图 1被检工件仿真模型
2025-08-21 11:23:54
分液罐斜锥体夹套管纵缝不锈钢对接接头结构复杂,无法采用射线检测从内壁和外壁进行检测[1]。其结构为斜锥体夹套管纵缝,曲率一直在变化,且曲率半径较小,常规A型脉冲反射法的检测难度大、结果不直观,且检测灵敏度不理想,容易给设备埋下安全隐患。
文章对尺寸(直径×壁厚,下同)为?232~348 mm×8 mm,材料为S30408的纵缝进行相控阵超声检测试验分析,首先通过仿真分析PAUT检测工艺,再通过缺陷响应进行工艺优化,最后使用优化后的检测工艺对模拟试件进行检测,以验证其可行性[2-4]。
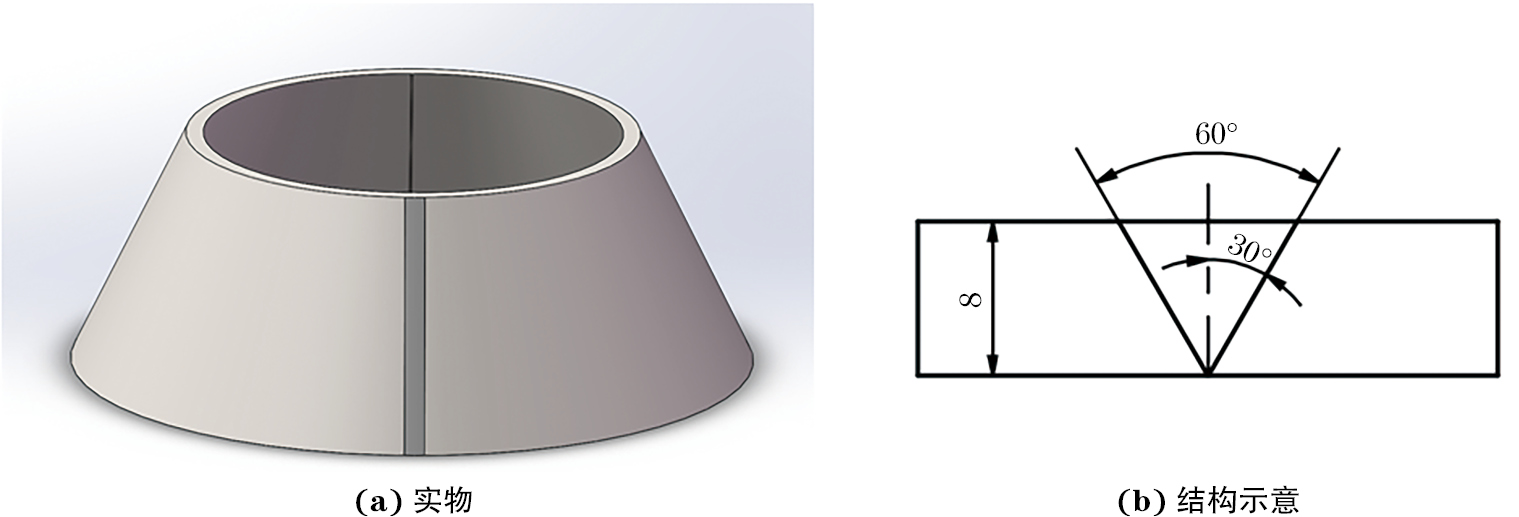
针对尺寸为?232~348×8 mm,材料为S30408的试件,检测时,需将焊缝余高打磨平整。根据焊缝坡口等工艺参数建立1∶1工件模型,如图1所示。通过仿真分析得到检测工艺参数,如表1所示。
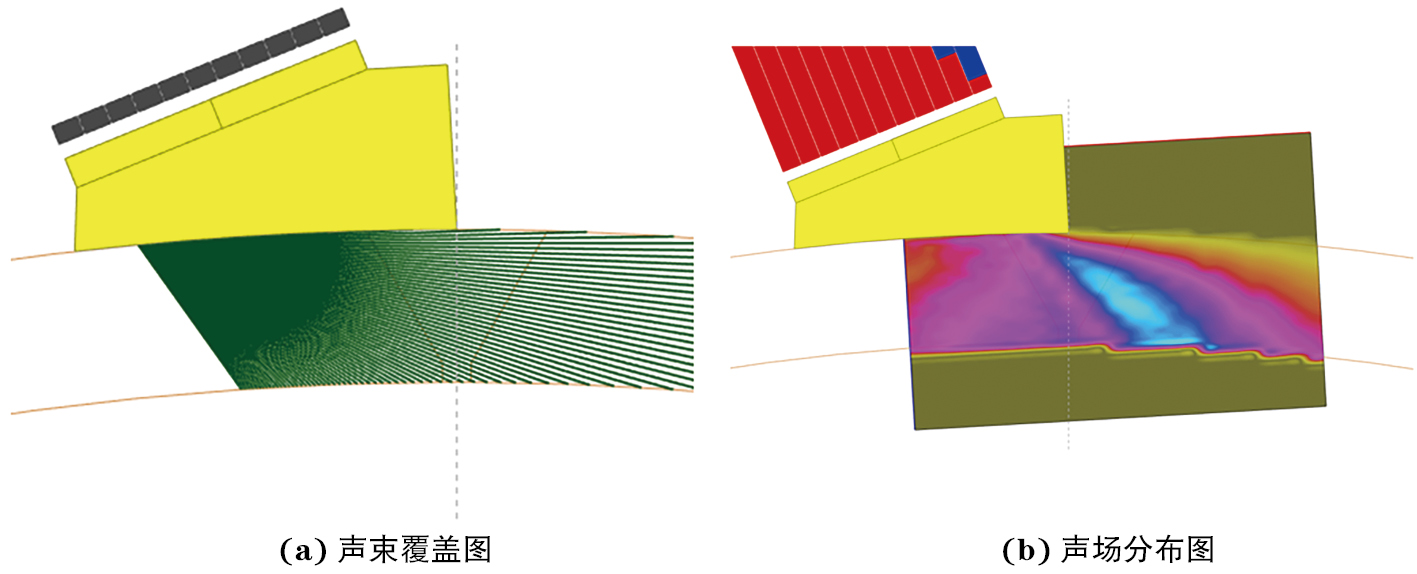
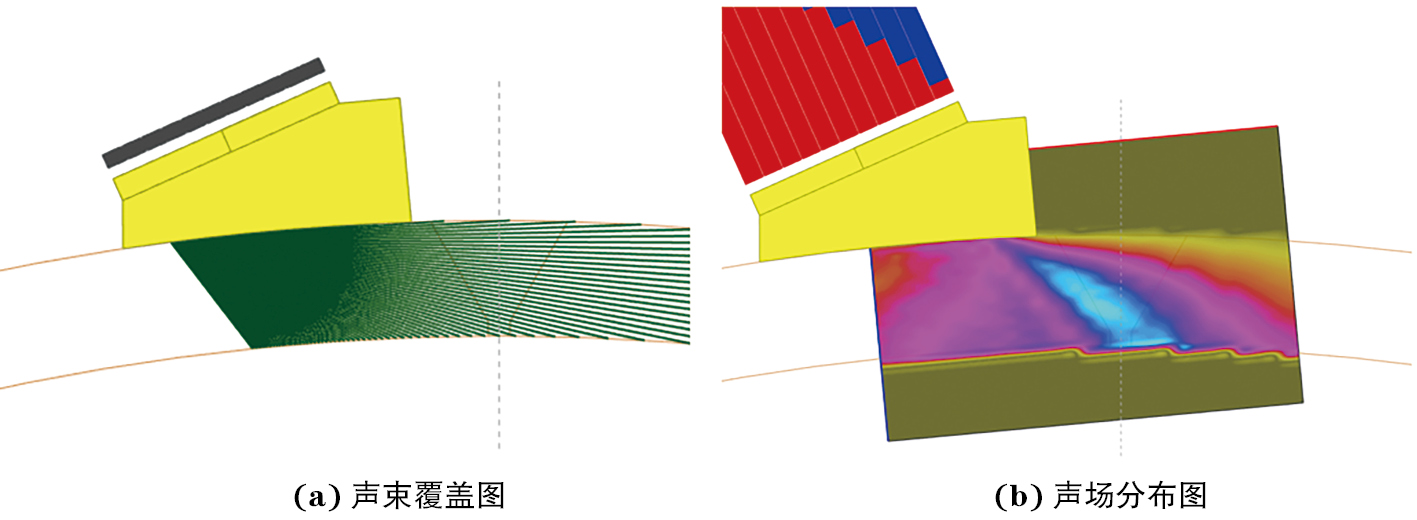
将表1中工艺参数加载至被检工件模型上,经仿真软件计算分析,得到该聚焦法则下的不同探头前端距的声束覆盖及声场在工件中的分布情况,如图2,3所示。
