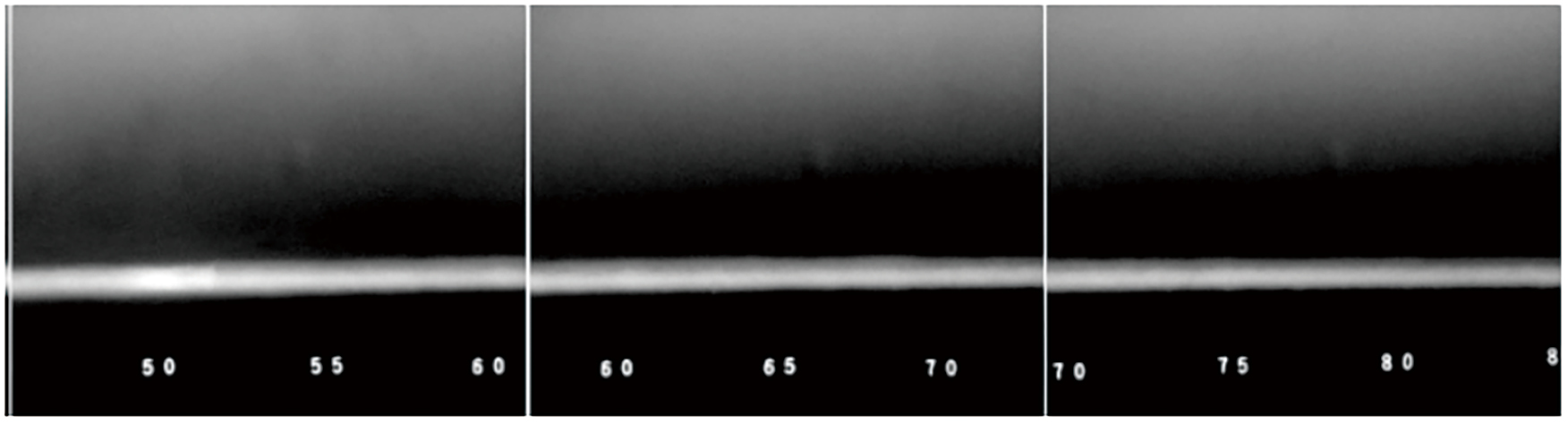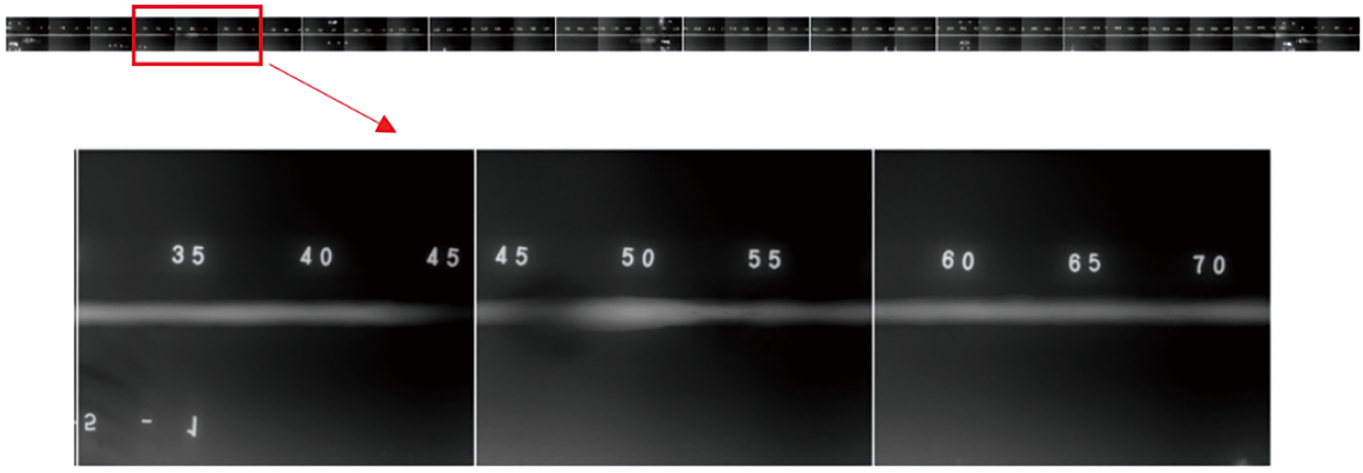
图 1管道环焊缝DR检测图像示例
2025-08-18 10:50:27
无损检测是评价长输管道对接环焊缝焊接质量的重要方法[1]。其中,X射线检测胶片成像(RT)以其检测结果直观、适应性好等优点成为了常用的无损检测方式之一[2]。随着管道建设向数字化方向发展,DR技术具有实时成像、自动化程度高、检测结果能够数字化保存等优点,正在逐步取代胶片成像[3-6]。DR技术的推广应用导致大量图谱需要人工评判,不仅工作效率低,而且评判结果易受人员主观因素影响,难以避免缺陷的误检漏检[7-9]。而人工智能(AI)技术能够对DR图像中的缺陷进行自动识别,从而提高评判效率,并保证评判结果的一致性[10-12]。
DR图像缺陷的智能识别工作具有专业性强、缺陷所在区域小、缺陷特征提取困难等特点[13-15]。