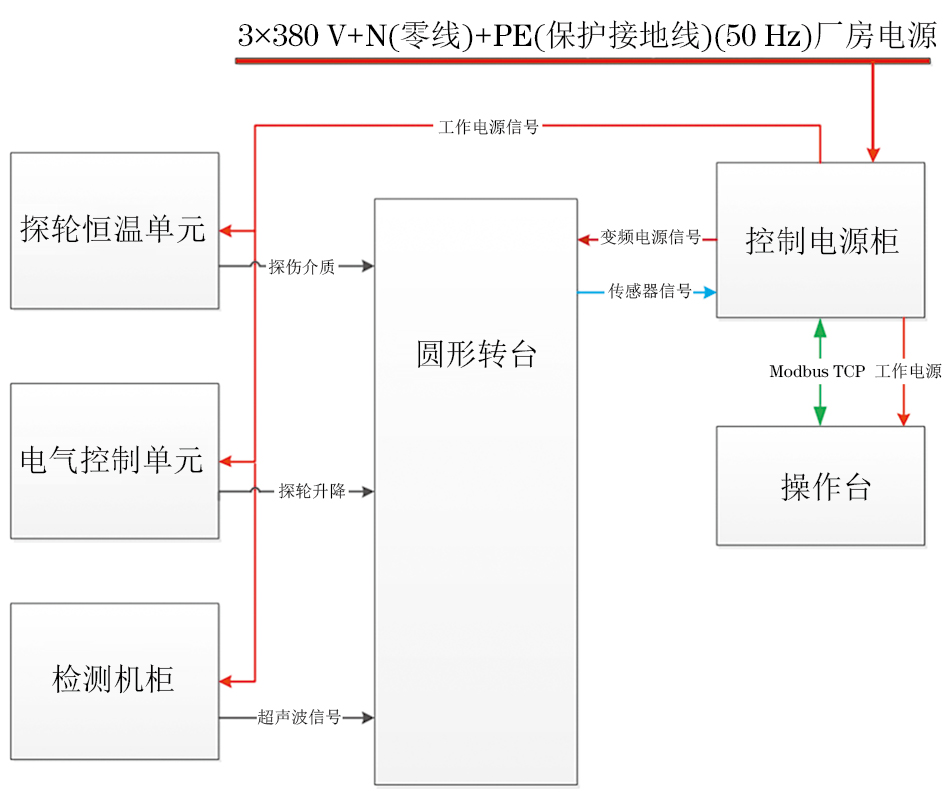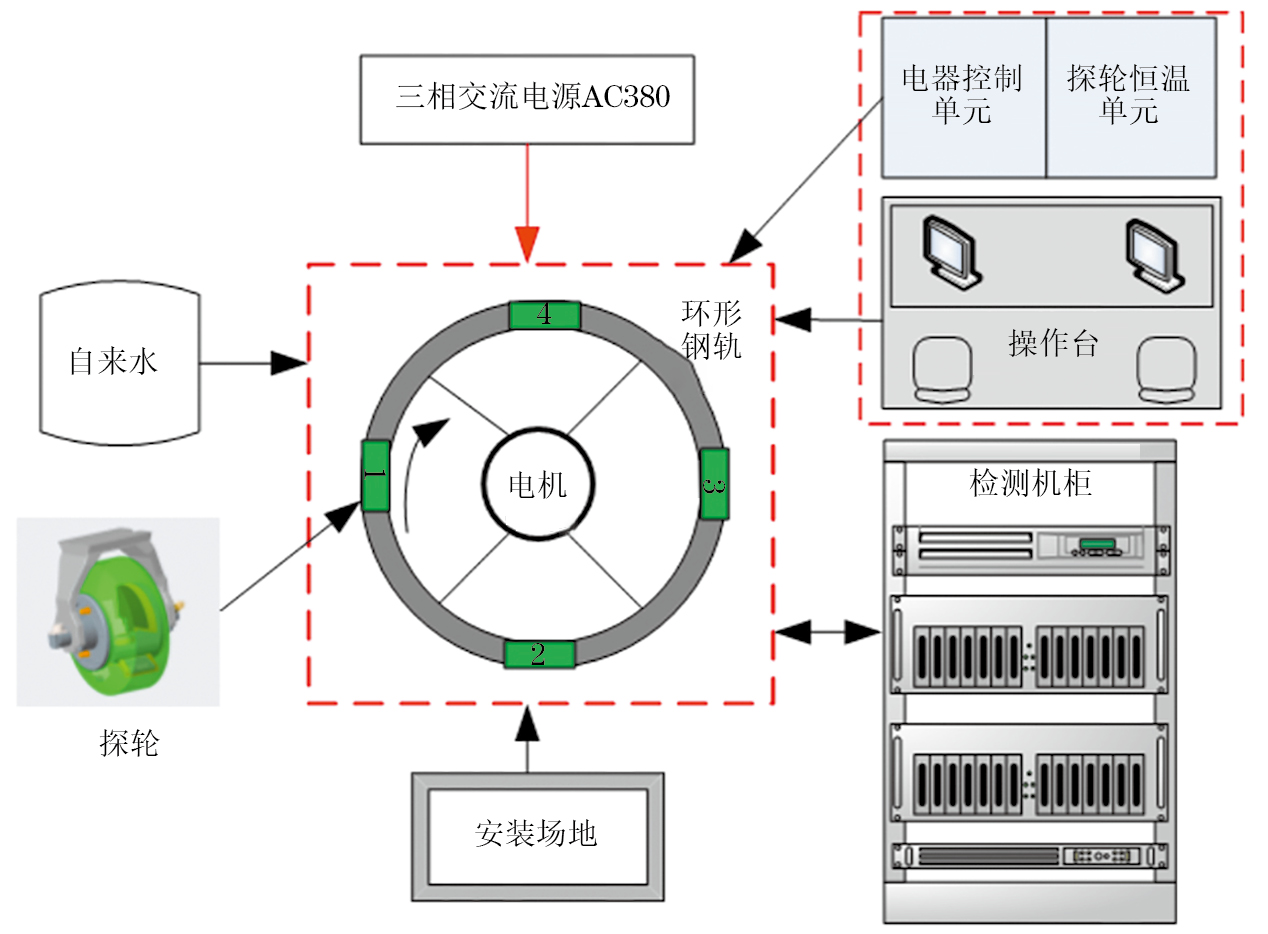
图 1系统关联关系示意
2025-08-27 10:04:57
随着中国铁路系统的多次提速,列车行驶速度不断提高,行车频率、运营负荷越来越大,中国铁路正在向高速、重载的方向快速发展,对铁路线路在役钢轨的安全性要求也日益提高。利用大型钢轨探伤车对在役钢轨进行快速探伤检测已成为国铁集团各路局工务部门进行铁路钢轨维护的重要手段。当前,大型钢轨探伤车在全路已逐步替代小型化探伤仪的周期性检测任务[1-10]。
大型钢轨探伤车检测作业时,通过车下承载机构上搭载的多通道超声波探轮来发射超声波以实现对钢轨内部缺陷的无损检测。为了不断提高既有探伤系统的检测数据质量及研究更高检测速度的钢轨探伤检测技术,文章提出一种基于环形钢轨回转系统的钢轨探伤综合试验仿真平台,旨在通过高速回转模拟探轮高速动态运行状态,并集成超声波检测、异常监测等功能模块,为探伤设备的性能评估提供标准化试验环境。
试验平台的设计目标为:①支持多探轮承载,实现不低于120km·h−1的线速度模拟;②支持探轮升降、压力调节及多传感器协同控制;③集成标准人工伤损缺陷,满足相关国标规范要求;④支持探轮高速动态标定、动态性能评估;⑤支持伤损检测性能评估、系统软硬件性能评估。
