

Table 1.M50钢和GCr15钢轴承试验件参数
航空发动机是飞机的核心动力装置,其安全可靠运行至关重要,而滚动轴承是航空发动机机械系统中的关键部件,并长期在高温、高载荷、高转速的工况下运行,易发生磨损劣化,一旦滚动轴承发生故障,将直接影响航空发动机的运行安全和可靠性。因此,对滚动轴承运行状况进行监测及诊断具有重要意义[1-2]。目前常用的监测技术包括振动监测技术、声发射技术、油液监测技术等,其中声发射技术虽然对早期故障诊断有一定的敏感性,但在信号处理及解释方面难度较大,实际应用也较为困难。振动监测技术及油液监测技术应用广泛,在很多领域都是研究热点[3-8]。但目前研究最多的是单项监测技术,对于用多种监测技术进行故障诊断的研究还较少,且每种监测技术具有局限性,不能全面准确地反映设备的磨损状态。笔者通过采集并分析滚动轴承试验过程中油液及磁堵中的磨损颗粒试样,实现了轴承试验件磨损状态的监测。
1. 试验材料与方法
1.1 试验材料
选择与某型号发动机相似型号的轴承进行试验,轴承材料有两种,分别为8Cr4Mo4V(以下简称M50)钢及GCr15钢。其中M50钢轴承为试验轴承,为加速轴承磨损试验进程,M50钢轴承带有初始缺陷,GCr15钢轴承为陪试轴承,两种材料轴承试验件的参数如表1所示,其化学成分如表2所示。
Table 2.M50钢和GCr15钢轴承的化学成分
