微组织。采用D8 FOCUS型X射线衍射仪(XRD)进行物相组成分析,采用铜靶Kα射线,扫描速率为10 (°)·min−1,扫描范围为20°~90°,工作电压为40kV,工作电流为40mA。采用HVS-1000Z型维氏硬度计测试焊缝中心显微硬度,载荷为9.8 N,保载时间为10s,测点间距为0.3mm,测至少3个点取平均值。在焊缝上截取尺寸为10mm×10mm×15mm的试样,采用Versa STAT 3F型电化学工作站进行电化学试验,以饱和甘汞(SCE)电极为参照电极,铂电极为辅助电极,试样为工作电极,腐蚀介质为质量分数3.5%NaCl溶液,通过测量电化学阻抗谱(EIS)和极化曲线评估耐腐蚀性能。
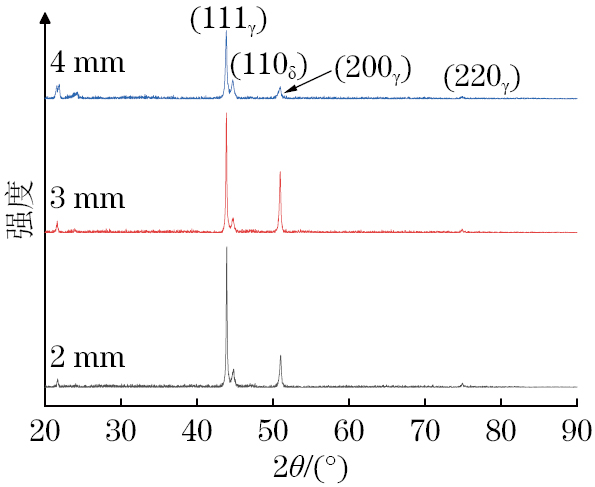
由图3可以看出,不同摆动幅度下接头焊缝中均检测到γ相(111)、(200)、(220)晶面衍射峰和δ相(110)晶面衍射峰。随着摆动幅度增加,γ相(111)晶面的衍射峰强度减弱,δ相(110)晶面的衍射峰强度增加,说明γ-奥氏体含量减少而δ-铁素体含量增加,推测是因为摆动幅度增加使冷却速率增大,δ-铁素体相变过程受到抑制。随着摆动幅度增加,γ相(111)晶面衍射峰半高宽增大,说明γ-奥氏体晶粒尺寸有所减小[10]。
