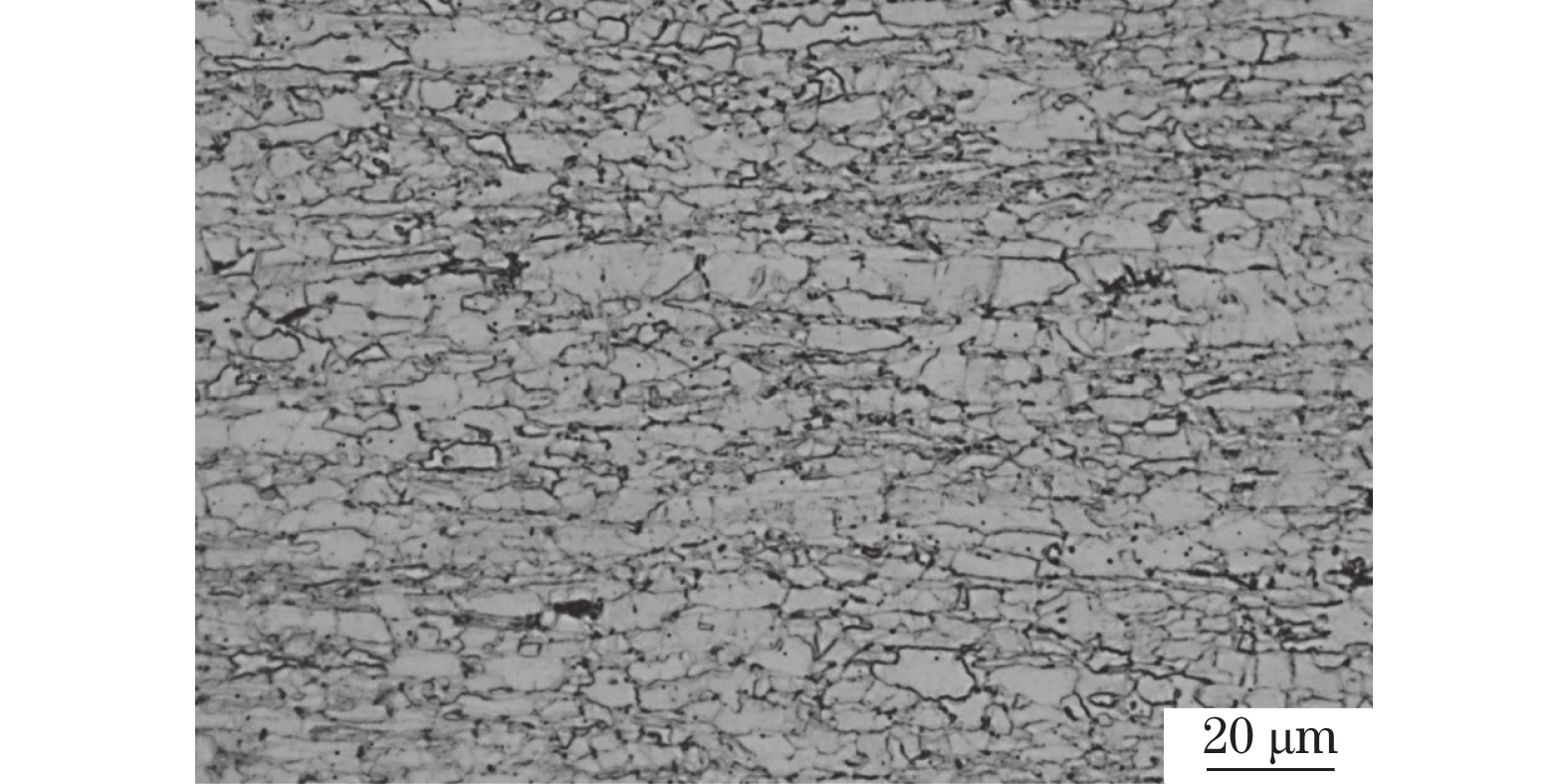
图 1母材的显微组织
Figure 1.Microstructure of base metal
2025-10-10 13:29:41
Q690D高强度钢常用于制造挖掘机、装载机、推土机和其他工程机械的结构件,如车架、动臂、斗齿等[1],与传统低碳钢和高强度钢相比,其最大优势在于兼具高强度和高韧性。在工程机械结构件中,钢板的焊接结构件占比达到50%以上[2],应用较多的焊接方法为气体保护焊接,该方法具有成本低、生产效率高、操作简单、焊缝抗裂能力强等优势[3]。目前,有关Q690D高强度钢焊接工艺的研究主要集中在焊接电流、热输入和保护气体流量等常规焊接参数对接头组织和性能影响方面。ZHANG等[4]研究发现,Q690高强度钢热影响区的显微组织由板条马氏体和粒状贝氏体组成,随着焊接峰值温度升高,接头冲击韧性降低。QI等[5]研究发现,随着焊接热输入增加,Q690D钢板焊接热影响区的板条贝氏体减少,粒状贝氏体增多。刘五兵等[6]研究发现,20 mm厚Q690D钢板气体保护焊焊缝组织主要由粒状贝氏体、针状铁素体和先共析铁素体组成。刘晟等[7]研究发现,焊接电流和保护气体流量显著影响Q690D高强度钢板气体保护焊接质量。
研究[8-9]发现,适当的焊接间隙可以使热影响区的温度分布更加均匀,减少晶粒的异常长大,从而提高焊接接头的力学性能。然而,目前未见焊接间隙对Q690D高强度钢CO2气体保护焊接接头组织和性能影响的研究报道。因此,作者以厚度4 mm的Q690D高强度钢板作为研究对象,在不同焊接间隙下对其进行CO2气体保护焊接,研究了不同焊接间隙下焊接接头的显微组织和力学性能,以期为Q690D高强度钢的焊接工艺制定提供试验参考。