1.2 试验方法
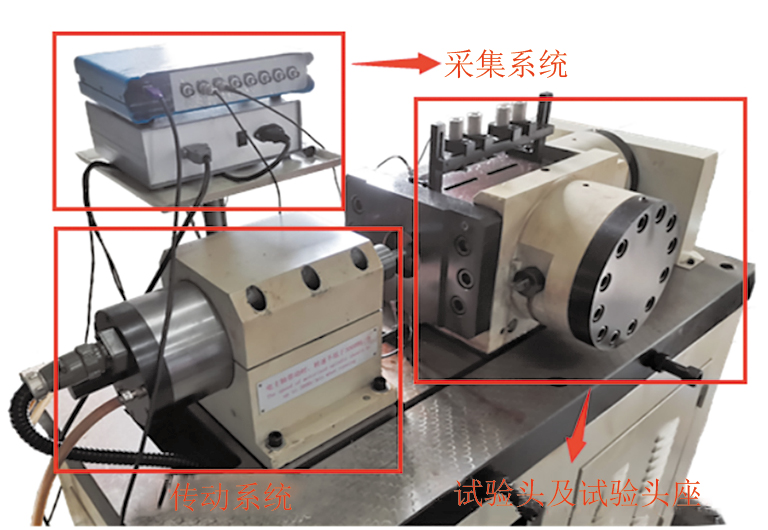
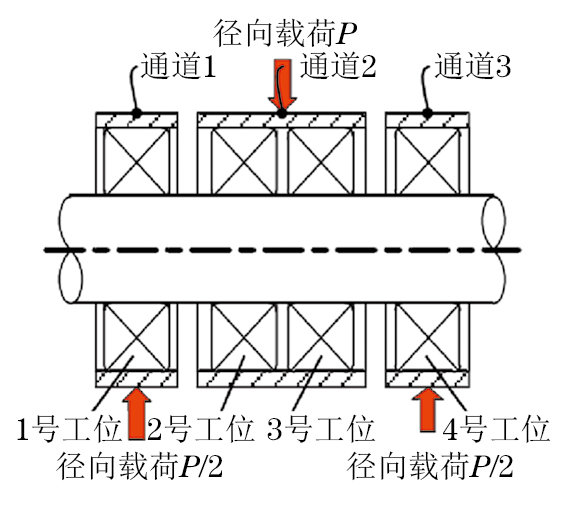
试验采用滚动轴承加速度疲劳试验器模拟航空发动机轴承的高温、高转速、高载荷工况,对轴承磨损状态进行油液分析及振动监测。疲劳试验器外观如图1所示。由图1可知:疲劳试验器主要由试验头、试验头座、传动系统、润滑系统、采集系统等部分组成。疲劳试验器共有4个轴承安装工位,具体安装方式如图2所示,M50钢试验轴承安装在第2号工位,带有尺寸为16 mm×1.5 mm×0.2 mm(长度×宽度×深度)的初始缺陷,缺陷采用线切割方式加工。GCr15钢陪试轴承安装在第1、4号工位。为保证试验完整性,在第3号工位安装无缺陷的M50钢轴承试验件。
根据某型号发动机润滑系统轴承服役工况,固定转速为12 000 r/min,试验载荷最高施加4.2 kN。试验过程中,为及时监测试验件的磨损情况,前期每6 h采集检测一次润滑油试样,振动突变后每4 h采集检测一次,每12 h检查一次磁堵上的磨损颗粒。同时对试验载荷、振动数据进行实时监测和采集。
2. 试验结果与分析
试验进行314 h后,因振动超限终止试验。目视观察试验件外观,通过体视显微镜观察试验件损伤宏观形貌,采用原子发射光谱仪检测润滑油磨损元素,采用热场发射扫描电镜(SEM)和能谱分析仪对磨损颗粒[9]进行分析。