基于此,文章对DR图像特点进行分析,提出了可有效提高智能识别模型对圆形缺陷和未熔合缺陷识别能力的图像处理方法,以保障AI检测结果的可靠性,推进DR缺陷智能评判技术在长输管道环焊缝无损检测领域的应用。
管道环焊缝的DR检测图像示例如图1所示。该图像为DICONDE格式[16],包含了大量信息,如果不采用专业的图像处理软件,则需解析图像信息才能实现图像的显示。由图1可知,管道环焊缝的DR检测图像具有长宽比大(约为37),缺陷所占面积小(缺陷面积与总面积的比值约为1×10−5),重点关注区域小(约为总面积的1/5)等不利于缺陷智能识别的特点。上述特点会使计算机在原图长度方向上的运算权重较大,AI模型对缺陷长度方向的特征识别能力强,而对缺陷宽度方向的特征识别能力不强[17-20]。此外,射线源定位不准确或探测器像元响应不一致等因素会使部分图像出现灰度不均匀现象,如图2所示。由于计算机对原图的预处理是根据灰度值进行的,因此该现象会影响图像的预处理。
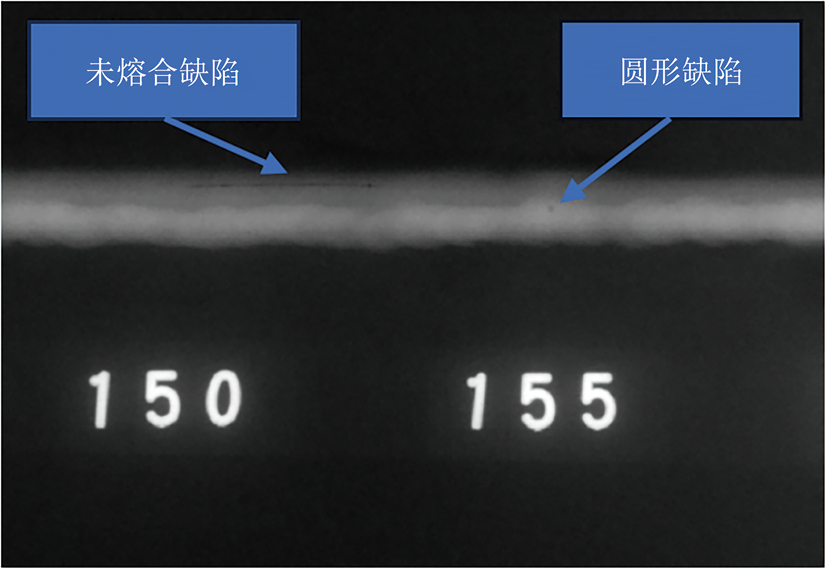