母材为安阳钢铁厂生产的热轧态Q690D钢板,尺寸为150 mm×80 mm×4 mm,抗拉强度为730 MPa,断后伸长率约为26%。母材的显微组织如图1所示,以长条状铁素体为主。焊接材料为ER50-6焊丝,直径为1.20 mm。母材和焊丝的化学成分如表1所示。采用OTC焊接机器平台进行CO2气体保护焊接试验,采用平板拼焊,保护气体为工业纯度CO2,由焊丝同轴送气。焊接前,对钢板进行打磨以去除氧化层,用乙醇擦洗干净并吹干。CO2气体保护焊的焊接电流为170 A,焊接电压为22.5 V,焊接速度为38 cm·min−1,焊接间隙分别为0.75,1.00,1.25,1.50 mm。
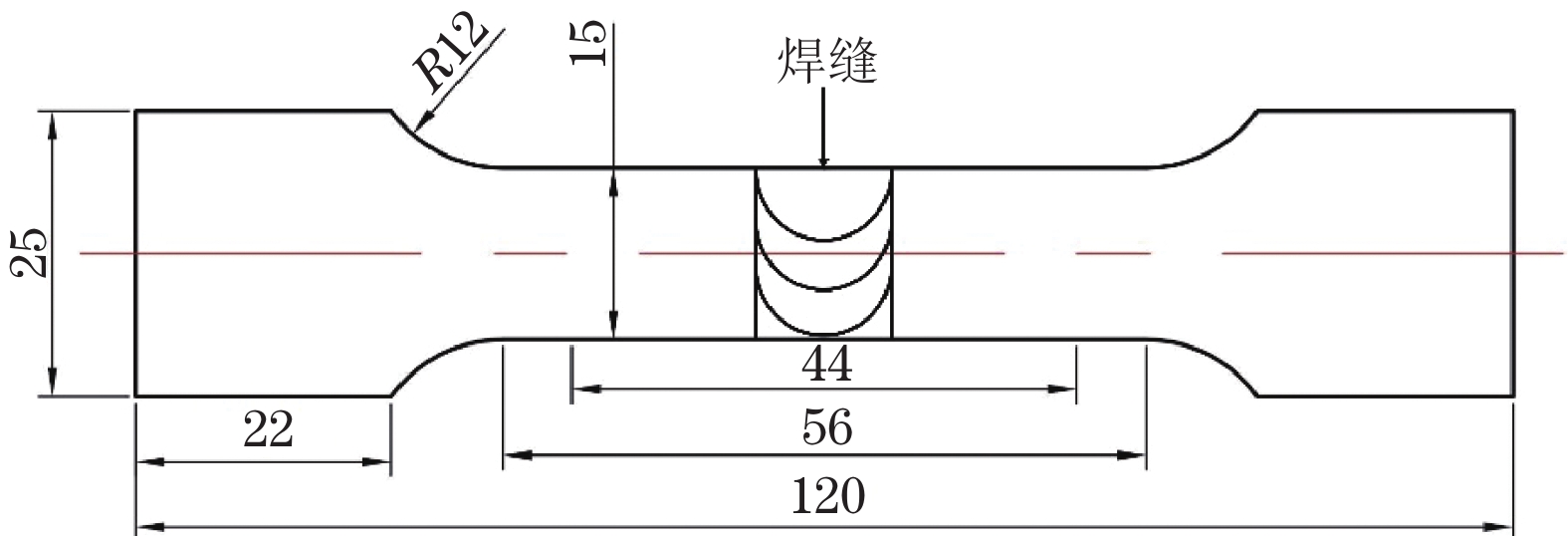
在焊接接头上以焊缝为中心垂直于焊接方向切割出尺寸为5 mm×5 mm×2 mm的金相试样,经打磨、抛光,用体积分数4%硝酸乙醇溶液腐蚀10 s后,采用DMI3000M型光学显微镜观察接头不同区域的显微组织。采用Rigaku Smartlab 型X射线衍射仪(XRD)对焊缝进行物相分析,采用铜靶,Kα射线,工作电压为40 kV,工作电流为40 mA,扫描范围为20°~110°,扫描速率为2(°)·min−1。在焊接接头上以焊缝为中心垂直于焊接方向截取试样,经打磨、抛光后,用由体积分数70%硝酸和30%甲醇组成的溶液进行电化学抛光,抛光温度为−35 ℃,抛光电压为15 V,抛光时间为35 s,采用带有Aztec-Max80型电子背散射衍射(EBSD)探头的SIGMA场发射扫描电子显微镜(SEM)进行微观结构分析。