2.1 宏观观察
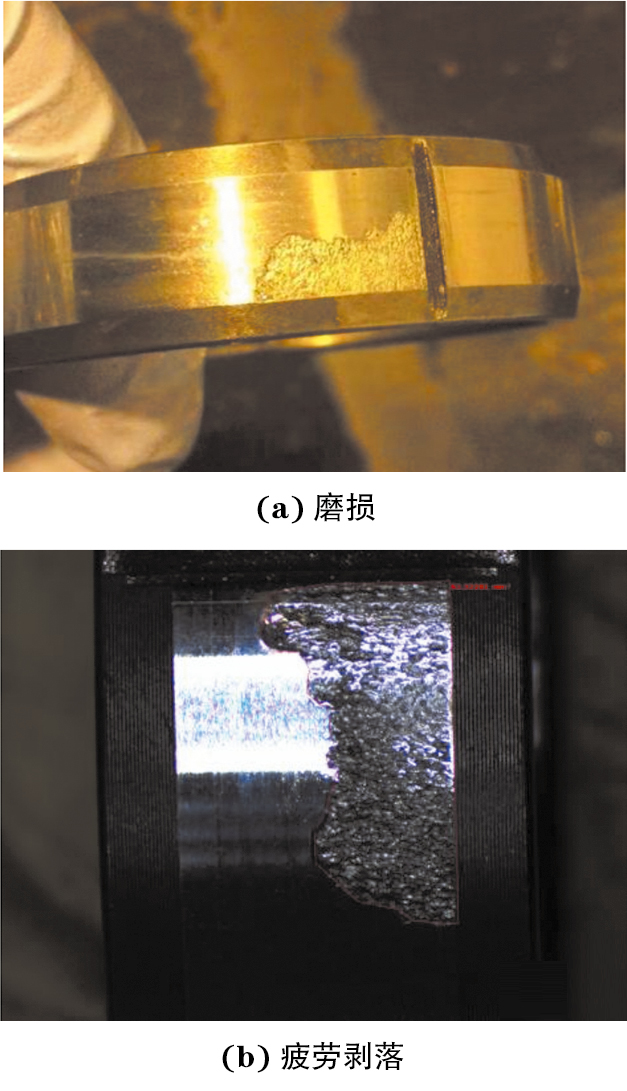
试验后M50钢试验轴承宏观形貌如图3所示。内滚道靠近初始缺陷处有明显磨损,轴承内圈外表面预置缺陷处发生疲劳剥落,面积约为62 mm2,表面有轻微划痕。
2.2 润滑油光谱分析
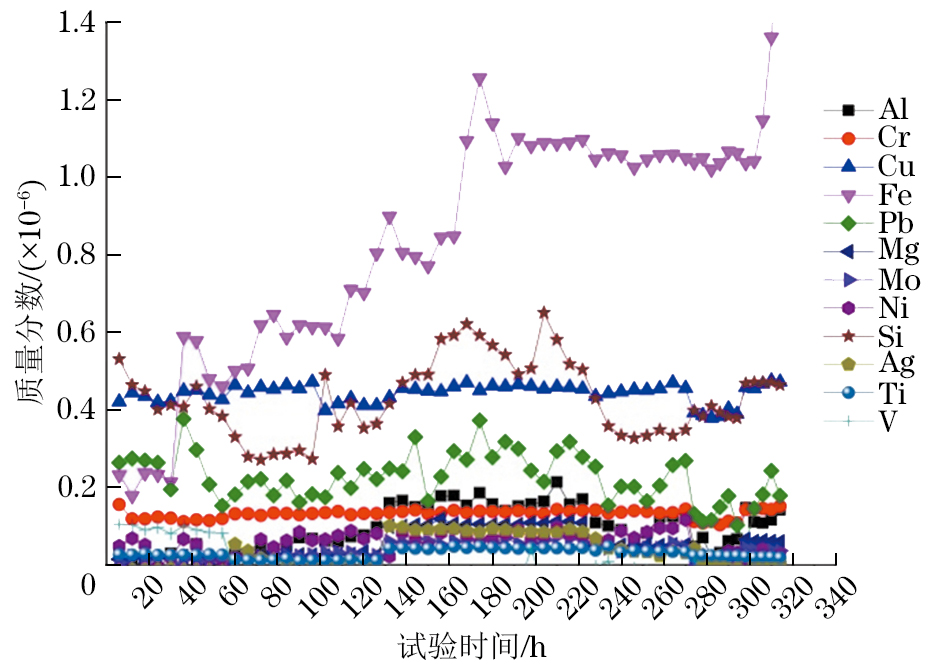
对试验过程中采集的润滑油试样进行光谱分析,结果如图4所示。由图4可知:Fe元素的质量分数变化趋势最明显,分析认为这与轴承中Fe元素为主要成分有关。从试验开始至140 h,Fe元素质量分数缓慢升高,之后趋于降低,这是因为试验初期为磨合期,少量磨损颗粒进入润滑油中,出现了典型的局部“浴盆曲线”[10],之后曲线趋于降低,在160~180 h曲线逐渐上升,这是由于随着载荷的增大,GCr15钢陪试轴承在试验进行156 h后彻底损坏,大量磨损颗粒进入润滑油中。之后更换GCr15钢陪试轴承,随着试验进行,Fe元素质量分数又趋于下降,直至约305 h后,Fe元素质量分数急剧上升至1.597×10−6,远高于初始值0.232×10−6,314 h后振动超限停机。除Fe元素外,整个试验过程中Cr、Mo、Cu等元素的质量分数均呈现与Fe元素相似的变化趋势。
2.3 扫描电镜及能谱分析