由图2和图3可知,声束能覆盖全部检测区域,在检测区域内声场能量强且分布较均匀,初步验证了该检测工艺的可行性,故将表1中参数作为初步制定的检测工艺,在对比试块和模拟试块上进行验证。
试验设备采用HS PA20-Fe型便携式多功能相控阵超声检测仪,探头选用DMA5-3×11×2-1.4×1.2型双晶面阵探头[5],楔块选用18.9°的有机玻璃楔块,选用拉线编码器。检测设备实物如图4所示。
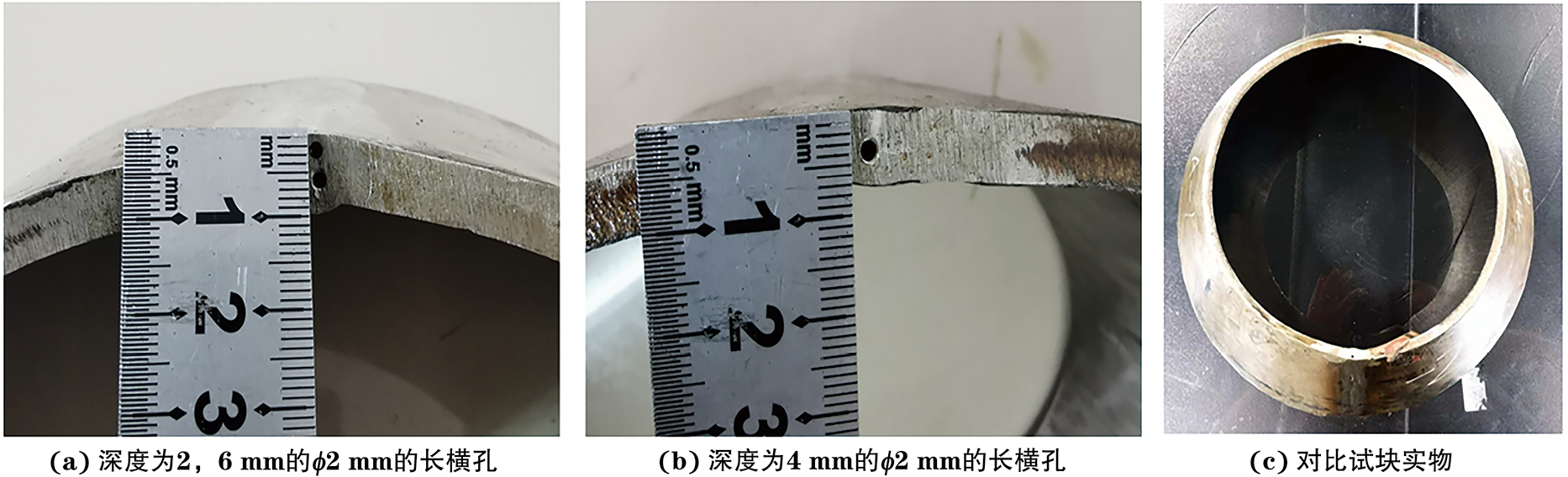
参照NB/T 47013.15—2021《承压设备无损检测 第15部分:相控阵超声检测》的相关技术要求设计了专用对比试块,分别在焊缝中心处,距上表面深度分别为2,4,6 