图 1PCI相位转化及成像结果示例
2025-08-25 13:23:16
反应堆压力容器顶盖CRDM热套管为不等厚变径异型结构,在核电厂运行期间,该部件的变径过渡区容易出现应力集中,有形成热疲劳裂纹的风险。相控阵超声检测技术作为一种评价体积完整性的检测方法,具有覆盖范围大,检测灵敏度高,检测效率高等优势[1-3]。而相控阵全聚焦成像技术是一种先进的相控阵检测技术,其利用超声波换能器依次发射超声波信号,其他换能器接收反射信号,从而形成一个完整的信号矩阵,此过程称为全矩阵捕获(FMC),随后对采集的信号进行复杂地运算后处理,包括时间延迟、声场重构等,使成像区域的每个像素点都能获得最佳的聚焦效果,进而实现高分辨率高精度成像。[4-5]
但是对于不等厚变径结构,超声波在传播过程中会在变径区域形成结构信号,该结构信号幅值较高,容易干扰或掩盖近变径区域缺陷信号,即便采用全聚焦相控阵技术,仍较难检出变径区域附近的危害性缺陷(如裂纹)。因此提高相控阵超声对固定反射体附近小缺陷的检测能力,能够丰富该检测技术的适用范围,为不等厚变径结构的质量评价提供更有效的手段。
相位相干成像(PCI)是一种基于全矩阵捕获(FMC)数据采集后的新型超声成像处理算法,其全矩阵数据采集的相关原理与全聚焦成像技术原理一致,只是数据采集后的处理成像算法不同,PCI主要是利用超声A扫信号的相位信息进行成像,而不利用信号的幅值信息进行成像,(幅值信息不参与到PCI的算法中)。由于PCI具有独特的超声成像处理算法,来自大平面反射体的信号相对于回波幅值的求和会有所减少;且因为只有回波的相位信息参与到求和运算中,PCI对于固定结构信号的聚焦效果不强烈,大大提高了平面型缺陷衍射信号的敏感性,可作为一种针对不等厚变径结构的非振幅检测方法。