平台由探伤检测系统与圆形转台两部分构成,系统关联关系示意如图1所示。探伤检测系统包括超声波检测机柜、探轮作业单元、探轮恒温单元及操作台等,负责数据采集与分析处理;圆形转台包括传动装置、环形钢轨回转盘、转台固定装置、被试品承载平台和电气控制柜等,通过传动装置的交流变频电机驱动环形钢轨高速回转,带动下压在环形钢轨上的探轮实现高速转动,以此来模拟现场实际探轮的高速滚动工况。整个系统采用PLC(可编程逻辑控制器)与变频器实现远程控制,并通过以太网实现数据交互。
其中,探轮作业单元、探轮恒温系统柜和检测机柜等部件均复用大型钢轨探伤车探伤系统中的成熟部件,以实现对检测探轮的固定、升降收放、下压调整、轮内恒温以及探伤数据分析处理等,以满足检测试验的需求[11-13]。
试验平台设备采用三相直流380 V电源供电,总功率不小于25 kW,整个平台配有一个电源控制柜作为供电单元,实现整个试验平台的供电需求,电源控制柜包括直流380 V电源、直流220 V电源和交流24 V电源部分,实现对不同设备的供电,供电方案如图2所示。探轮恒温组件和转台电机采用直流380 V供电;气路空压机采用直流220 V供电。直流220 V经过交流24 V电源转换模块,输出24 V直流电源,为平台内的PLC系统、编码器、操作台等供电。