采用HVS-1000Z型显微维氏硬度计测试接头截面硬度,载荷为9.8 N,保载时间为10 s,测试间距为0.5 mm。采用Rigaku Smartlab型X射线衍射仪对接头焊缝背面的残余应力进行测试[10]。按照GB/T 228.1—2010《金属材料 拉伸试验 第1部分:室温试验方法》,在焊接接头上以焊缝为中心垂直于焊接方向截取如图2所示的全尺寸焊接接头拉伸试样,对焊缝余高不做加工处理,采用ETM105D型万能试验机进行室温拉伸试验,拉伸速度为2 mm·min−1,拉伸断裂的试样用保鲜膜包好备用。采用SIGMA型场发射扫描电子显微镜观察拉伸断口形貌。
由图3可以看出:随着焊接间隙增大,焊缝背面的余高和熔宽增加;焊接间隙1.00,1.25 mm下焊缝成形质量良好;当焊接间隙过小时,焊接熔池的形成和扩展会受到限制,造成熔池的深度和宽度不足,此时焊缝金属无法完全渗透到母材中,因此焊接间隙0.7 mm下接头背面出现未焊透缺陷;过大的焊接间隙(1.50 mm)使得熔池在冷却过程中整体下沉,导致焊缝背面出现焊瘤、焊渣等缺陷,从而影响焊接接头质量。
不同焊接间隙下接头的截面形貌相似,选择焊接间隙1.25 mm下的接头为例进行观察。由图4可以看出,接头分为焊缝(区域a)、热影响区(区域b~区域d)和母材区(区域e),以焊缝为中心对称分布,其中热影响区包括热影响区粗晶区(区域b)、热影响区细晶区(区域c)和不完全重结晶区(区域d)。