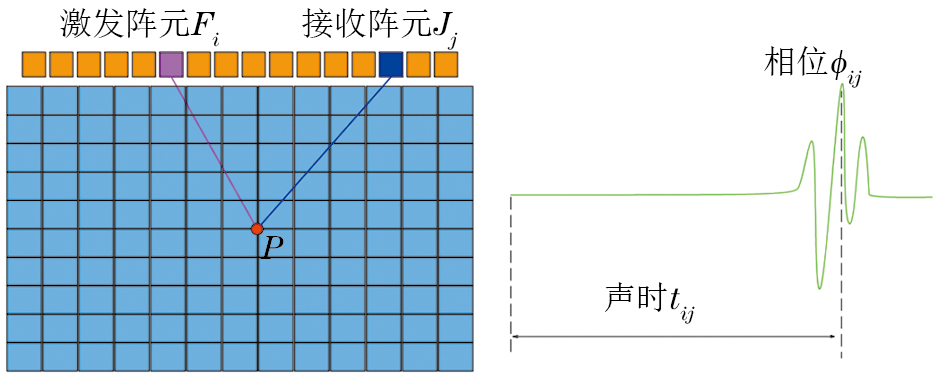
PCI成像检测技术是一种基于全矩阵数据采集(FMC)的相控阵超声后处理成像方法,首先将全矩阵采集到的超声A扫描信号进行相位化处理,将FMC的A扫信号幅值与时间转换为相位与时间的关系。通常正相位用1表示,负相位用-1表示,0点相位用0表示,因此经过相位化的A扫描信号每个时间点对应的相位值只会是1,0或-1三个值。采样点的幅值为80%与10%对应的相位值均为1,因此A扫描信号幅值对PCI成像影响很小,只要A扫描信号能够准确得到相应点的相位信息即可。PCI相位转化及成像结果示例如图1所示(P为像素点)。
PCI图像的计算过程与全聚焦成像相似,从激发阵元Fi到像素点P再返回到接收阵元Jj的声程时间tij,基于该特定信号提取对应该声程时间的相位?ij。对FMC矩阵的所有信号重复该过程,将所有这些相位相加求和,得到PCI图像中该像素点的相位,然后对所有像素点重复整个过程,以获得整个PCI图像。其计算公式为
式中:I(P)为像素点P的相位;N为相控阵探头激发晶片的总数;?ij为相位值。
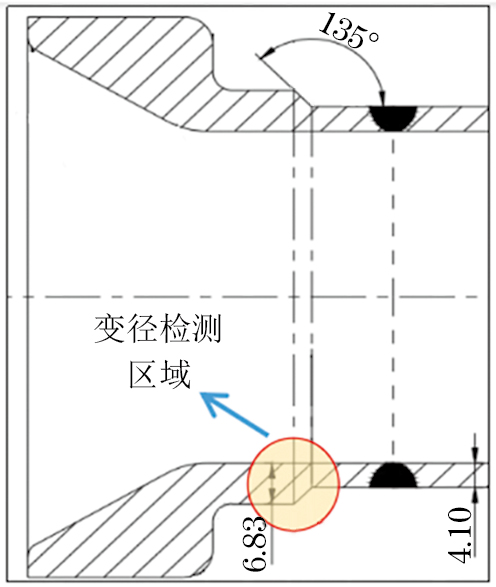
为了对比全聚焦成像与PCI成像两种模式的检测效果,制作了比例为1∶1的CRDM热套管缺陷模拟试块,试块材料为Z2CN19-10不锈钢,内径为53mm,管道壁厚为4.1~6.8mm,缺陷模拟试块的结构示意如图2所示。
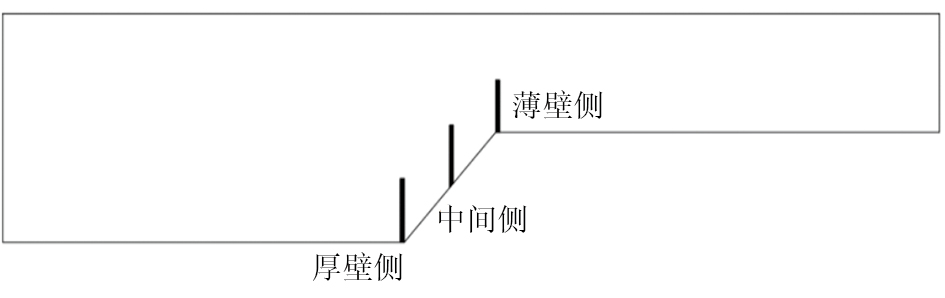
根据断裂力学分析,该部件应力集中区域为变径区,主要失效机理为热疲劳裂纹,缺陷模拟试块使用EDM(电火花线切割)刻槽作为典型的平面型缺陷,刻槽分布在变径区的厚壁侧、中间侧以及薄壁侧[6],缺陷尺寸信息如表1所示,缺陷位置分布及试块实物如图3,4所示。