对DR图像中的圆形缺陷和未熔合缺陷进行放大,如图3所示。由图3可见,圆形缺陷相较于背景区域偏黑,显示为类似圆形的黑点;未熔合缺陷相较于背景区域偏黑,显示为一条连续的黑线。圆形缺陷和未熔合缺陷的灰度及形貌特征相对明显,有利于实现计算机对缺陷的智能识别。
卷积神经网络在目标检测方面具有突出优势,能够自动提取特征,并具有泛化能力强、精度高、实时性好等优点[21-23]。以卷积神经网络为基础,采用YOLO算法搭建缺陷智能识别网络,针对管道环焊缝DR图像中圆形和未熔合两类缺陷的特征进行算法优化,从而实现AI模型对缺陷的精准识别。
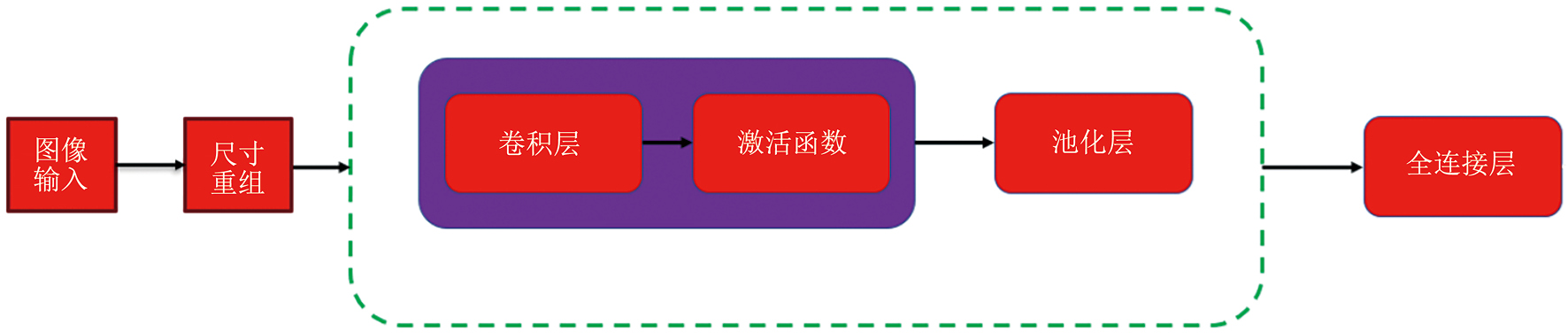
YOLO目标检测算法的实现包括图像输入、尺寸重组、卷积计算、激活函数、池化、全连接等步骤,其流程如图4所示。文章在YOLO算法上进行了优化,首先,采用遗传算法(GA)进行数据分类,该算法能够自动划分训练集、验证集和测试集;其次,采用非极大值抑制(NMS)规则消除冗余边界框,提高缺陷的识别准确率;然后,采用Relu激