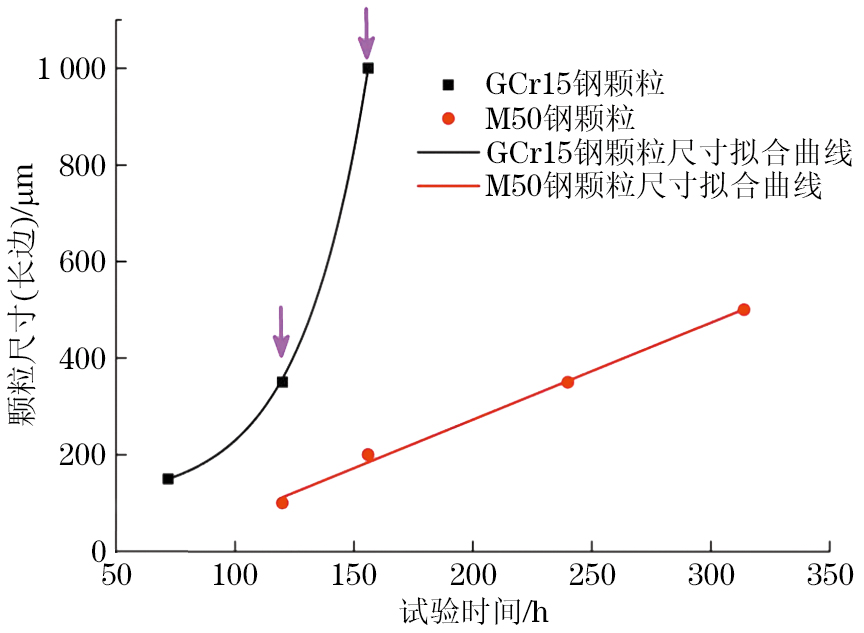
试验开始后,每12 h采集一次试验器磁堵上的铁磁性磨损颗粒,对其进行扫描电镜及能谱分析,部分典型SEM形貌如图5~8所示,详细检测结果如表3所示,能谱分析结果如表4~7所示。不同阶段采集的疲劳磨损颗粒形貌特征类似,主要为轮廓不规则的片状颗粒,表面平坦光亮。但是,颗粒尺寸随试验时间的延长逐渐增大,颗粒数量随试验时间的延长呈现增多的趋势。对比两种轴承疲劳磨损颗粒首次出现的时间,可以发现GCr15钢轴承疲劳磨损颗粒在试验进行72 h后出现,M50钢轴承疲劳磨损颗粒在试验进行120 h后出现,说明后者抗疲劳及耐磨损的性能更好。对比两种轴承疲劳磨损颗粒的尺寸,发现在同一试验时间条件下,GCr15钢轴承疲劳磨损颗粒的尺寸远大于M50钢轴承疲劳磨损颗粒,比如在试验进行到120 h时,GCr15钢轴承疲劳磨损颗粒的最大尺寸约为350 μm,M50钢轴承疲劳磨损颗粒的最大尺寸约为100 μm,在试验进行到156 h时,GCr15钢轴承疲劳磨损颗粒的最大尺寸约为1 000 μm,M50钢轴承疲劳磨损颗粒的最大尺寸约为200 μm。两种轴承疲劳磨损颗粒尺寸与试验时间的关系如图9所示。