圆形转台的电气控制采用断路器、接触器、交流24 V直流电源和PLC控制器等,实现对整个系统的供电控制;通过上位机控制程序,利用MODUBUS-TCP通讯总线远程控制变频器,实现电机启停、电机正反转、转速调节、数据记录、状态指示等电气控制功能。圆形转台内部电机和减速机温度传感器、环形钢轨位置开关、振动传感器与控制电源柜内PLC采集模块相连。
(1)超声检测
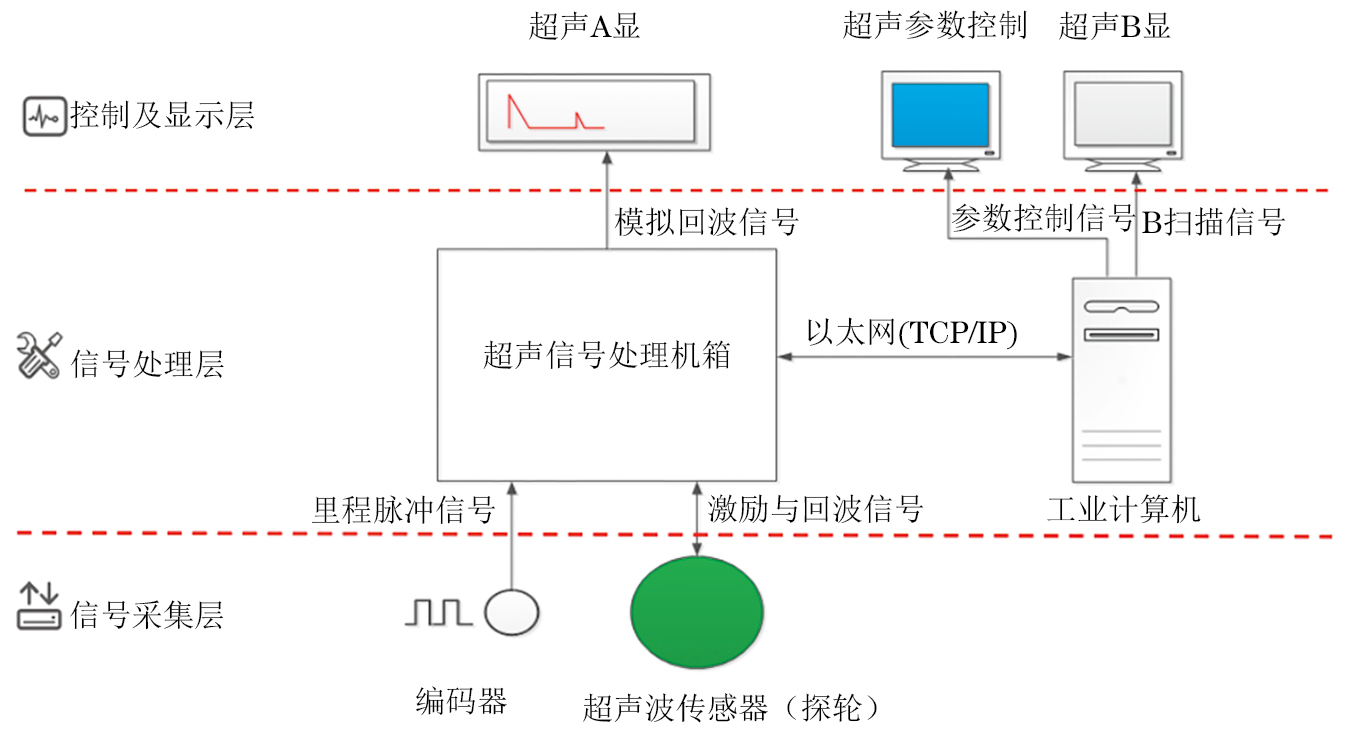
超声检测系统由信号采集层、信号处理层、控制及显示层构成。信号采集层编码器为系统提供里程脉冲信号输入,超声信号处理机箱根据输入信号,产生超声激励信号作用到超声波轮式传感器,同时采集超声波轮式传感器的回波信号进行处理,模拟的回波信号传递到显示及控制层进行A扫描显示。工业计算机集成上位机软件,将超声控制参数与B显信号进行显示,通过以太网与超声信号处理机箱进行数据交互。超声检测系统原理如图3所示。
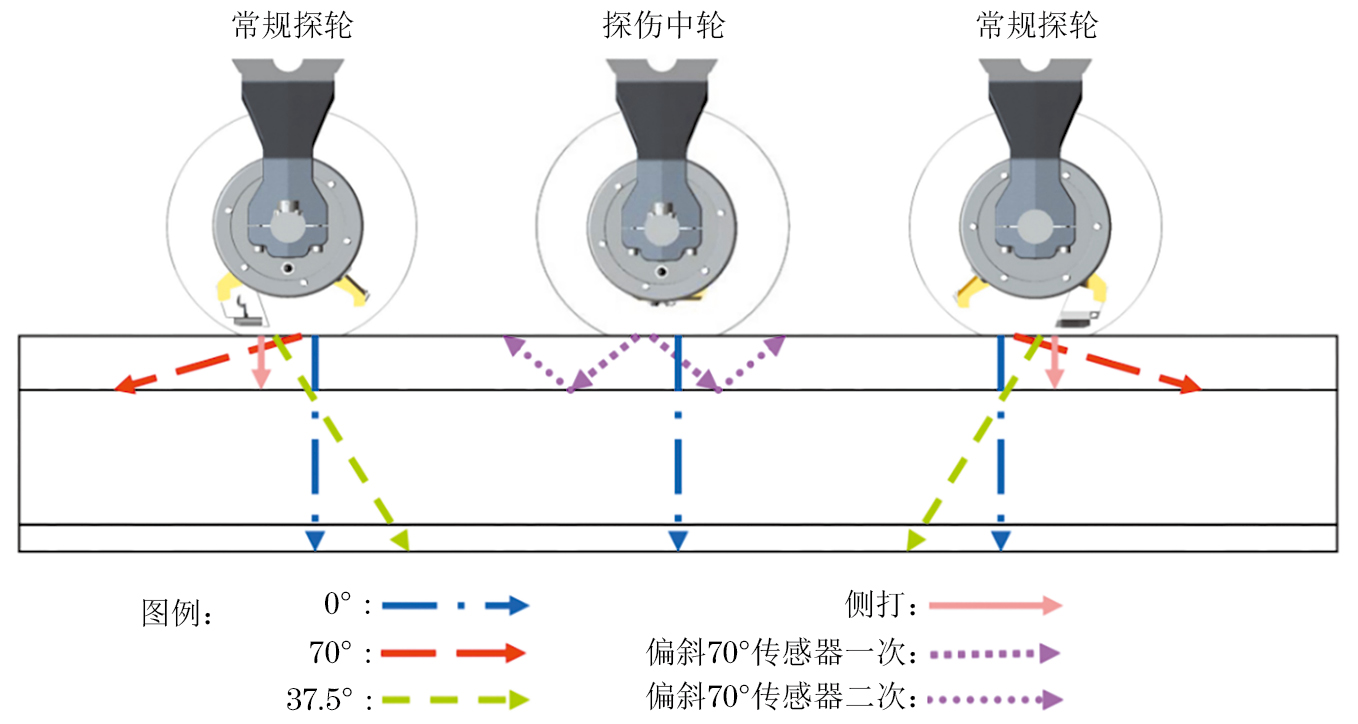
目前,国内钢轨探伤车持续探伤检测速度最高达80 km·h−1。超声检测系统配备了30路超声通道用于钢轨内部缺陷的高速扫查,扫查角度包含有0°,37.5°,70°阵列、偏斜70°及侧打等,其中0°超声波传感器可检测钢轨中水平取向伤损、螺孔裂纹和螺孔不良;37.5°超声波传感器可检测螺孔裂纹、轨腰垂直劈裂、轨腰斜裂纹、轨底横向裂纹;70°阵列超声波传感器可检测轨头核伤及焊缝伤;侧打超声波传感器可检测轨头垂直劈裂;偏斜70°超声波传感器可检测轨头内侧(尤其表面有微裂纹)核伤。