图 1断口宏观形貌
2025-08-01 09:53:21
一般采用抗侧滚扭杆装置调节轨道车辆安全运行所需的抗侧滚刚度,以满足车辆运行所需的脱轨系数和柔性系数要求[1]。扭杆轴作为抗侧滚扭杆装置的主要受力部件,其性能在很大程度上决定了整个抗侧滚装置的安全性。某型抗侧滚扭杆轴材料为52CrMoV4钢,棒材两端镦粗,扭杆轴中间部分喷丸。扭杆轴的主要生产工艺流程为:原材料(钢厂)→来料检测→下料→端部镦粗→粗加工→标识→热处理→矫直→精加工→磁粉检测→喷丸→装配→油漆。在某型号52CrMoV4钢扭杆轴的热处理后矫直工序,该扭杆轴频繁发生断裂现象,同一热处理炉断裂多根扭杆轴,且断口相似。为查明断裂原因,笔者对断裂扭杆轴进行了一系列理化检验,并结合生产工艺过程对断裂原因进行分析,最后提出改进建议,以避免该类问题再次发生。
将扭杆轴断口切下,用超声波清洗后,对断口进行宏观观察。断口宏观形貌如图1所示。由图1可知:扭杆轴断裂位置为杆件未镦粗部位,断口未见明显的塑性变形,断面比较平坦,可良好吻合,断口粗糙呈颗粒状,可见细小的放射状条纹;放射状条纹的收敛位置为断裂源处,见图1b)椭圆形区域。
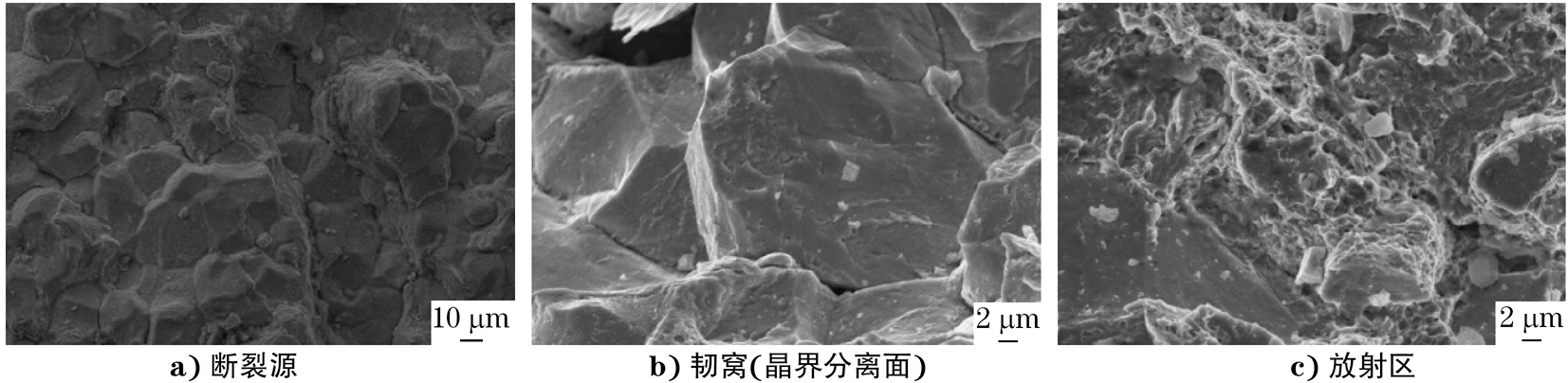
在断口处截取试样,将试样至于扫描电镜下观察,结果如图2所示。由图2可知:断裂源处呈沿晶断裂特征[见图2a)];晶粒较粗大,晶界分离面上有细小的韧窝[见图2b)];放射区域呈准解理断裂形貌[见图2c)],准结理为不连续的断裂过程,各隐藏裂纹连接处时常发生较大的塑性变形,形成所谓撕裂棱,或形成微孔聚合的韧窝,有时甚至形成韧窝带[2]。扭杆轴断裂性质为脆性断裂,断裂源位于轴的表面,缺口和缺陷常是断裂的起源处,有明显的放射状条纹,说明断裂过程是急速的。