不同焊接间隙下焊接接头不同区域的显微组织基本相同,以焊接间隙1.25 mm下的接头为例进行说明。由图5可以看出,接头不同区域的组织有明显差异:焊缝组织呈现一定的方向性,为粗大的板条马氏体和针状铁素体,这与焊接热输入较高有关;热影响区粗晶区与细晶区组织相似,均为马氏体组织,粗晶区距焊缝较近,温度较高,组织受热发生奥氏体化转变且奥氏体长大,冷却后形成粗大马氏体,而细晶区距焊缝较远,奥氏体化晶粒来不及长大,冷却后形成较小的马氏体晶粒;不完全重结晶区晶粒尺寸较其他区域显著减小,由于距焊缝最远,仅部分铁素体发生奥氏体化,另一部分铁素体长大,最终冷却后组织不均匀,主要由铁素体和粒状贝氏体组成[11]。
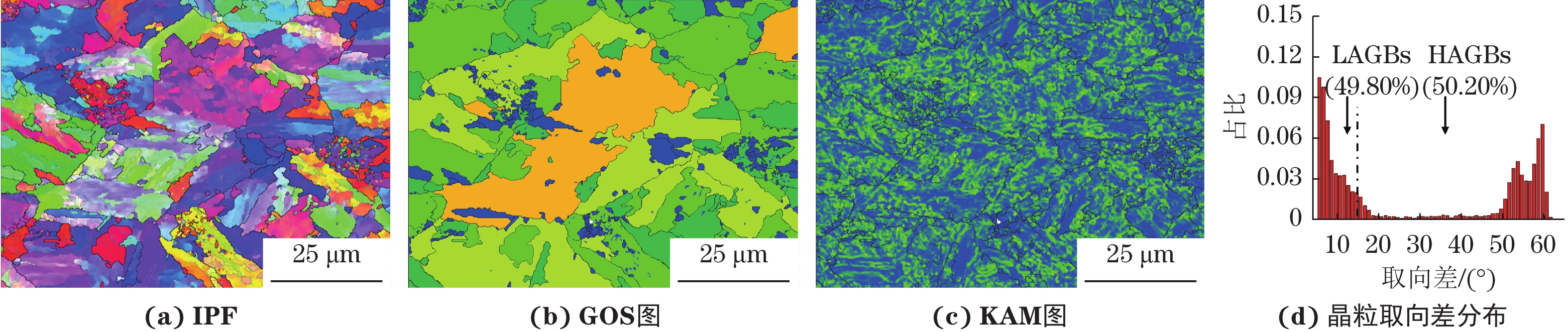
为了深入研究焊接接头热影响区的微观结构变化,由EBSD获得焊接间隙1.25 mm下接头的热影响区和母材区的反极图(IPF)、晶粒取向散布(GOS)图、晶粒平均取向差(KAM)图和晶粒取向差分布图。由图6~图9可以看出:母材区主要由拉长的轧制铁素体晶粒组成;热影响区粗晶区和细晶区主要由马氏体组成,粗晶区距焊缝中心较近,晶粒发生严重长大,细晶区距焊缝中心相对较远,热输入减少,晶粒长大不明显[12];不完全重结晶区由铁素体和粒状贝氏体组成,晶粒分布无方向性,尺寸不均匀。通常用GOS图中取向差小于2°的晶粒占比来表示动态再结晶占比[13]。母材区的动态再结晶晶粒以轧制拉长的铁素体晶粒为主,其占比为17.9%;不完全重结晶区的动态再结晶晶粒主要以等轴晶为主,因在焊接过程中发生重结晶,其动态再结晶占比(51.1%)明显高于母材;热影响区粗晶区和细晶区主要存在尺寸不均匀的动态再结晶晶粒,动态再结晶占比较低,分别约为10.5%和7.9%。