探伤车超声波探轮传感器配置及声束传播方向如图4所示。
(2)环形钢轨
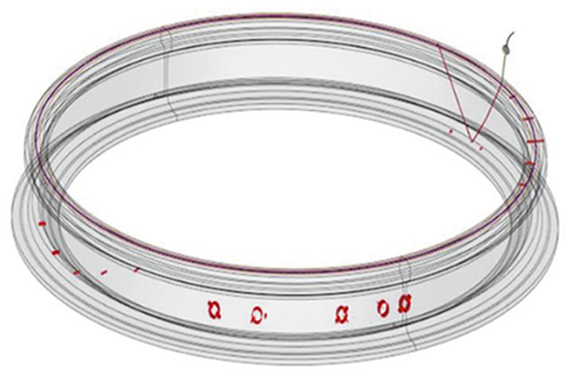
环形钢轨,作为伤损标定轨,设计直径为2 m,采用U71Mn钢整体数控加工方式,保证一定的同轴度和轨面的平面度、平行度。加工后的钢轨廓形与标准60 kg·m−1型号钢轨廓形保持一致,并且在钢轨底部内边和外边提前预加工螺纹孔和定位销孔,用于钢轨与圆形转台回转盘的连接与定位。环形钢轨结构示意如图5所示。
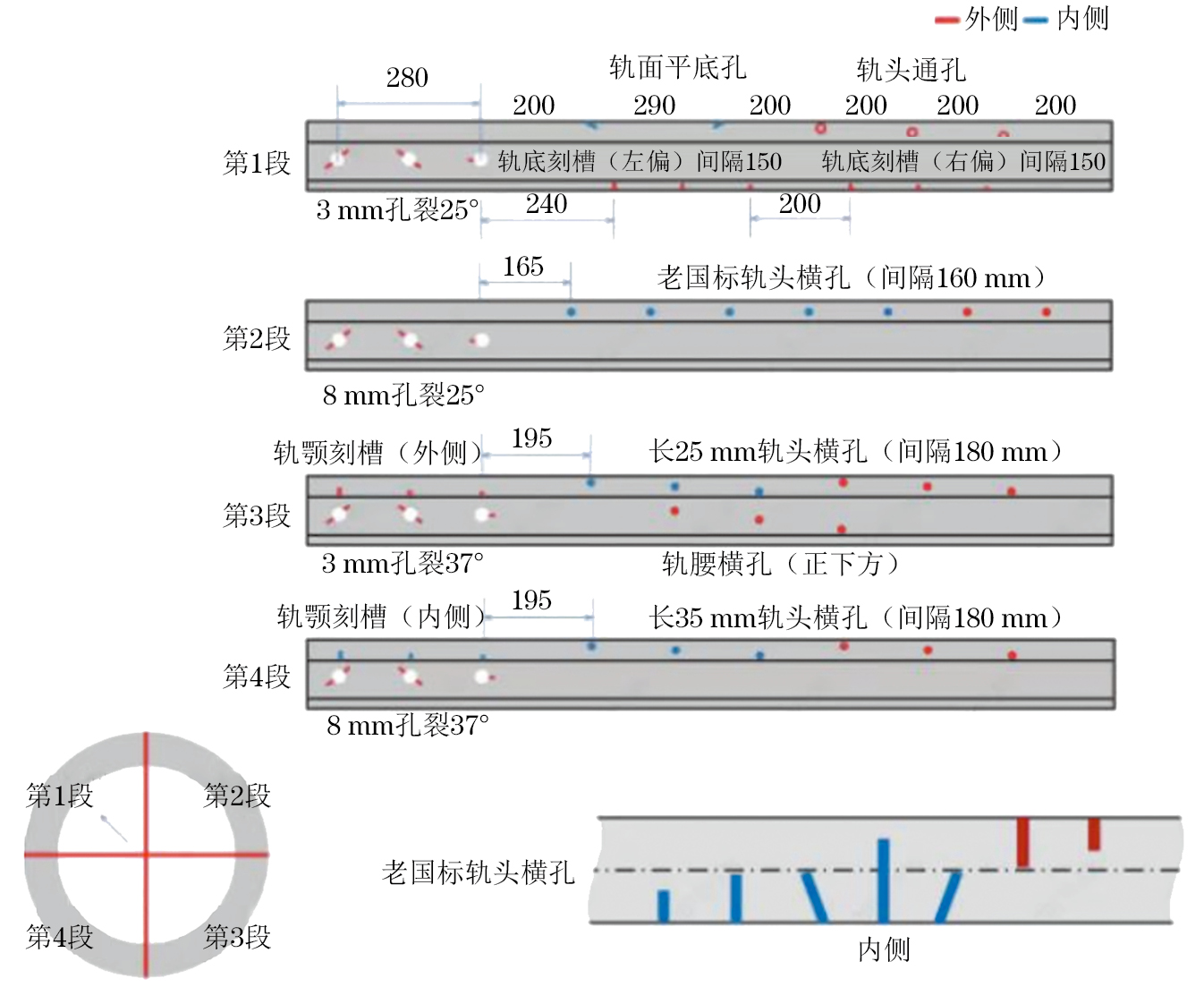
环形钢轨加工有人工伤损缺陷,参照国家标准GB/T 28426—2012《铁路大型养路机械钢轨探伤车》及GB/T 28426—2021,分别在环形钢轨轨头、轨鄂、轨腰及轨底等位置设计人工伤损。其中轨头处设计有平底孔、横孔和横通孔,轨鄂处设计有半圆槽,轨腰处设计有螺孔线切割槽和横孔,轨底处设计有半圆槽。伤损类型及布置如图6所示。
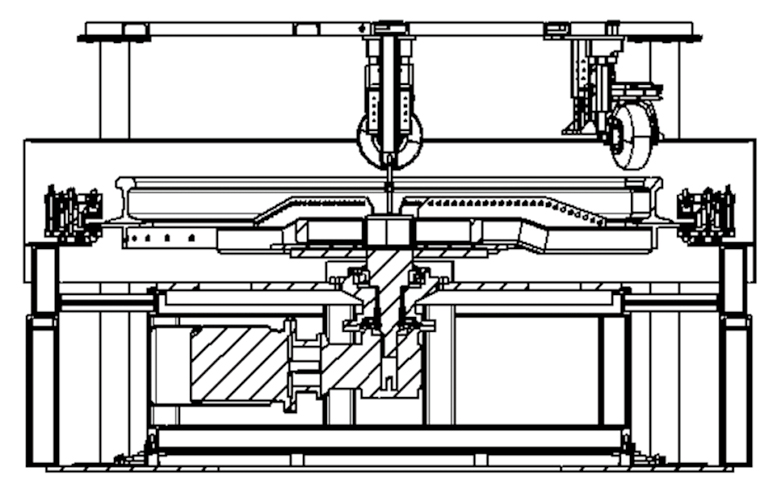