由图9可知:在试验件的整个寿命周期内,GCr15钢轴承疲劳磨损颗粒的尺寸增大速率远大于M50钢轴承,说明出现磨损后M50钢轴承劣化速率比GCr15钢轴承慢,进一步说明M50钢轴承在加速疲劳试验中的抗疲劳及耐磨性能优于GCr15钢轴承。该现象与相关文献报道的耐磨性能测试中GCr15钢磨耗量约为M50钢的1.5倍相符。
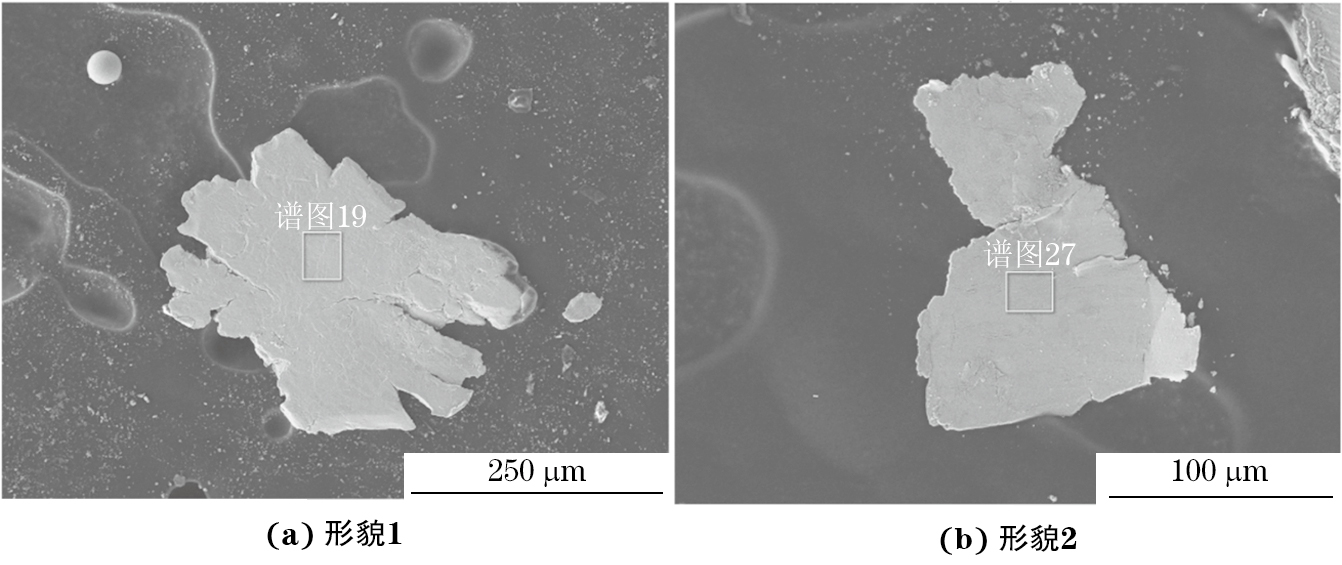
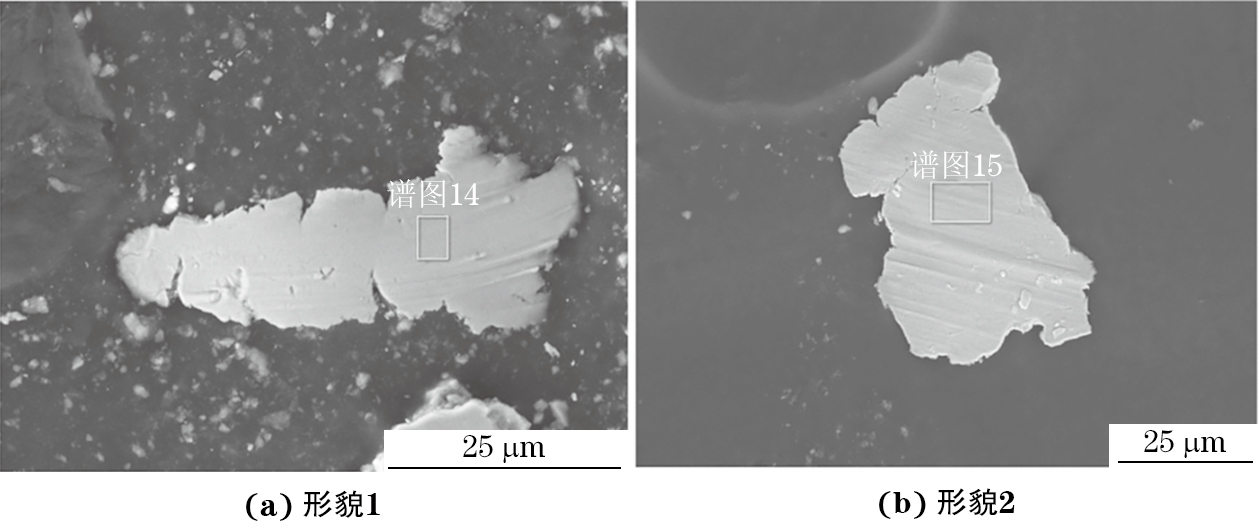
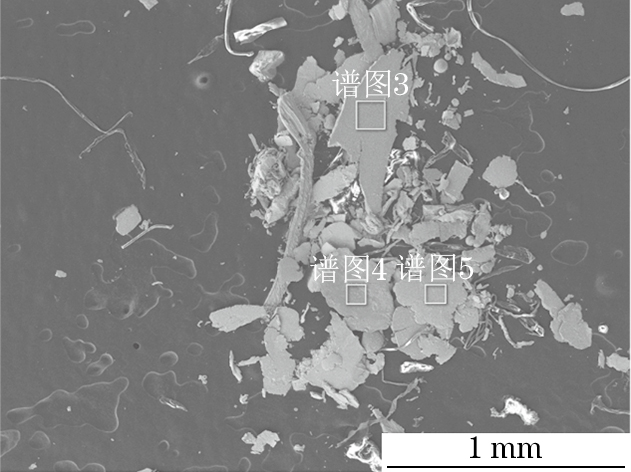
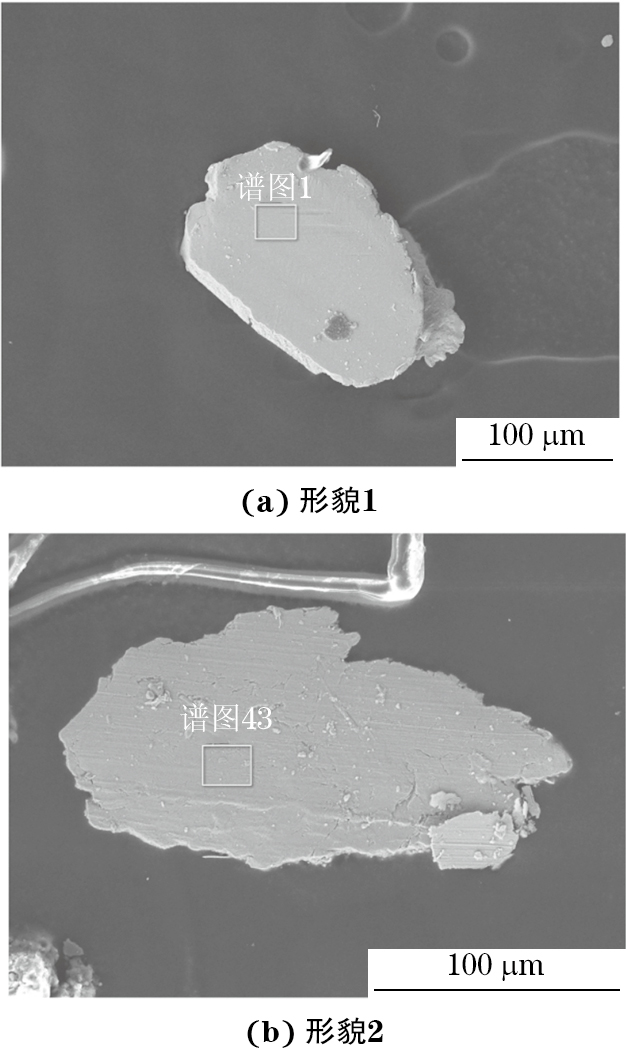
Table 3.润滑油油路中疲劳磨损颗粒检测结果
Table 4.试验进行120 h后GCr15钢轴承颗粒能谱分析结果
Table 5.试验进行120 h后M50钢轴承颗粒能谱分析结果
Table 6.试验进行156 h后GCr15钢轴承颗粒能谱分析结果
Table 7.试验进行156 h后M50钢轴承颗粒能谱分析结果
2.4 振动数据分析
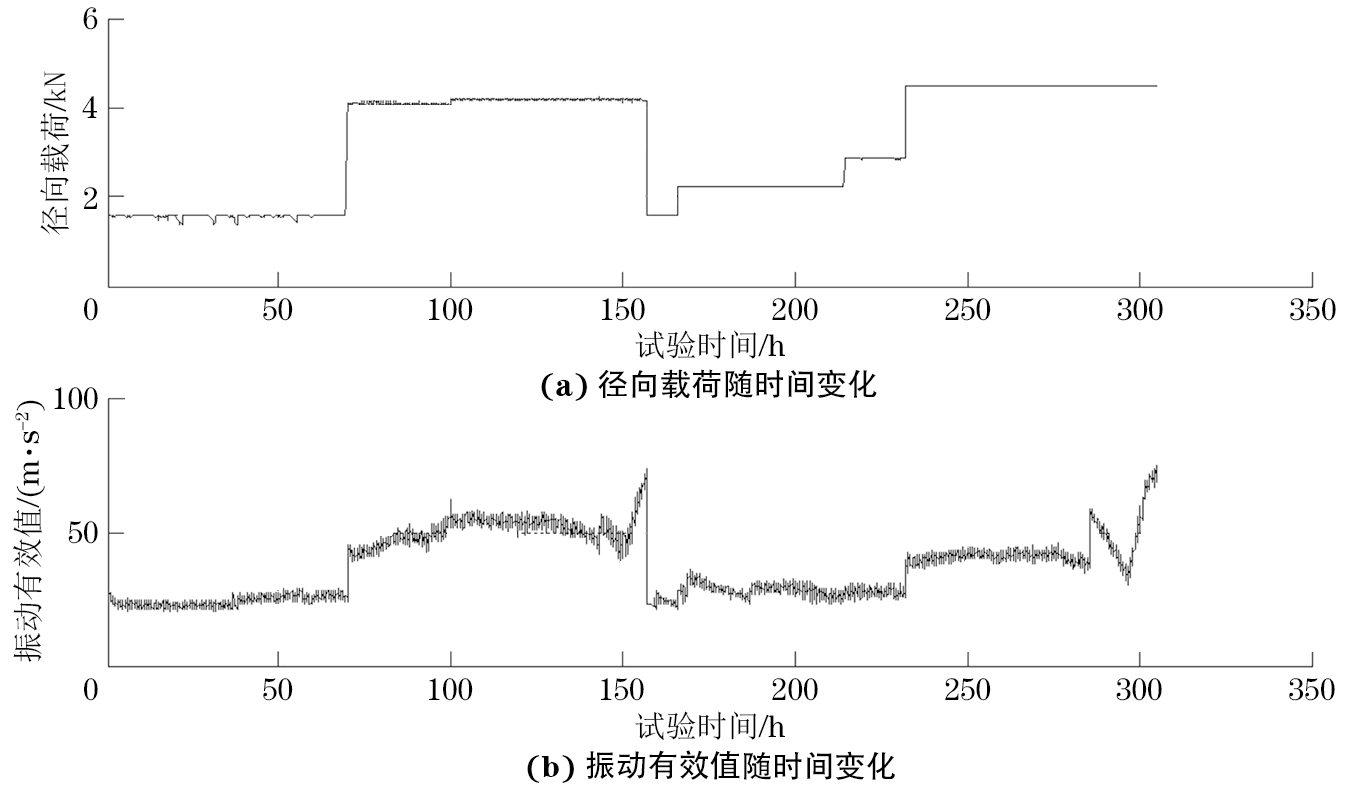
试验过程中试验机监测数据如图10所示。由图10可知:在试验第150 h后,振动有效值有显著增大的趋势,这是因为GCr15钢陪试轴承损坏影响了试验台的平均振动有效值。在试验进行156 h时更换了陪试轴承,此后径向载荷从1.6 kN分段增大至4.45 kN。