母材区、热影响区粗晶区、热影响区细晶区、不完全重结晶区的几何必须位错密度平均值分别为1.22°,1.11°,0.88°,0.67°;母材区的位错密度高于焊接接头的热影响区,且分布较为均匀。通常将取向差不大于15°的晶粒称为小角度晶粒(LAGBs),取向差大于15°的为大角度晶粒(HAGBs)。母材和不完全重结晶区的LAGBs占比分别仅为17.24%和16.05%,热影响区粗晶区和细晶区的LAGBs占比分别为51.34%和49.80%。由于马氏体板条块内部为小取向差的亚板条块,因此热影响区粗晶区和细晶区的LAGBs占比较高[14]。
由图10可以看出:母材织构主要由再结晶织构R-CubeND{001}<110>和轧制织构S{123}<634>组成,织构最大强度为8.16,这表明在母材的轧制过程中,高应变速率导致母材中形成局部应力集中,发生几何动态再结晶[15];热影响区粗晶区织构主要由再结晶织构R-CubeND{001}<110>组成,织构最大强度为9.05;热影响区细晶区内部除了存在再结晶织构R-CubeND{001}<110>外,还存在少量Z{111}<110>织构,因此织构最大强度较大,为12.82;不完全重结晶区存在再结晶织构R-CubeND{001}<110>和Copper{112}<111>织构[16],织构最大强度最小,为5.54。
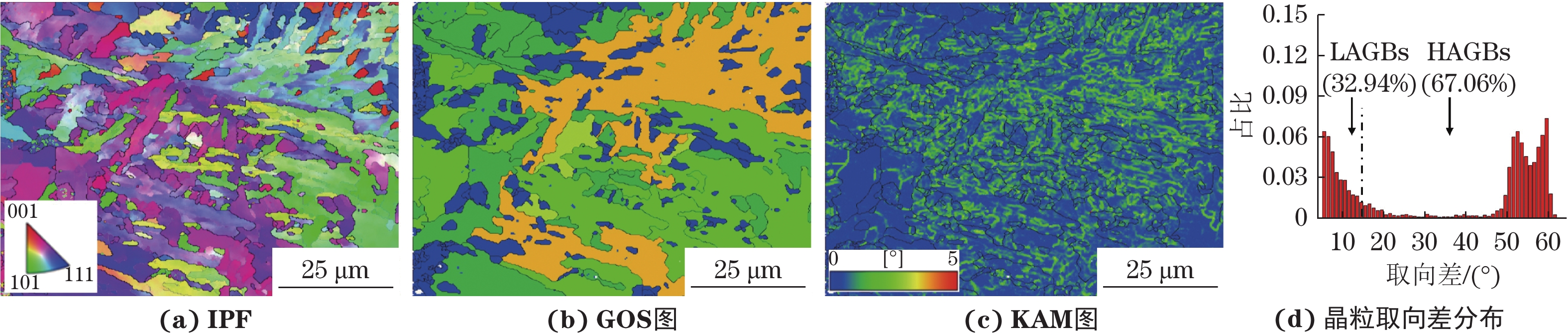
由图11~图14可以看出,不同焊接间隙下焊缝组织均由粗大的板条马氏体和针状铁素体组成。焊接间隙0.75,1.00 mm下焊缝晶粒取向主要为<101>方向,而焊接间隙1.25,1.50 mm下晶粒取向主要为<111>方向。