扭杆轴材料(52CrMoV4钢)含Mn、Cr、Ni等合金元素,合金元素的主要作用是提高钢的淬透性和综合力学性能[3]。52CrMoV4钢有优良的淬透性,通过淬火加中温回火,可以获得均匀的回火屈氏体,以实现其良好的综合性能。在断裂扭杆轴表面和心部、断裂源处分别截取1块试样进行金相检验,另外在正常扭杆轴相应位置截取1块晶粒度试样进行对比。
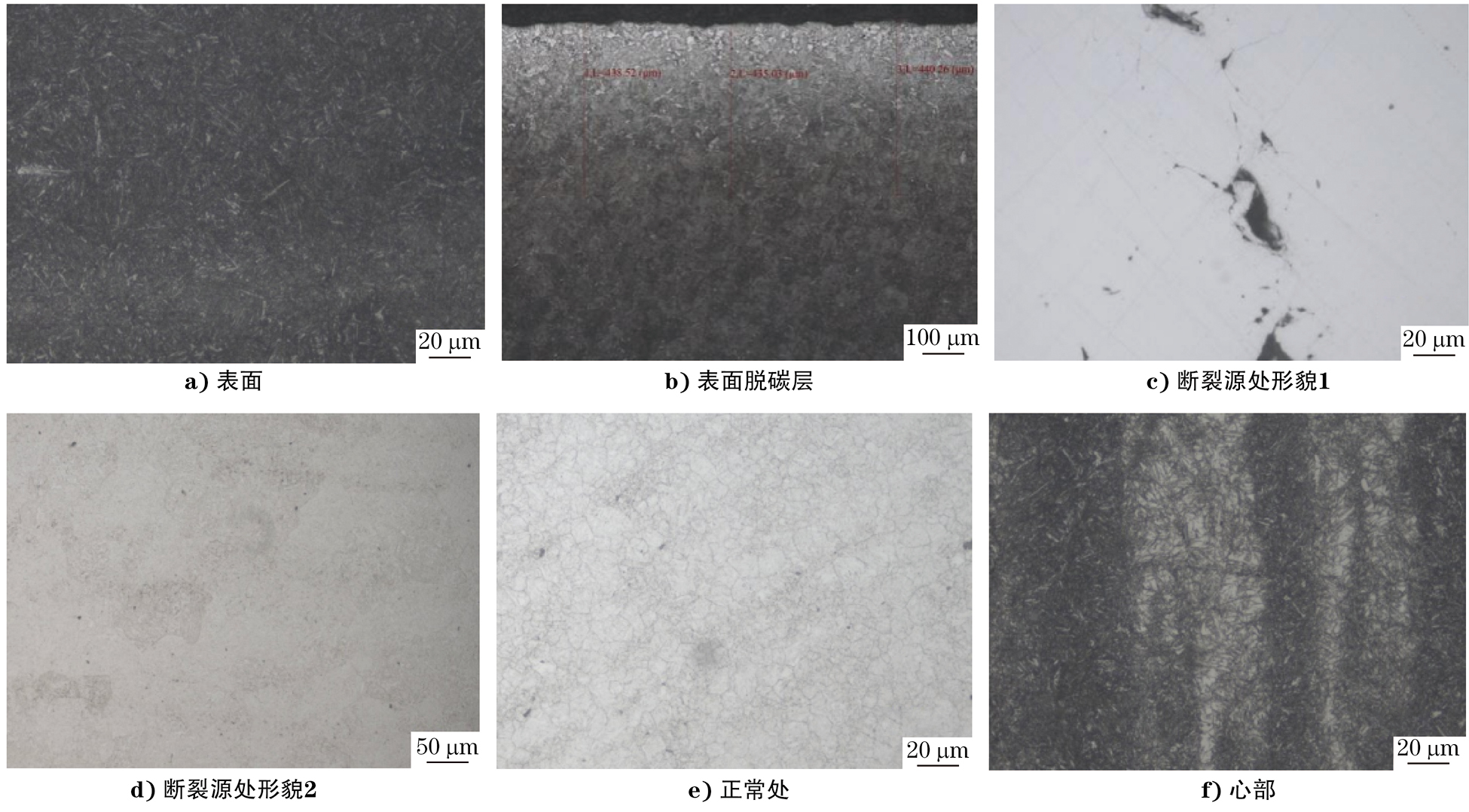
断裂扭杆轴的微观形貌如图3所示。由图3可知:断裂扭杆轴表面试样的显微组织为回火屈氏体和少量碳化物[见图3a)],为正常的调质组织,表面脱碳层深度为0.44 mm[见图3b)];断裂源处试样磨面上局部有晶界融化和融化孔洞[见图3c)],说明断裂扭杆轴断裂源处局部出现过烧;断裂源处试样晶粒度为5.0级[见图3d)],正常扭杆轴晶粒度为9.5级[见图3e)],一般情况下,晶粒尺寸越小,材料的强度和硬度越高,韧性越好[4-6];心部组织为回火屈氏体和少量马氏体[见图3f)],说明回火不够充分,马氏体未完全转变。
在断裂扭杆轴1/2半径处纵向截取1根拉伸试样和3根冲击试样,在扭杆轴横断面截取洛氏硬度测试试样,对试样进行力学性能测试,结果如表1所示。由表1可知:断裂扭杆轴的抗拉强度、洛氏硬度均高于技术要求,断裂扭杆轴的断后伸长率、冲击吸收能量均低于技术要求。
对断裂扭杆轴同批次材料进行化学成分、低倍组织、淬透性、非金属夹杂物分析,结果如表2~5所示。由表2~5可知:断裂扭杆轴同批次材料的化学成分、低倍组织、淬透性、非金属夹杂物等均符合材料技术要求。
扭杆轴断裂性质为脆性断裂,断口宏观形貌呈放射状(或人字纹),微观形貌呈解理(或准解理)状的脆性断口,其与材料本身、工艺过程引起的本质脆性有关,或由高温、低温等引起,因此对该类脆性断裂原因进行分析时,要从材料本身、工艺过程和使用条件等方面去分析诊断。
从材料本身来看,扭杆轴原材料的化学成分、非金属夹杂、淬透性、低倍组织均符合52CrMoV4钢的技术要求,说明扭杆轴原材料符合要求。