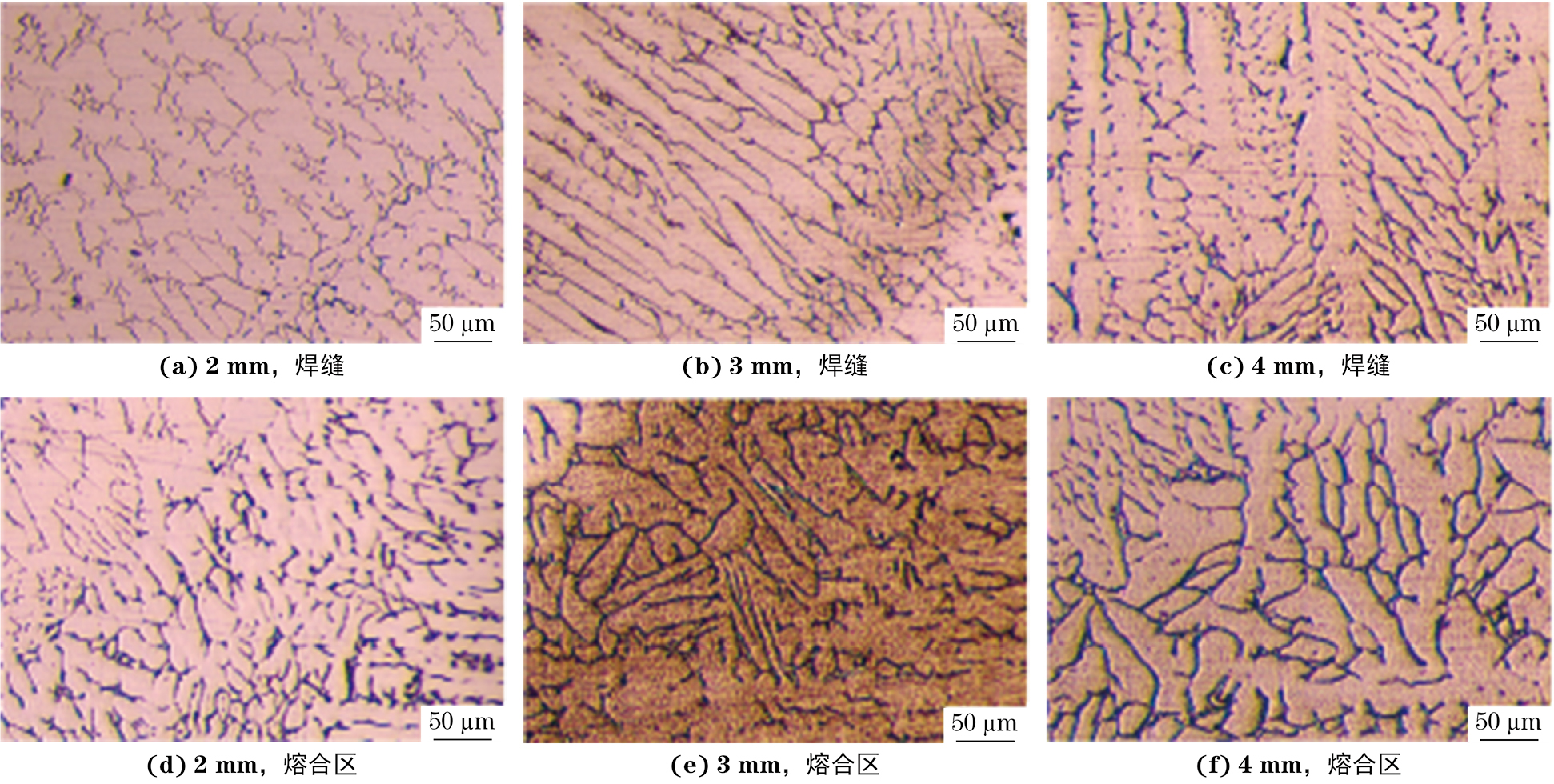
由图4可知,不同摆动幅度下焊缝和熔合区组织均由γ-奥氏体和δ-铁素体组成,符合铁素体-奥氏体凝固模式特征:熔池凝固初期,δ-铁素体优先析出,随后部分转变成γ-奥氏体,形成两相混合组织[11-12]。当摆动幅度较低(2mm)时,焊缝冷却相对缓慢,δ-铁素体相变相对充分,短小枝状的残留铁素体之间形成粗大的奥氏体晶粒,γ-奥氏体含量较高;随着摆动幅度增加,由于δ-铁素体相变受到抑制,δ-铁素体含量增多,奥氏体含量减少且晶粒显著细化。奥氏体晶粒显著细化是因为随着摆动幅度增大,焊缝熔宽增加,在焊接速度恒定条件下,焊缝冷却速率增大,导致形核率增加[13]。当摆动幅度大于2mm时,焊缝中未完全转变的δ-铁素体以骨架状沿γ-奥氏体柱状晶/等轴晶的晶界分布。相较于焊缝,熔合区奥氏体晶粒更细小,铁素体含量更多,这是因为熔合区靠近母材,冷却速率大于焊缝,δ-铁素体扩散受阻,呈条状贯穿γ-奥氏体晶粒。随着摆动幅度增大,熔合区冷却速率增大,晶粒细化明显。
当摆动幅度为2,3,4mm时,接头焊缝的显微硬度分别为154,159,163HV;随着摆动幅度增加,焊缝显微硬度提高。这是因为随着摆动幅度增大,晶粒细化,晶界面积增大,阻碍位错运动能力增强,抵抗塑性变形能力提高,显微硬度提升[14];快速冷却还会抑制δ-铁素体向γ-奥氏体的相变,保留在组织中的δ-铁素体含量增多,而δ-铁素体层错能较高,因此硬度提高[15-16]。