焊接间隙0.75,1.00,1.25,1.50 mm下焊缝的动态再结晶占比分别为19.3%,16.5%,17.8%,25.7%,几何必须位错密度平均值分别为0.80°,0.95°,0.71°,0.67°;随着焊接间隙的增加,动态再结晶程度先减弱后增强,几何必须位错密度平均值先增大后减小,焊接间隙1.50 mm下的动态再结晶程度最高,几何必须位错密度最低。不同焊接间隙下焊缝的HAGBs主要以取向差大于50°的晶粒为主;随着焊接间隙的增加,焊缝中HAGBs占比先降后增再降,焊接间隙1.25 mm下的HAGBs占比最大,为67.06%。
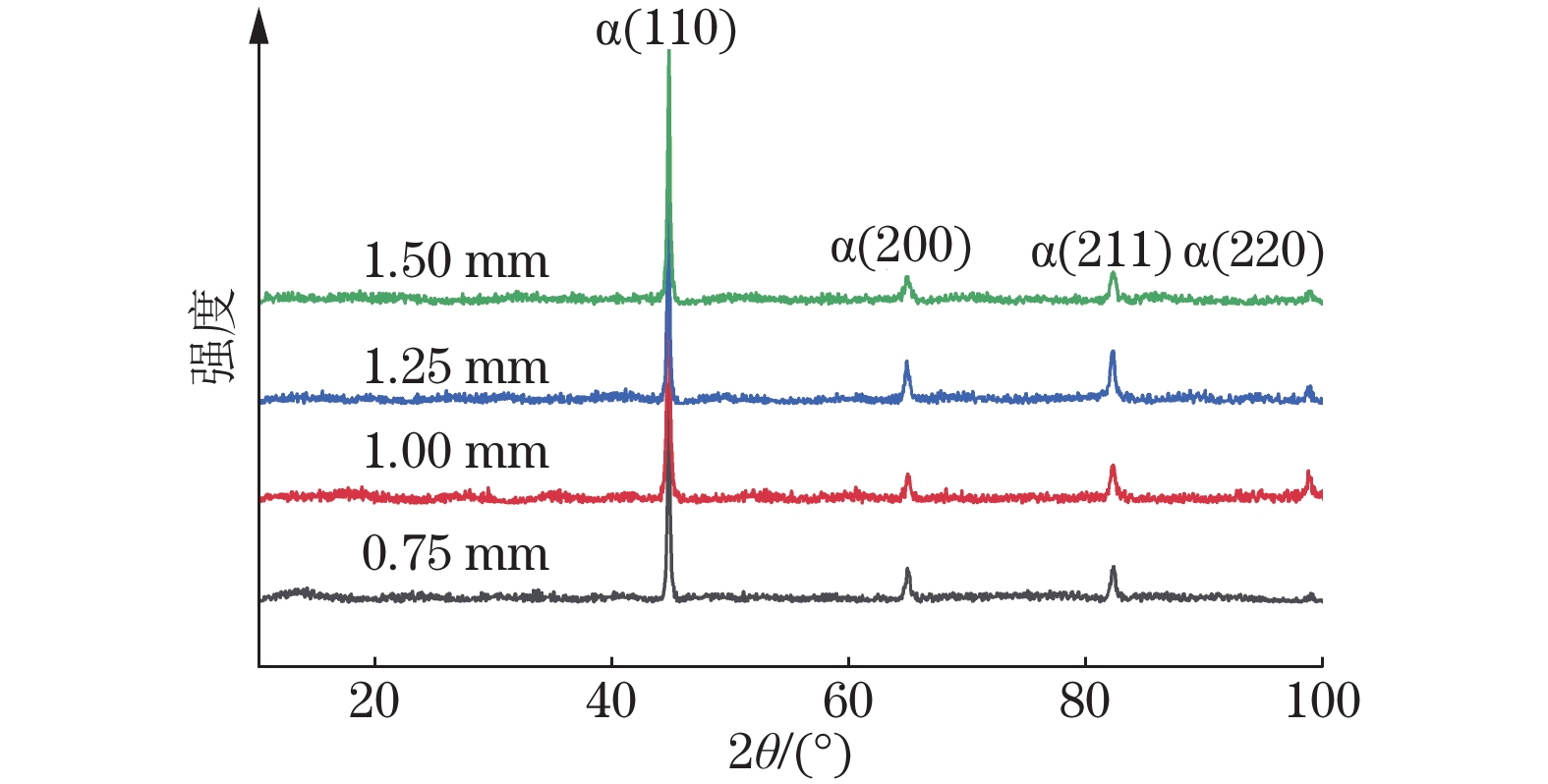
由图15可以看出,不同焊接间隙下焊缝的物相类型基本相同,均为α-Fe相,衍射峰尖锐。随着焊接间隙的增加,α(110)和α(211)晶面的衍射峰强度先增大后减少,α(200)晶面衍射峰强度变化不大。α-Fe相不同晶面的衍射峰强度的变化是由于焊接间隙的不同导致焊接区域的冷却速率和相变过程不同,使得碳在α相中固溶量发生变化所致[17]。
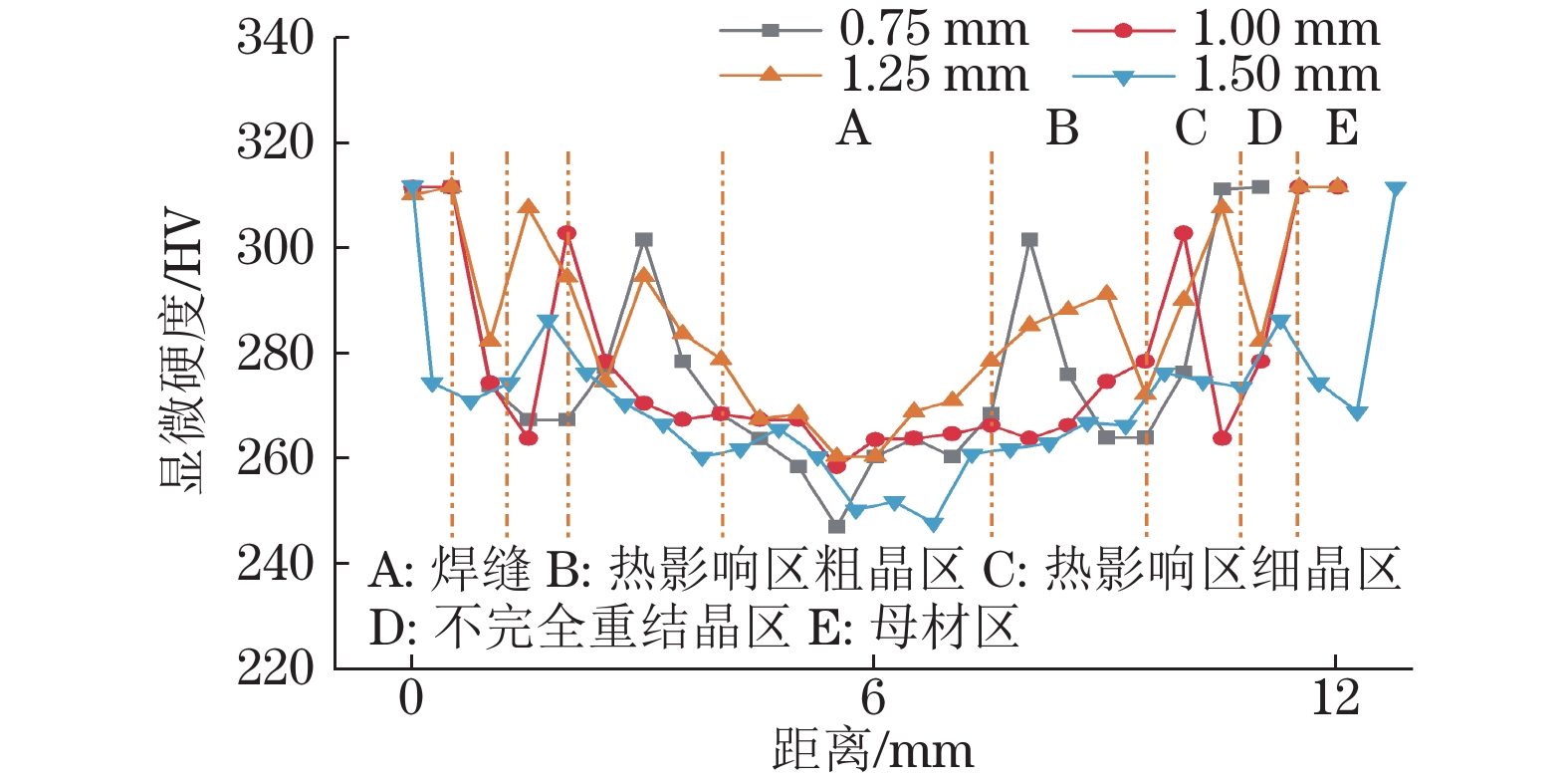
由图16可以看出:不同焊接间隙下接头的显微硬度变化趋势基本相同,随着距焊缝中心距离的增加,硬度先升高后降低再升高,母材硬度稳定在约310 HV;热影响区细晶区的硬度高于焊缝、热影响区粗晶区和不完全重结晶区,这是由细晶强化效应所致[18-19];焊缝的硬度最低,这是由于焊缝内存在硬度较低的针状铁素体。随着焊接间隙的增加,热影响区细晶区和焊缝的硬度均先升后降,焊接间隙1.25 mm下二者硬度均最高,其最大值分别约为307 HV和275 HV。随着焊接间隙增加,焊缝的动态再结晶程度先减弱后增强,位错密度先增大后减小,因此焊缝的硬度先升后降。