圆形转台框架主要包括传动装置、环形钢轨回转盘、转台固定装置和被试品承载平台等。环形钢轨固定在回转盘上,通过键与主轴连接,由交流变频电机连接减速机驱动回转主轴带动回转盘进行高速回转,以此来模拟探轮在钢轨上高速滚动的状态。其可实现0~130 km·h−1的无级变速控制,并能控制正反回转,静态时,可手动双向转动。圆形转台结构如图7所示。
其中,转台固定装置为整个圆形转台的承载基体,主构架采用工字钢拼焊而成,用于支持传动主轴及上部回转盘的受力。装置主要由承重板、承重框架、隔声防护板和减振调节垫组成,承重板上平面焊接多道从里向外逐渐降低的环形条带,其上安装耦合水集水器,使设备收集的耦合水汇聚于集水器外圈,然后通过阀门手动排放。
被试品承载平台为探轮作业单元固定平台,主构架采用工字钢以十字交叉形式拼焊而成,承载平台需具备足够的刚性,以满足下部探轮单元的吊挂和作业时的稳定性。平台中心下挂安装增量式编码器,与回转主轴通过弹性联轴器进行连接,可输出方波信号,用于速度显示、里程计算、超声扫查触发等。
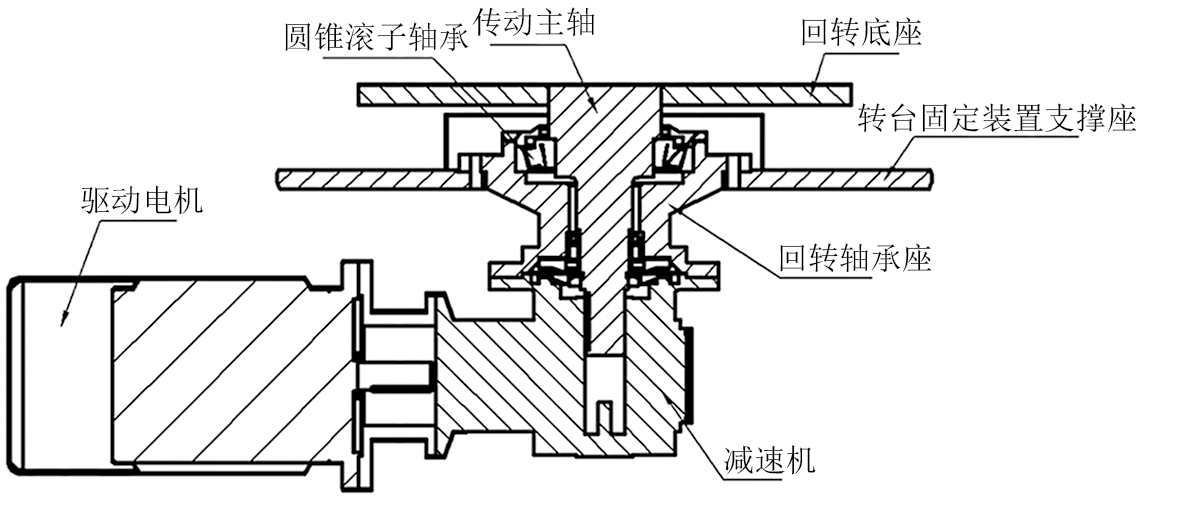
传动装置主要由驱动电机、减速机和轴承组及传动主轴组成,驱动电机配合减速机带动主轴输出动力。轴承组上部为圆锥滚子轴承,以承受径向和轴向的联合载荷,轴承组下部为角接触球轴承。其中,轴承整个传动装置由回转轴承座整体通过螺栓固定在转台固定装置基座上。传动装置结构如图8所示。