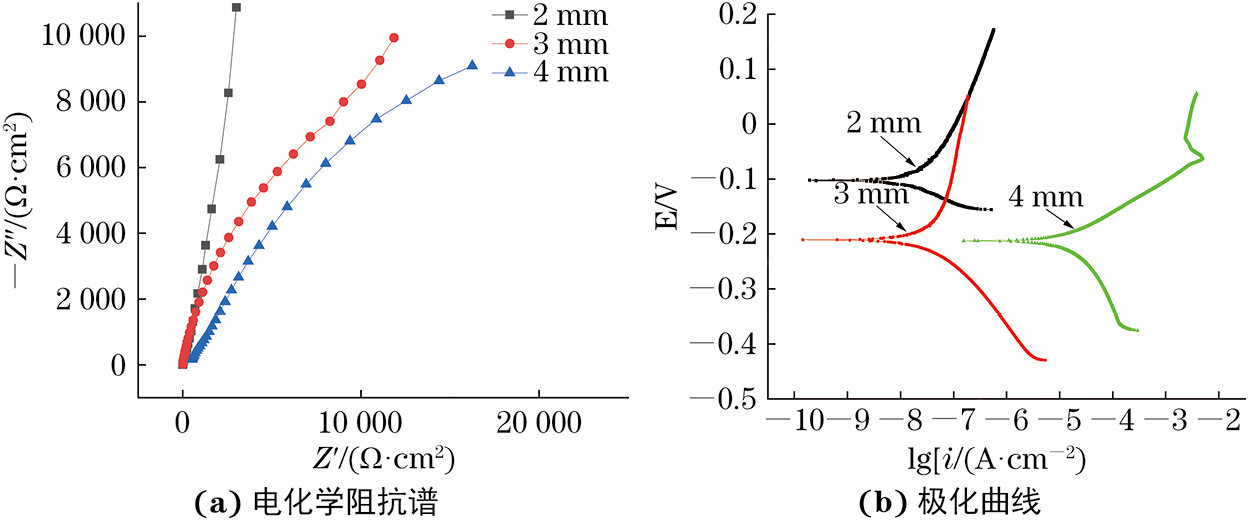
由图5可知,随着摆动幅度增大,接头焊缝的容抗弧半径减小,说明焊缝的抗腐蚀能力减弱[17]。利用切线交点法对极化曲线进行拟合,得到当摆动幅度为2,3,4mm时,焊缝的自腐蚀电位分别为−102.1,−210.404,−211.648mV,自腐蚀电流密度分别为0.795,2.825,1.117×103nA·cm−2。可知随着摆动幅度增大,腐蚀速率加快,接头焊缝的耐腐蚀性能减弱。摆动幅度2mm条件下焊缝中的奥氏体含量较高,而奥氏体组织具有较好的耐腐蚀性能[18],因此该条件下焊缝耐腐蚀性能更优。
(1)不同摆动幅度(2,3,4mm)下接头焊缝组织主要为γ-奥氏体+δ-铁素体。随着摆动幅度增加,γ相(111)晶面衍射峰强度降低,半高宽增加,δ相(110)晶面衍射峰强度增加,较大摆动幅度(3,4mm)下δ-铁素体以骨架状沿γ-奥氏体柱状晶/等轴晶的晶界分布。
(2)随着摆动幅度增加,由于δ-铁素体含量增加、γ-奥氏体含量减少且晶粒细化,接头焊缝的显微硬度提高,焊缝的自腐蚀电位减小,自腐蚀电流密度增大,耐腐蚀性能下降。
文章来源——材料与测试网