焊接间隙0.75,1.00,1.25,1.50 mm下接头焊缝背面的残余应力为拉应力,其数值分别为163,167,174,269 MPa,随着焊接间隙的增加,接头残余应力增大。在焊接过程中,焊接间隙0.75 mm下焊缝背面存在未焊透缺陷,说明受到热作用小,产生的热应力也相对较小。随着焊接间隙增加,热影响区和焊缝的宽度增加,在加热和冷却过程中不同区域收缩程度差异增大,导致残余应力增大[20]。
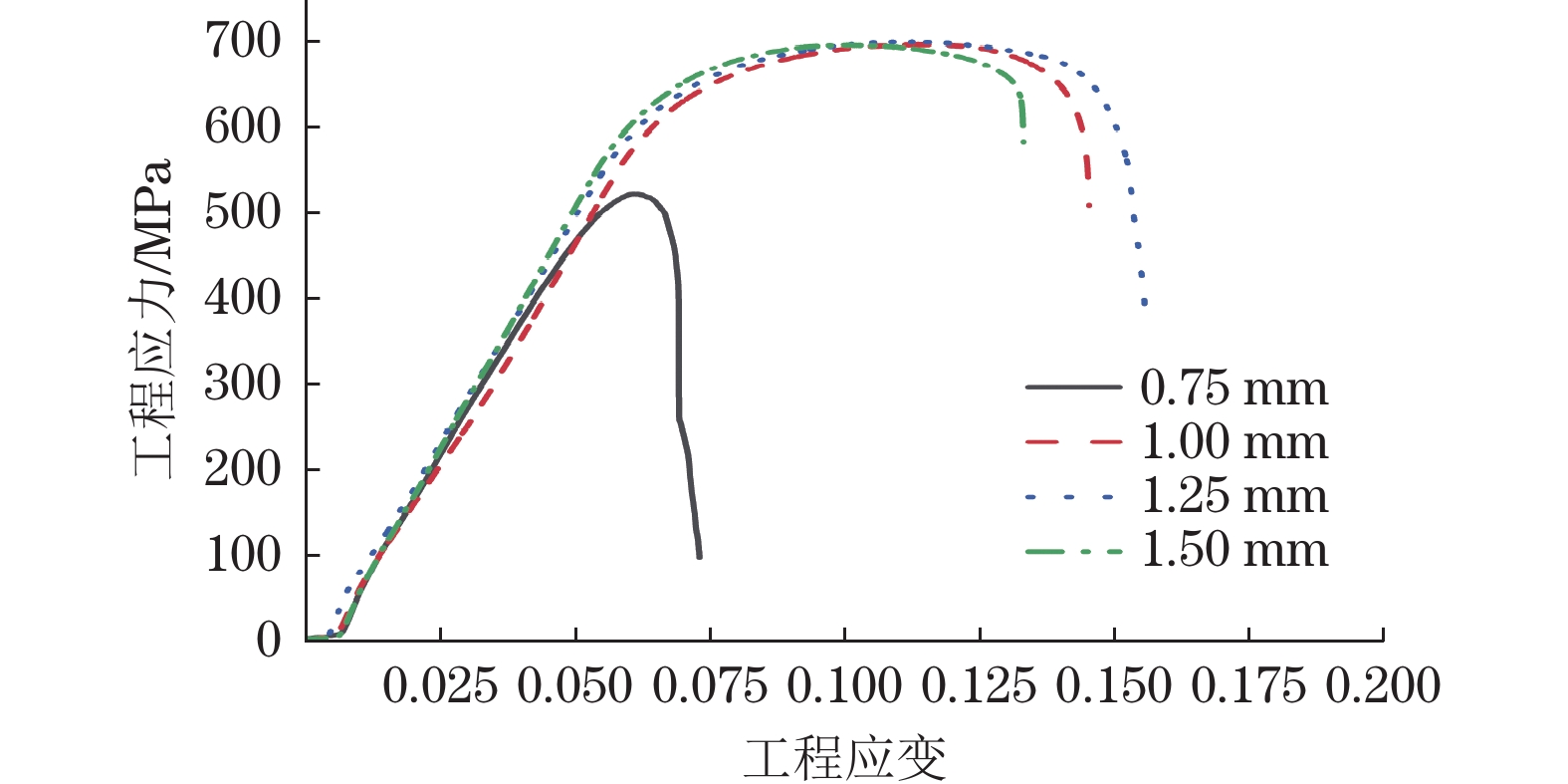
由图17可以看出,焊接间隙0.75 mm下接头的拉伸性能最差,这是由于接头存在未焊透缺陷。焊接间隙0.75,1.00,1.25,1.50 mm下接头的抗拉强度分别为516.7,692.1,697.1,695.0 MPa,断后伸长率分别为2.5%,9.6%,10.4%,8.9%,随着焊接间隙的增加,抗拉强度和断后伸长率均先升后降,焊接间隙1.25 mm下的抗拉强度和断后伸长率均最大,拉伸性能最优。在1.25 mm焊接间隙条件下,焊缝晶粒取向主要为<111>方向,<111>方向的晶粒相较于<101>方向的晶粒具有较多的滑移系统,可提供更好的塑性;该条件下的几何必须位错密度居中,适合密度的位错既可以通过固溶强化和位错交互作用增强材料的强度,又不会导致焊缝的脆性增加;该条件下的大角度晶界占比最大,而大角度晶界通常能够提供更好的阻止裂纹扩展的能力[21]。