沿钢轨周向,探轮前后布置多处不锈钢喷管,可通过手动阀门调节水流向钢轨表面喷洒耦合水,用于超声波探轮检测的耦合,喷淋后的水经圆形转台的集水器回收处理。
为实时监控圆周转台的机械运行状态,采用振动和限位传感器对转台关键部位进行运动状态采集。其中振动传感器安装在主轴安装座上,对主轴轴承的运行状态进行监测,监测轴承游隙增大造成的转台高速回转振动;限位传感器安装在环形钢轨上方,对钢轨的旋转姿态进行垂向偏摆监控。在监测到异常信号反馈后,操作界面将进行异常警示,同时切断圆形转台的供电,使设备停止转动,保证设备和人员作业安全。此外,还将圆形转台布置在单独的封闭房间内,四周布置有高清网络摄像机,实时图像监控圆形转台的状态,进出门还设置有门锁互联,确保试验人员的作业安全。
圆形转台的回转力矩主要有启动阻力矩、加减速阻力矩和匀速运行阻力矩,其中启动阻力矩最大,加减速阻力矩次之,匀速运行阻力矩最小,因此计算圆形转台的回转力矩选择启动阻力矩即可。而启动阻力矩由启动时加速自身质量惯性力矩和检测轮的静摩擦力矩两部分构成。
(1)质量惯性力矩M1,由式(1)计算。
式中:J为回转体转动惯量;γ为角加速度;m为回转体质量;R为回转体回转半径;ω为角速度;n为最终回转速度,取350 转·min−1;t为加速时间,取120 s。
(2)检测轮静摩擦力矩M2,由式(2)计算。