在试验进行约285 h时,平均振动的有效值发生突变,表明M50钢试验轴承开始损坏,此后有效值又有变小的趋势,且在试验进行约296 h时有效值达到局部最小值,说明试验件初始磨损程度较轻,试验器适应工况后再次平稳运转。此后,试验件在高应力作用下,初始磨损处的损伤累积达到一定程度后,疲劳剥落加剧,振动速率表现为迅速加快,直到达到报警阈值。
3. 综合分析
光谱分析结果表明,在试验周期中,Fe元素含量的变化趋势最明显,Fe元素是有效监测轴承磨损情况的元素。轴承疲劳磨损颗粒形貌特征主要为轮廓不规则片状,表面平坦光亮,颗粒尺寸随试验时间的延长而增大,颗粒数量随试验时间的延长呈现增多的趋势。
结合振动及能谱分析发现,基于光谱分析的磨损监测结果滞后于实际运行工况,如试验运行156 h后,GCr15钢轴承损坏,大量磨损颗粒进入润滑油中,同时,在试验进行150 h后振动有效值有显著增大的趋势,进一步说明了系统出现故障,但Fe元素质量分数在试验进行到160 h时才逐渐增大。同理,M50钢轴承在试验进行到285 h时发生振动突变,但Fe元素质量分数直至试验进行到300 h后才开始逐渐增大,这进一步说明了基于光谱分析的磨损监测存在滞后现象,这可能是因为试验中所用的电感耦合等离子原子发射光谱仪检测的是油中溶解的磨损元素,溶解磨损颗粒的尺寸一般不大于5 μm,而试验过程中故障多为疲劳剥落,剥落颗粒尺寸多大于5 μm,光谱分析设备无法检测出,需要系统继续运转一段时间。