不同焊接间隙下接头拉伸试样均在焊缝处断裂。由图18可以看出:焊接间隙0.75 mm下拉伸断口存在少量韧窝,主要以解理面为主,说明此时接头的断裂形式为脆性断裂;焊接间隙1.00,1.25,1.50 mm下拉伸断口均主要以韧窝为主,断裂形式为韧性断裂,其中焊接间隙1.25 mm下断口中的韧窝较多,接头具有良好的塑性,断后伸长率最大[22]。
(1) 随着焊接间隙增大,焊缝背面的余高和熔宽增加,焊接间隙1.00,1.25 mm下焊缝成形质量良好,焊接间隙0.75 mm下焊缝背面出现未焊透缺陷,焊接间隙1.50 mm下出现焊瘤、焊渣等缺陷。接头由焊缝、热影响区和母材区组成,热影响区分为粗晶区、细晶区、不完全重结晶区;焊缝主要由针状铁素体和板条马氏体组成,热影响区粗晶区和细晶区均主要由晶粒尺寸不同的马氏体组成,不完全重结晶区由铁素体和粒状贝氏体组成。
(2) 不同焊接间隙下热影响区的微观结构相似,不完全重结晶区的动态再结晶晶粒以等轴晶为主,动态再结晶占比最高,热影响区粗晶区的几何必须位错密度最高,热影响区粗晶区和细晶区的小角度晶粒占比较高。随着焊接间隙增加,焊缝的动态再结晶程度先减弱后增强,几何必须位错密度平均值先增大后减小,大角度晶粒占比先降后增再降;焊接间隙1.50 mm下焊缝的动态再结晶程度最高,几何必须位错密度最低,焊接间隙1.25 mm下的大角度晶粒占比最大。
(3)不同焊接间隙下接头热影响区细晶区的硬度最高,焊缝的硬度最低;随着焊接间隙的增加,热影响区细晶区和焊缝的硬度均先升后降,接头的残余拉应力增大,抗拉强度和断后伸长率均先升后降。最佳焊接间隙为1.25 mm,此时接头细晶区和焊缝的硬度最高,断后伸长率为10.4%,抗拉强度为697.1 MPa,达到母材的90%以上。
文章来源——材料与测试网