式中:µ为钢轨静摩擦系数,取0.15;N为检测轮作用在钢轨表面的作用力;R为摩擦力作用点到旋转轴的垂直距离。
故回转力矩=启动阻力矩,即
式中:k为安全系数,取1.3。
试验场内供电电源为AC380 V/50 Hz,试验要求钢轨转动速度不小于120 km·h−1,启动时间为120 s,最高回转速度为350 转·min−1。初步选用50 Hz,15 kW的三相交流变频电机,额定转速为2 800 转·min−1,传动驱动系统功率核算中,传动机构减速比为
则,回转所需电机转矩为
因此,电机选型时,需满足以下两个条件:①额定转矩不小于45.9 N·m;②可120 s长时间负荷运行。
减速机选型时,需满足以下3个条件:①满足启动扭矩的要求,输出扭矩不小于367 N·m;②满足回转速度的要求,输出转速不小于350 转·min−1;③满足转台结构布局的空间和接口要求。
因圆形转台为回转体,为保证回转体的整体稳定性和使用寿命,必须对回转体进行动平衡,使其达到允许的平衡精度等级。根据标准ISO1940-1:2003《机械振动,在恒定(刚性)状态下转子的平衡质量要求。第1部分:平衡公差的规范和检定》,动平衡等级不得低于G6.3。
允许残留不平衡量Mper,由式(6)计算。
式中:M为回转体转子重量;G为转子平衡精度等级,取3.6 mm·s−1;R为转子矫正半径;n为转子转速。