mm的位置制作尺寸为?2×40 mm(直径×长度)的焊缝中心长横孔,制作好的专用对比试块缺陷示意及实物如图5所示。
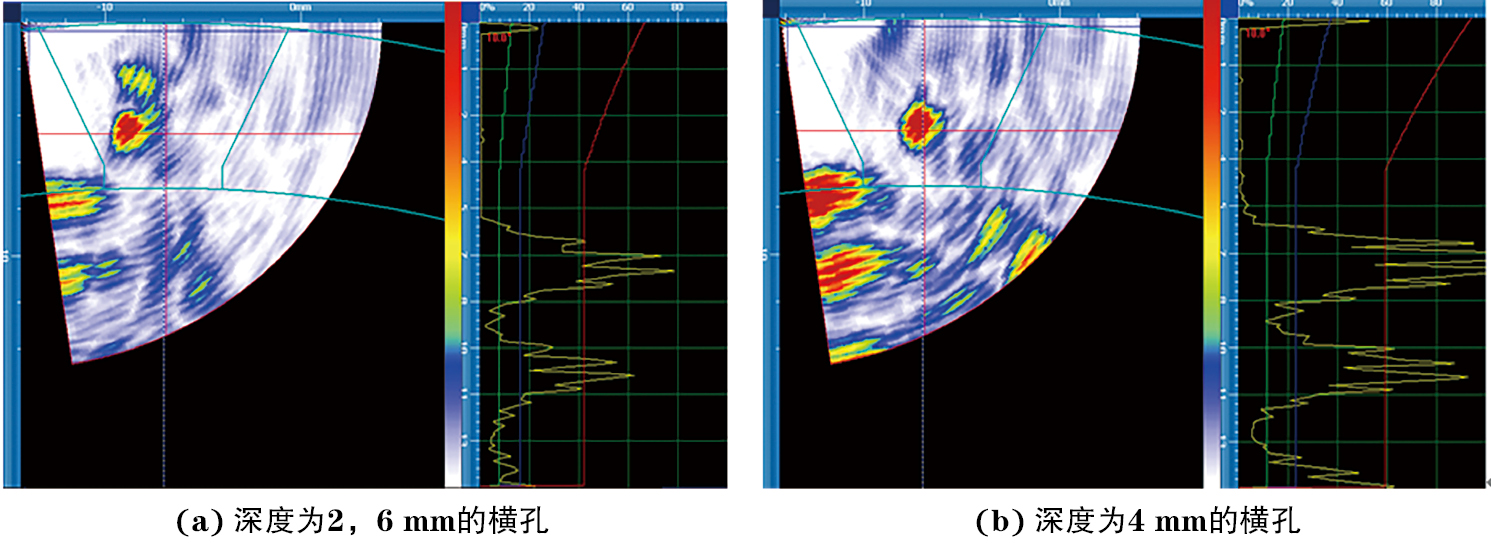
选用上述检测设备及器材,按照表1的检测工艺参数进行设置,然后在专用对比试块上进行灵敏度调校,结果如图6所示。
由图6可知,该检测工艺参数设置下的检测信号信噪比较高,检测效果良好,初步验证了工艺的可行性。然后,在模拟试块上进一步进行工艺验证及优化。
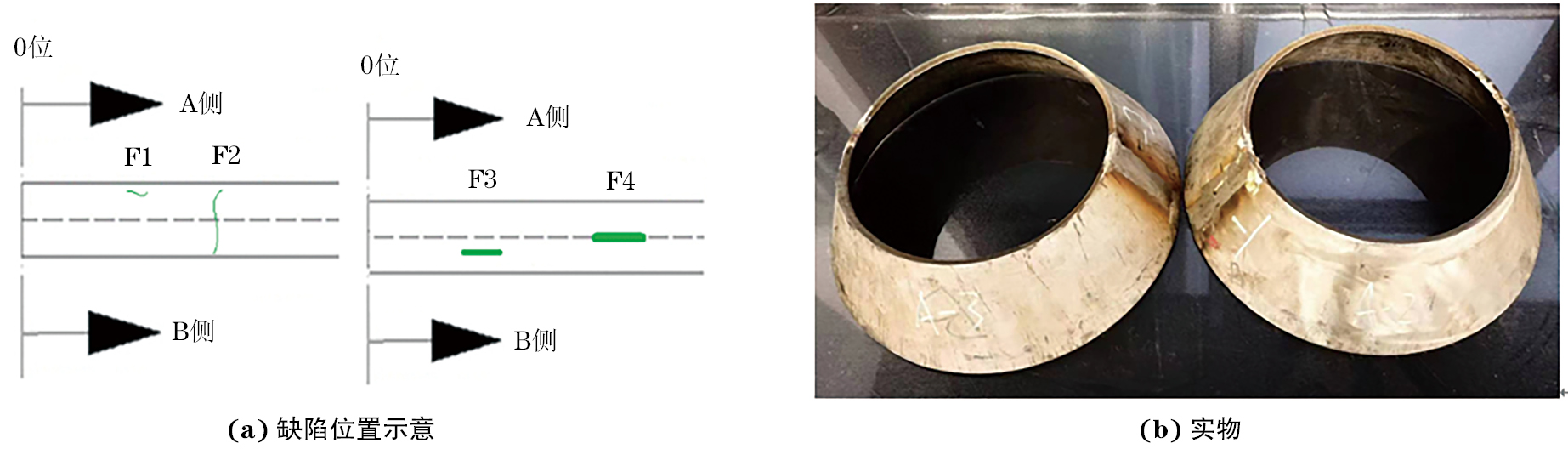