全聚焦相控阵检测采用GEKKO(64/128PR)型便携式相控阵超声仪,其共有128个检测通道,单次激发晶片最大数量为64个,最大采样率为100 MHz。试验采用频率为10 MHz、32晶片的线阵探头。仪器设备的标定及检测参数设置参考标准ISO 23864:2021《焊缝无损检测 超声检测 自动化全聚焦技术(TFM)及相关技术的应用》,对比试验中采用同样的设备以及检测参数,确保数据的准确性及可比性。
将工件模型导入相控阵仪器,全聚焦成像检测区域覆盖缺陷模拟试块的变径检测区域,选择横波T-T模式,成像区域的宽度为25mm,高度为10mm。成像分辨率为40采样点·mm−1,像素点幅值最大误差为0.2dB。
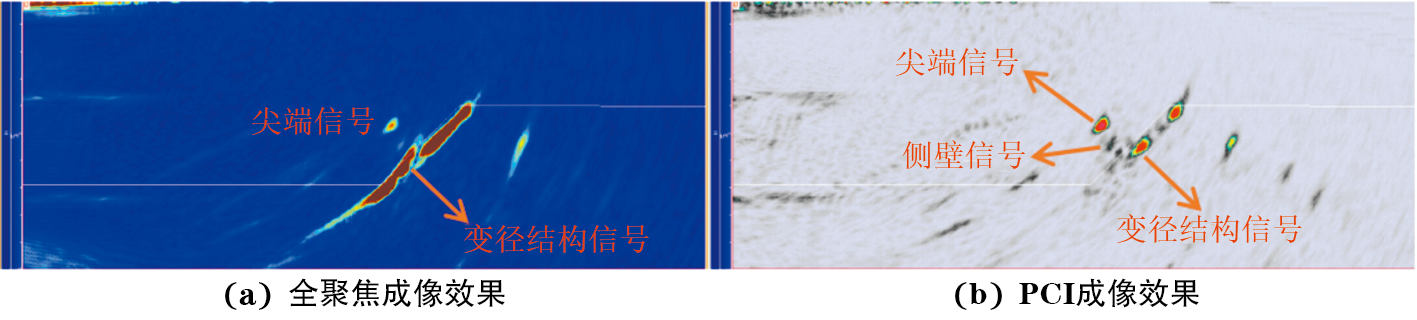
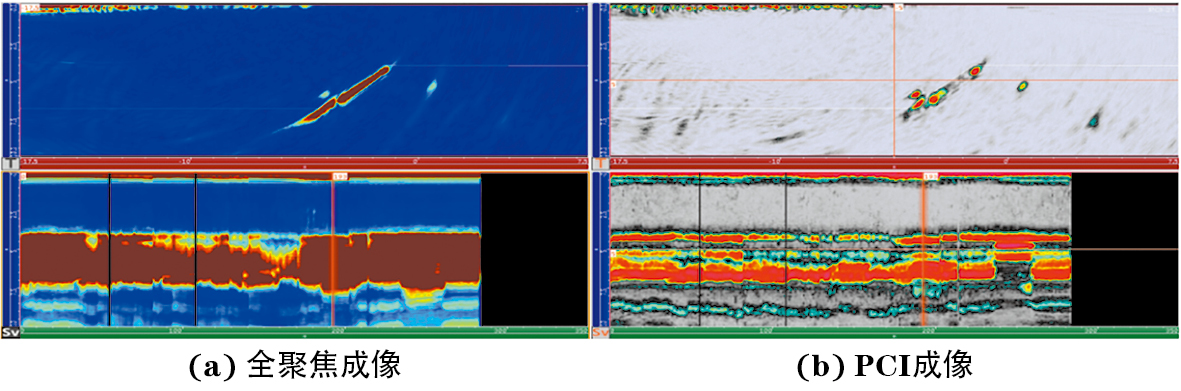
选择两个不同位置的EDM刻槽作为典型的平面型缺陷,对比全聚焦成像和PCI成像两种全聚焦模式的检测结果。中间侧刻槽(高度1.0mm)的检测结果如图5所示,可见,全聚焦成像模式提供了清晰的检测图像,缺陷模拟试块的变径过渡区域结构信号明显且幅值较高,刻槽的上尖端信号清晰可见,未发现刻槽的侧壁信号;PCI成像模式表现出更高的信噪比,由于只有回波的相位信息参与到运算中,缺陷模拟试块的变径过渡区域结构信号呈现间断的特征,未体现出大面积反射体的聚焦效果,刻槽的上尖端信号同样清晰可见,且能发现与刻槽相关联的侧壁信号,对于平面型缺陷能提供更多的信息,特别是在有结构信号干扰的情况下,展现出了PCI成像的优势。