活函数提高网络的表达能力并减少过拟合的风险;最后,采用Boundbox(边界框)进行标记提取,将缺陷位置表达到原图上;再利用混淆矩阵实现训练结果的自动统计。
针对管道环焊缝DR检测图像中不利于缺陷智能识别的因素,对原图像进行预处理,可使缺陷特征更容易被自动提取和识别。预处理过程包括图像的横向分割和纵向分割。
缺陷一般存在于焊缝区域和热影响区(距焊缝边缘约5 mm),焊缝区域的图像特点为灰度值低。因此,对原图进行横向分割,提取出可能存在缺陷的区域。对于灰度均匀的DR图像,以原图宽度方向像素为横坐标,原图长度方向像素值叠加的平均值为纵坐标绘制曲线,如图5所示(图中横纵轴均无量纲,下同),可知原图在宽度方向上的灰度变化为“平-降-升-平”,其中“降-升”区域 (图中红色区域)为焊缝区域,截取“降-升”两侧各100 mm的区域作为热影响区,即可提取出焊缝及热影响区区域。
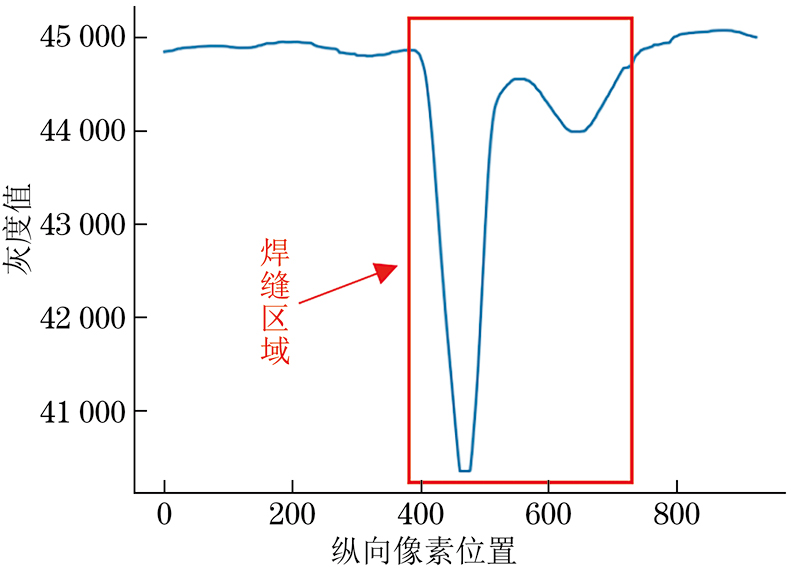
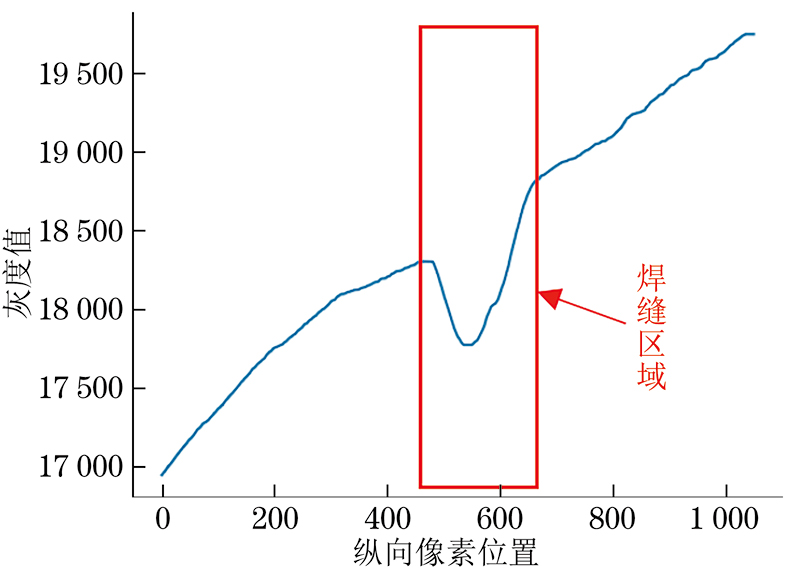