在运转过程中,部分大尺寸颗粒被进一步磨损为小尺寸颗粒,导致油中磨损溶解元素增多,元素含量增大。
其次,基于颗粒能谱分析技术可及时发现磨损部位,并能通过成分分析定位磨损部位,如在试验进行到70 h后振动突变,在磁堵取样中已能检测出颗粒,证实了磨损的发生,并通过能谱分析获得了颗粒的成分信息,定位了磨损部位为GCr15钢轴承。但需要说明的是,对于颗粒能谱分析监测技术,需要较高频率的取样检测才能及时监测到磨损。所以现在很多机械系统安装了在线磨损颗粒监测传感器,以实现及时监测[11-13]。
最后,振动监测可及时发现故障,但需要拆机检查才能确定故障部位,并且机械系统适应磨损工况后,即使磨损依然存在,振动数据也会趋于稳定,不利于磨损状态的监测。
4. 结论
(1)轴承试验中,Fe元素在试验周期中的含量变化趋势最明显,是有效监测轴承磨损情况的元素。
(2)轴承疲劳磨损颗粒形貌特征主要为轮廓不规则的片状颗粒,表面平坦光亮,颗粒尺寸随试验时间的延长而增大,颗粒数量随试验时间的延长呈现增多的趋势。
(3)光谱分析的磨损监测数据滞后于实际运行工况,在实际磨损监测中还需结合其他技术手段,比如能谱分析技术,以定位磨损部位,及时发现磨损,避免故障劣化。
文章来源——材料与测试网