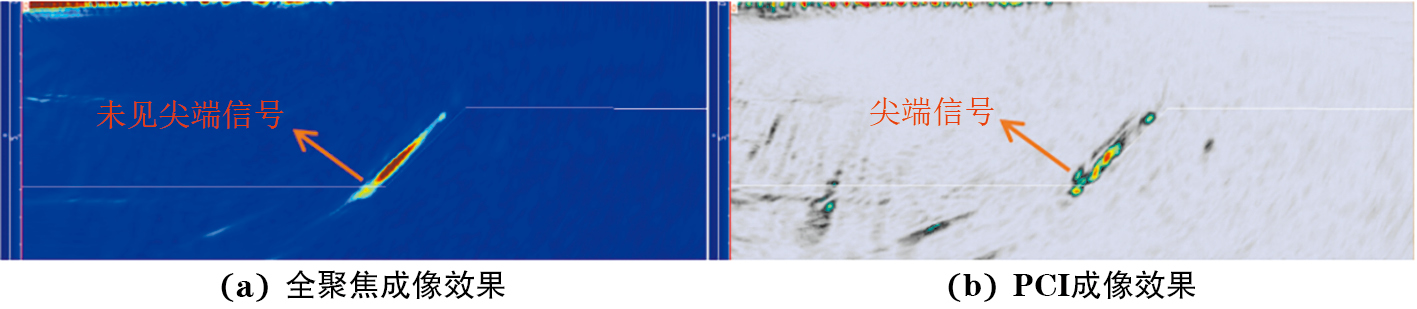
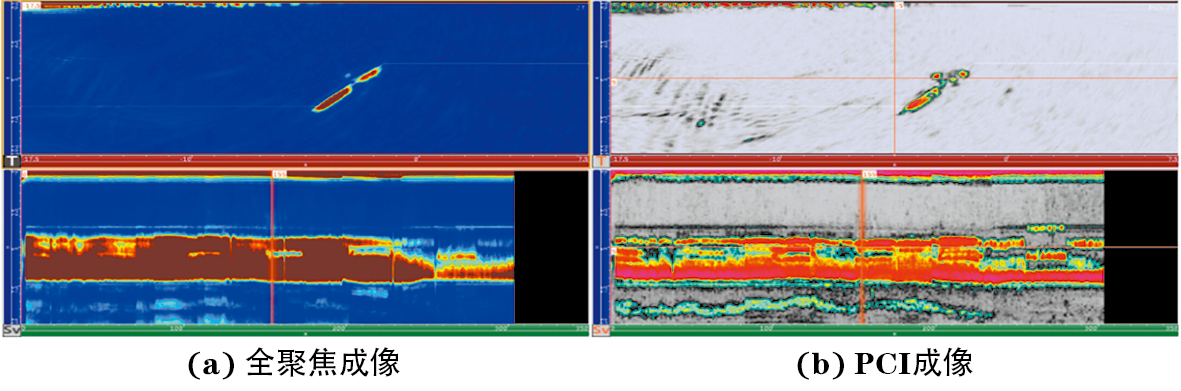
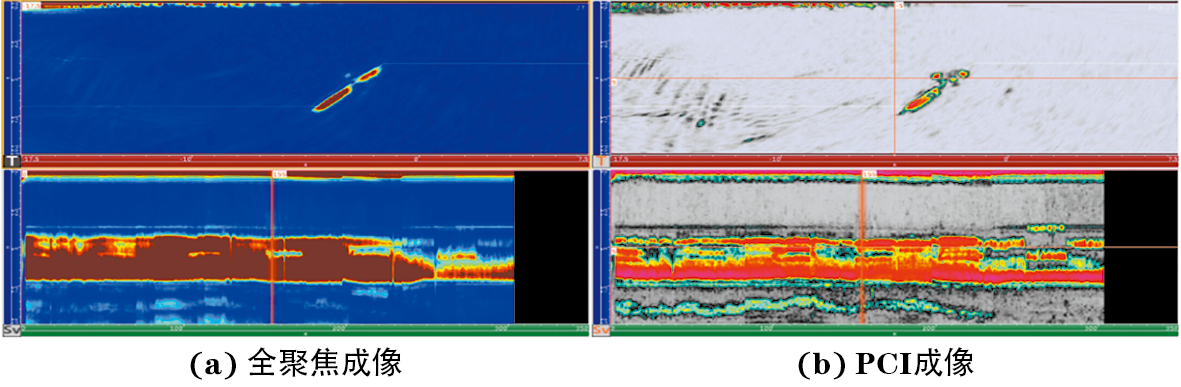
当缺陷位于厚壁侧,缺陷模拟试块中0.1mm高度的刻槽均未被检出,0.2mm高度的刻槽仅在厚壁侧位置才能检出。厚壁侧刻槽(0.2mm)的检测结果如图6所示,可以看出,全聚焦成像模式下,未发现刻槽上尖端信号;而PCI成像模式可清晰分辨0.2mm高度的刻槽上尖端信号,对于微小信号的捕捉能力更强,大大提高了平面型缺陷尖端衍射信号的敏感性。
为对比全聚焦成像以及PCI成像两种模式的检测及定量结果,使用自动化设备对厚壁侧、中间侧以及薄壁侧的缺陷模拟试块进行数据采集,数据采集结果如图7~9所示。选取缺陷模拟试块中0.4,0.8,1.0,2.0mm高度的刻槽进行高度测量,缺陷定量结果如表2所示。
使用端点衍射测高法对全聚焦成像以及PCI成像的数据进行刻槽高度测量,为了对比两种成像模式对近变径过渡区域的平面型缺陷的定量精度,对表2中的高度测量数据进行均方根误差计算,得到全聚焦成像模式缺陷高度测量的均方根误差为0.18mm,PCI成像模式缺陷高度测量的均方根误差为0.11mm。
(1)对于不等厚变径管道近变径区域的平面型缺陷,PCI成像技术具有较高的检出率和分辨力,可检出的最小平面型缺陷高度为0.2mm。
(2)PCI成像具有独特的超声成像处理算法,对于近变径过渡区域的平面型缺陷检测效果更好,且能发现缺陷的关联信号。
(3)对比全聚焦成像以及PCI成像两种全聚焦算法的定量效果,PCI成像模式对平面型缺陷的端点衍射信号更加敏感,高度定量精度更高。
文章来源——材料与测试网