从工艺过程分析,扭杆轴断裂源位于轴的表面,微观形貌呈沿晶断裂特征。沿晶断裂的产生原因除环境介质作用外,还有3种情况:① 晶界沉淀相引起的沿晶断裂;② 杂质元素在晶界偏聚引起的沿晶断裂;③ 金属过热、过烧引起的沿晶断裂。断裂扭杆轴表面显微组织为回火屈氏体和少量碳化物,是正常的调质组织;断裂源处存在局部过烧,因为断裂源位于杆件未镦粗部位,而镦粗加热为局部加热,所以判定过烧是在热处理过程中产生的。产生过热、过烧的主要原因是淬火加热温度过高。在实际生产中,为达到节能增效的作用,采取了提高炉温的快速加热方式。断裂源处局部晶界融化和融化孔洞是过烧的表现,扭杆轴存在过烧,从而导致材料脆化,增大了脆性断裂的风险。
淬火时由于温度过高,温差增大,热应力相应增大,同时还增强了材料的淬透性,使组织应力相应提高,增加了总变形量[7]。由于回火时间不充分,心部组织有少量马氏体存在,硬度偏高导致组织存在内应力,故材料韧性降低。不良热处理导致材料产生脆性组织、淬火裂纹,淬火后消除应力不及时或不充分等都能引起脆性断裂[8]。回火时间的基本原则是保证工件烧透和组织转变充分,以及应力得到消除。钢的硬度随着回火时间的延长而下降。扭杆轴热处理时变形量增大导致矫直时所施加的力增大,同时回火不足使材料有内应力存在,材料韧性降低,最终导致矫直时扭杆轴发生脆性断裂。
(1)该批次扭杆轴生产时的热处理工艺不当。淬火时加热温度过高导致材料过热、过烧,材料脆化;回火时间不充分使组织未完全转变、应力未得到消除,导致材料的韧性降低;不规范的热处理工艺导致扭杆轴变形量增大,矫直时所施加力增大,从而导致扭杆轴断裂。
(2)建议制定合理的热处理工艺制度,并严格遵守,定期核查加热炉温度。首先,严格控制好淬火温度,生产中如果采用提高炉温的方法来缩短加热时间、提高生产效率或节约能源,应将温度控制在不使材料出现过热、过烧的范围内;其次,严格控制好回火时间,以保证工件烧透和组织转变充分,同时消除内应力。此外,还应提高热处理炉内温度的均匀性,注意保护工件表面,防止或减少表面脱碳。
文章来源——材料与测试网