对于灰度不均匀的DR图像,采用上述方法无法准确提取焊缝区域及热影响区。通过绘制“纵向像素位置-横向像素平均灰度值”曲线(见图6)进行分析,可知其灰度值存在“升-降-升”现象,其中“降-升”区域即为焊缝区域。
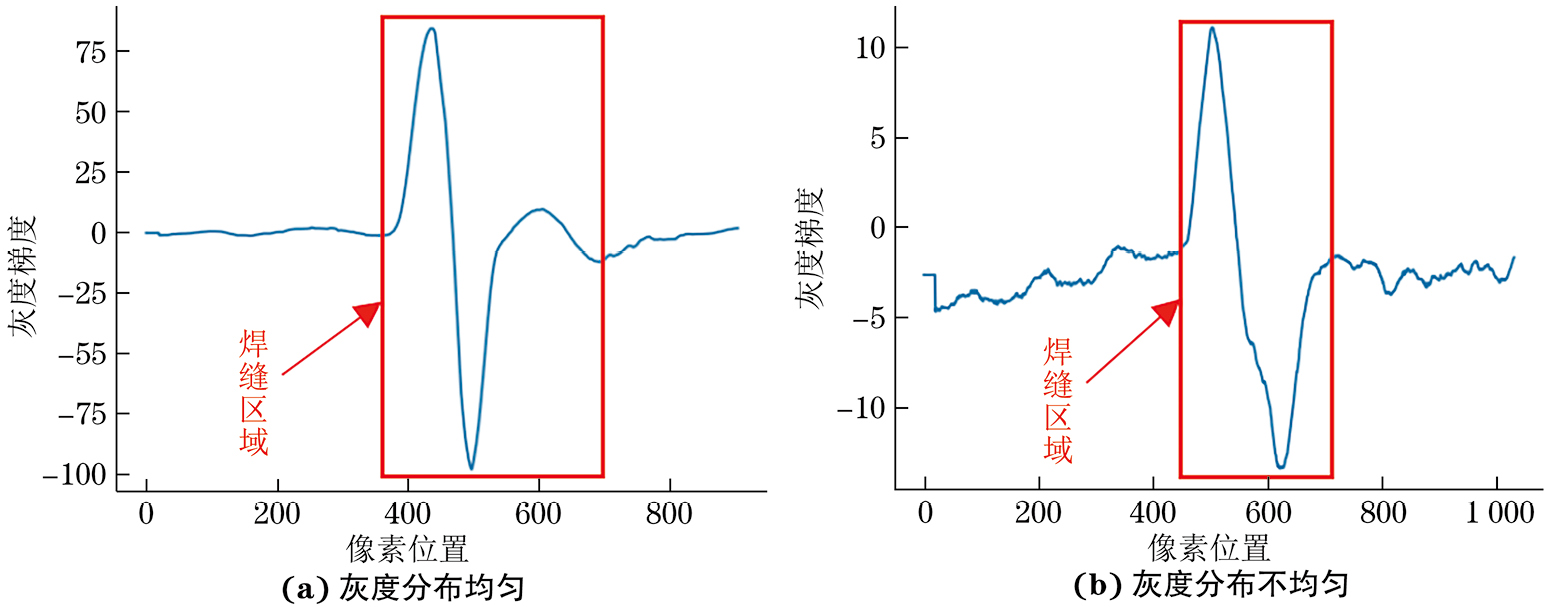
由图5,6可知,在焊缝区域,灰度值变化梯度较大。因此,对图5和图6进行梯度折算,折算结果如图7所示,可见两者曲线接近,“升-降-升”区域均为焊缝区域,提取该区域即可实现焊缝区域及热影响区的提取。
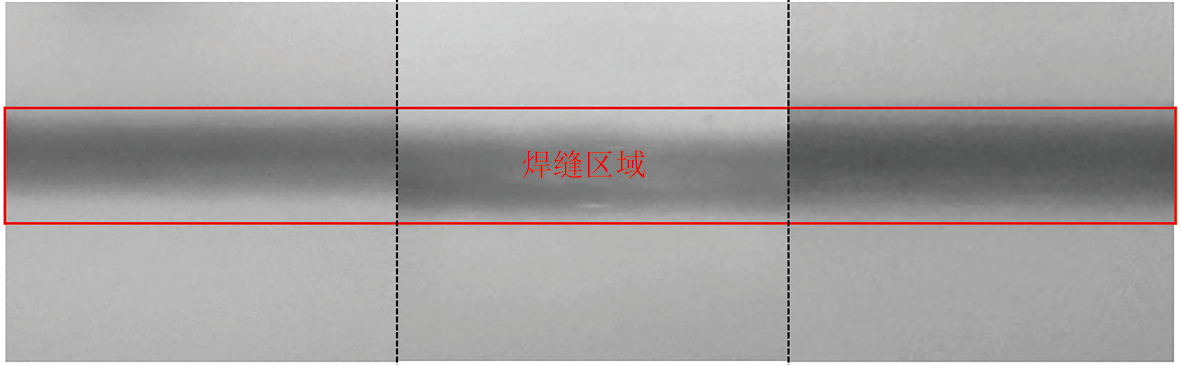
进行横向分割后,图像仍存在长宽比过大的问题,因此对横向分割后的图像进行纵向分割。为了均衡AI模型对图像长度和宽度方向的学习权重,以当前图像的宽度为分割距离,将图像分割为多个正方形图像,结果如图8所示。
采用同一探测器采集的焊接工艺相同的428张管道环焊缝图像进行训练[24],其中包含圆形缺陷2 016个,未熔合缺陷817个。探测器参数与数据集信息如表1所示。