根据检测对象结构特点以及现场焊缝工艺,采用同种规格同种材料,以1∶1的比例进行模拟试块制作,缺陷参数如表2所示,专用模拟试块缺陷位置示意及实物如图7所示。
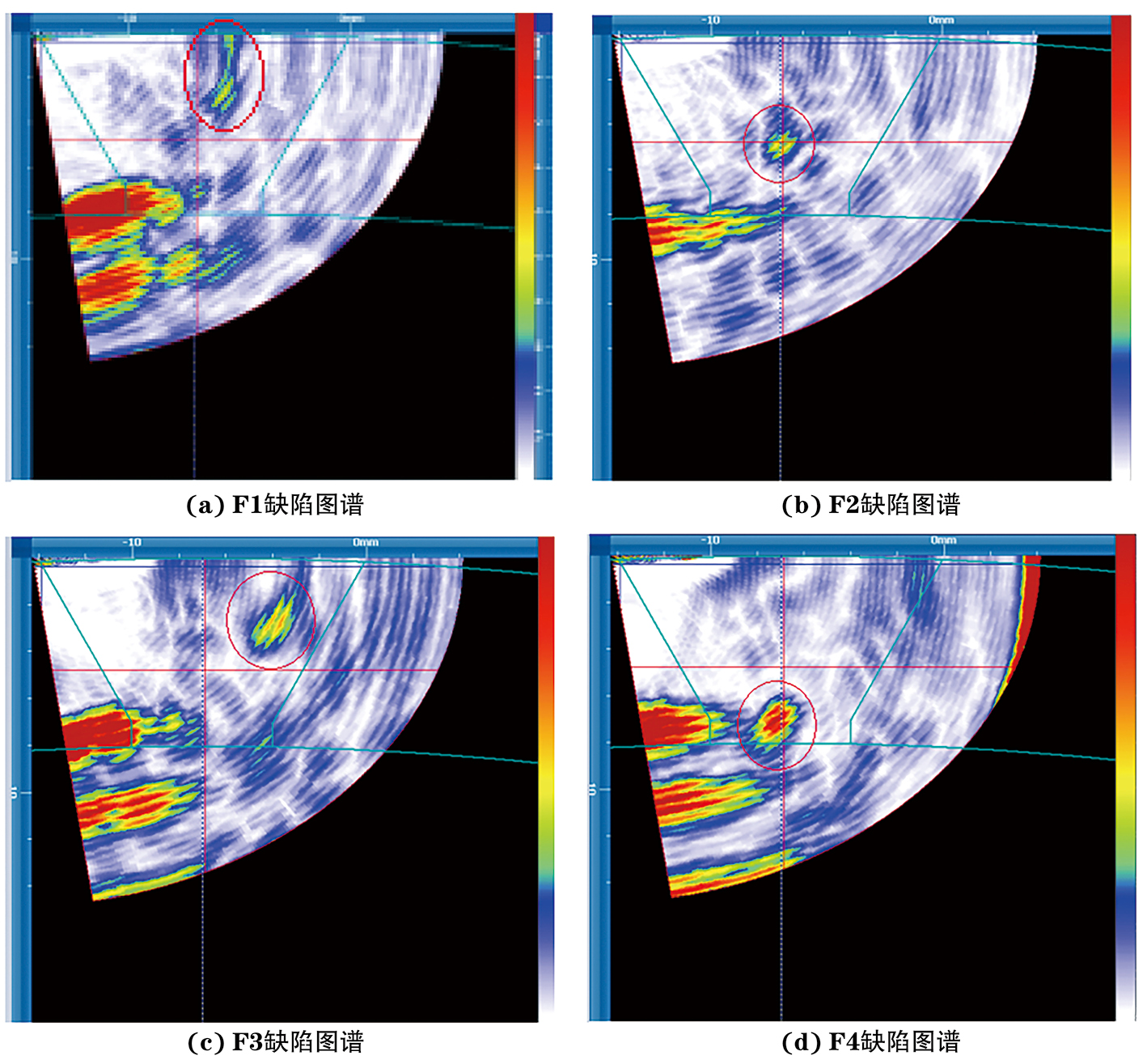
采用试验得到的相控阵超声检测工艺,在模拟试块上进行工艺验证,检测结果如表3所示(表中SL指定量线),缺陷图谱如图8所示。
由表3和图8可知,采用现有检测工艺,缺陷均能有效检出,且检测效果良好,长度误差在2 mm内,深度误差在1 mm内,进一步验证了相控阵超声检测的可行性。
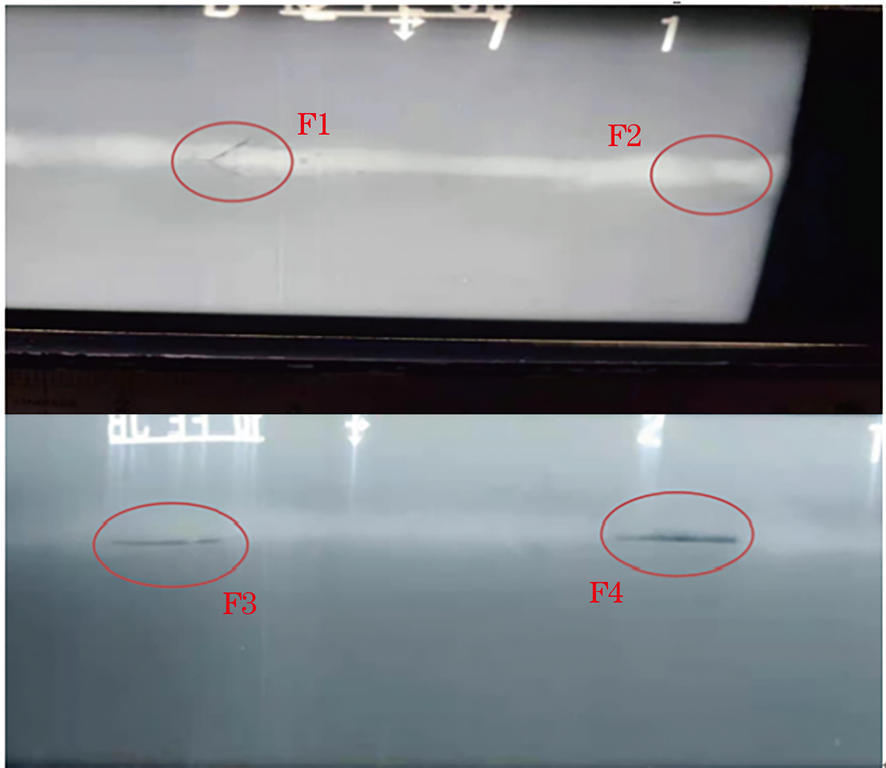
该模拟试块内部未加夹套管,故可采用射线检测对该试块进行检测,检测结果如图9所示。
由图9可知,射线底片的缺陷显示与预制的缺陷类型、尺寸基本一致,检测效果良好,进一步验证了相控阵超声检测技术的准确性和可行性。
(1)相控阵超声检测技术可检测出分液罐斜锥体夹套管纵缝不锈钢对接接头模拟试块中的预制缺陷,信噪比较高,效果良好,检测长度误差小于2 mm,深度误差小于1 mm。
(2)将模拟试块的相控阵超声检测结果与射线检测结果进行比对,发现相控阵超声检测缺陷检出率不低于射线检测的,但实际检测中夹套管的存在使得射线检测无法实施,而相控阵超声检测技术有可行性,且检测结果直观可记录。
文章来源——材料与测试网