故,回转体残余不平衡量需低于120 g。可通过辐杆预留配重孔,结合动平衡试验调整配重块,确保不低于G6.3级的平衡精度,有效抑制振动与噪声。
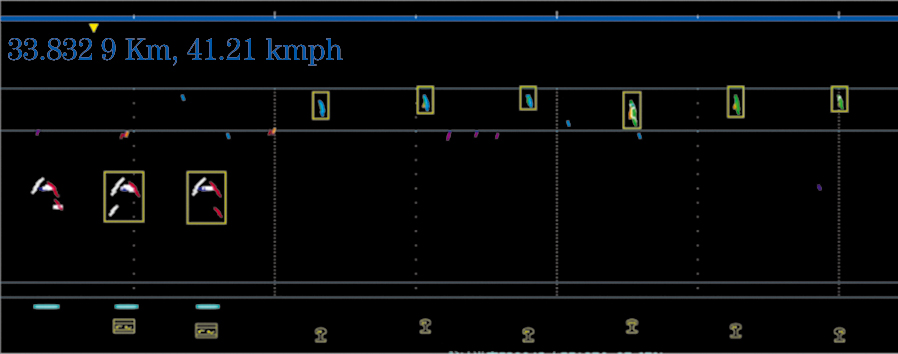
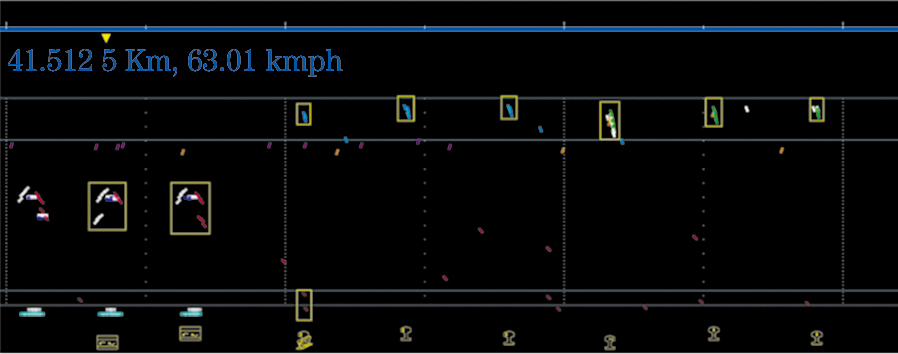
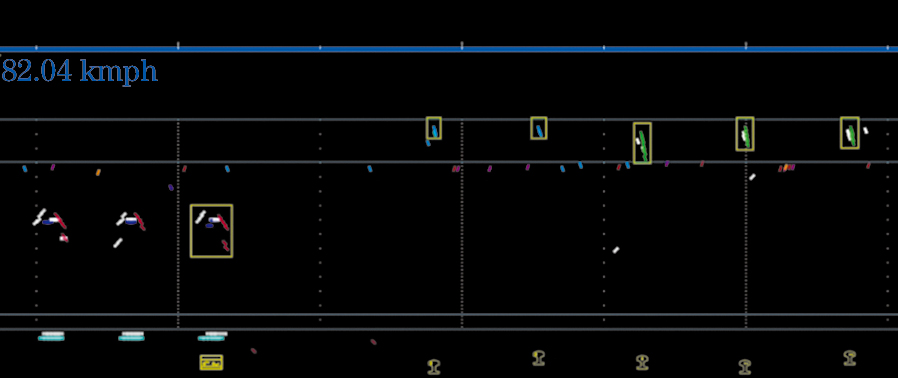
上述设计开发方案得到的综合试验仿真平台,现已进入实际应用阶段。图9为圆形转台安装后最终状态,时速40 km·h−1、60 km·h−1、80 km·h−1下的部分伤损检测结果如图10~12所示。
可见,试验平台可满足探伤系统的整体检测性能试验验证,且具备以下关键技术及创新点。
(1)高速旋转台系统集成技术:可实现直径2 m钢轨在时速120 km·h−1下的长时间运转。
(2)环形钢轨伤损设计技术:根据环形钢轨的结构特点,进行超声仿真计算,参照相关国家标准伤损原型,实现了人工伤损的适应性设计,满足探伤检测系统的伤损检测性能测试。
文章设计的钢轨探伤综合试验仿真平台,通过回转体、环形伤损钢轨和检测系统集成,解决了传统实验室低速测试的局限性。试验表明,平台能够有效模拟探轮在钢轨表面进行高速检测的状态,并为探伤设备性能优化升级提供数据支持。未来将进一步集成AI算法,实现伤损智能识别与诊断功能。
文章来源——材料与测试网