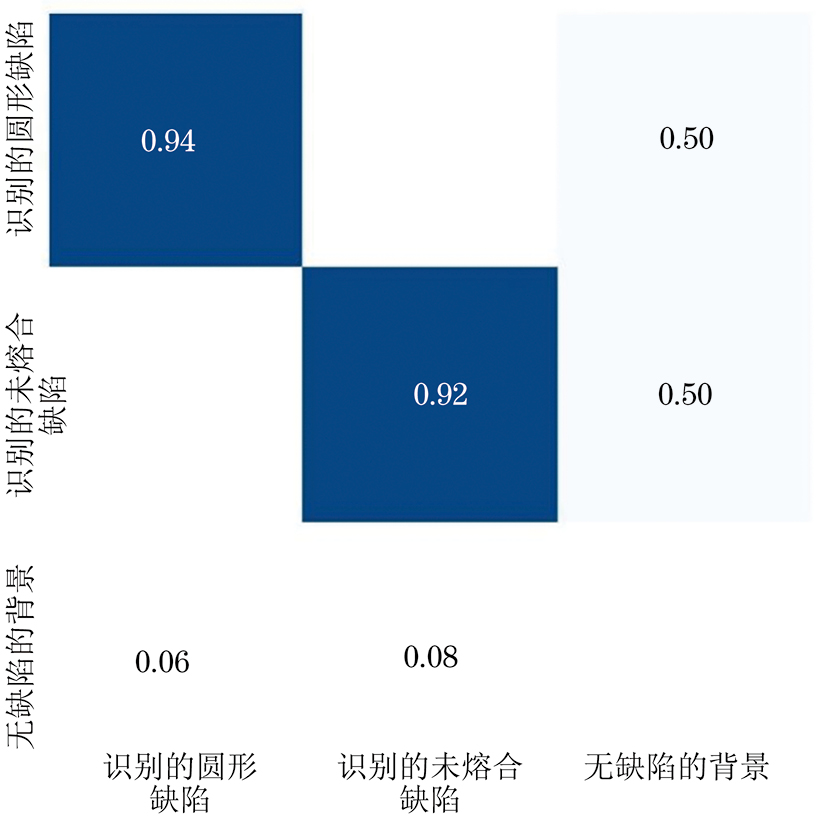
对图像进行预处理后,将图像输入到计算机中进行卷积计算。预先设置训练参数,如输入图像尺寸、样本数量(Batch size)、迭代次数(Epoch)、初始学习率、IOU阈值等,采用YOLO数据训练算法实现AI模型对缺陷特征的学习。调节训练参数,提高AI模型对缺陷的识别能力。当输入图像尺寸为1 024×1 024(无量纲)、Batch size为32、Epoch为600、初始学习率为0.001、IOU阈值为0.5时,得到圆形缺陷和未熔合缺陷的识别准确率矩阵如图9所示,可得,圆形缺陷的识别准确率为94%,未熔合缺陷的识别准确率为92%。
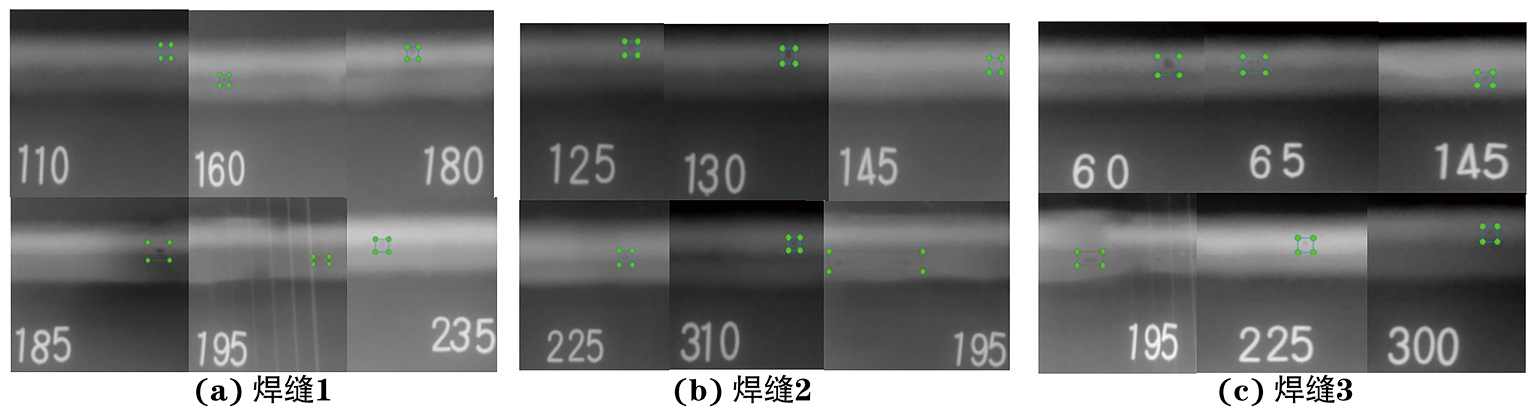
采用3条由上述探测器采集的工程现场焊接的管道环焊缝的DR检测图像来验证智能识别模型的识别效果,人工识别和AI识别结果对比如表2所示(表中评图时间不包括记录缺陷的时间)。
焊缝1~3中AI模型对缺陷的识别情况如图10所示。将AI模型对焊缝的自动识别结果与人工评图结果进行对比发现,识别准确率方面,人工和AI模型均能识别图像中的明显缺陷,且识别结果一致,但对于图像中尺寸较小的圆形缺陷,人工评判时一般不对其进行标注,原因是标准要求小于0.5 mm的圆形缺陷不予标记;识别效率方面,AI模型自动识别缺陷所需时间大约为10 s,人工的缺陷识别时间大约为40 s。综上所述,AI智能识别模型能够有效辅助工人进行圆形缺陷和未熔合缺陷的识别工作,提高DR图像缺陷评判的智能化水平。
(1)通过对管道环焊缝的DR检测图像进行预处理,运用YOLO算法实现了AI对圆形缺陷和未熔合缺陷的识别。
(2)AI模型对同一焊接工艺下同种探测器采集的DR图像中圆形缺陷的识别准确率达94%,未熔合缺陷的识别准确率达92%。
(3)将人工评判结果与AI识别效果进行对比,测试了AI对缺陷识别的准确性和识别效率。结果显示,AI模型能够有效辅助工人进行缺陷的识别工作。
文章来源——材料与测试网