图 13类卷取擦伤缺陷的宏观形貌
2025-04-27 13:04:47
根据用途和规格的不同,目前冷轧商品材料可分为酸洗、普冷、轧硬卷、热镀锌、热镀锌铁合金、热镀锌铝镁等。在生产过程中,每一类产品中都会出现特殊的缺陷,如酸洗产品会出现铁皮灰压入、红铁皮等缺陷[1-2],普冷产品会出现麻点缺陷,热镀锌产品会出现锌灰和锌渣缺陷[3-5],但也有产品共同存在的缺陷,如表面擦划伤。根据2022年湛江钢铁生产钢材的统计数据可知,表面擦划伤缺陷数量是冷轧排名第1的,占所有缺陷总量的18%,擦划伤缺陷中的面挫伤(卷取擦伤)主要发生在酸洗产品中,占比约为48.41%。
卷取擦伤在热卷产品、普冷产品和锌铁合金板中也有发生,热卷和酸洗产品中的卷取擦伤缺陷可根据宏观形貌辨别,但锌铁合金板和普冷产品中的该缺陷较难区分,往往需要借助微观分析的手段来实现工序分离。此外,由于卷取、开卷和运输过程中也会产生该缺陷,仅凭借表面形貌来判定的误差较大。笔者采用一系列理化检验方法对热卷表面、酸洗板表面、锌铁合金表面出现的卷取擦伤缺陷进行分析,阐明了该缺陷在不同工序间的表现形式,实现了工序分离,研究结果有利于为现场生产提供指导。
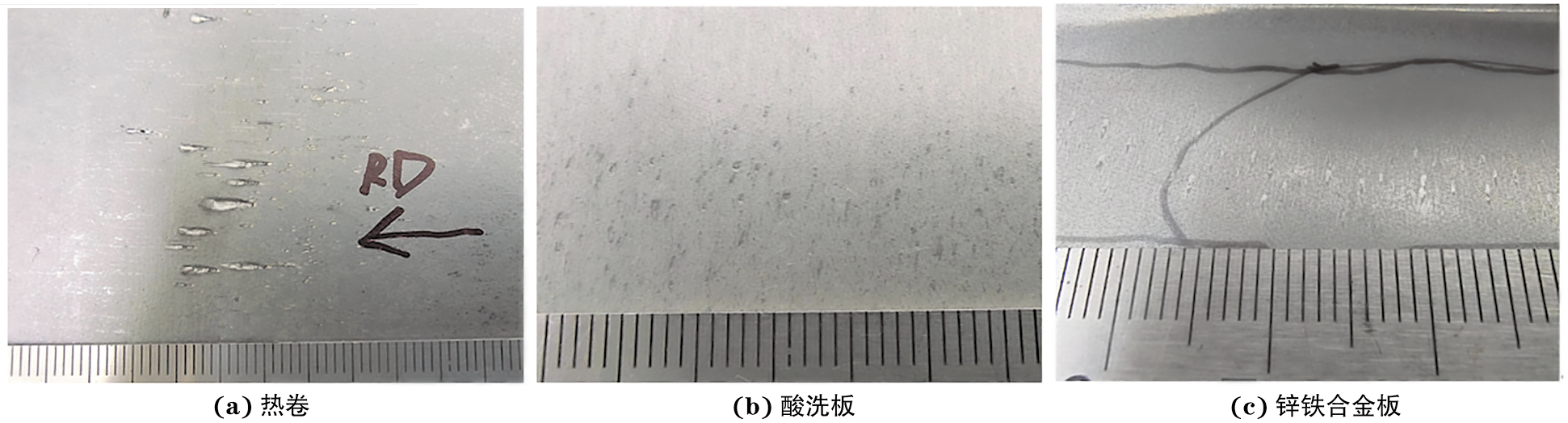
3类卷取擦伤缺陷的宏观形貌如图1所示。由图1可知:热卷上的卷取擦伤缺陷沿带钢表面横向分布,边部居多,该类缺陷由多条点状划伤组成,每个点划伤沿轧制方向被拉长,中间形成凹坑,两边存在金属堆积,在点划伤的尾部存在较多的金属堆积;酸洗板上的卷取擦伤缺陷沿带钢宽度方向分布,由多个点划伤组成,每个点划伤程度较热卷上的轻,但密集程度更重;锌铁合金板上的卷取擦伤缺陷沿横向分布,沿纵向存在多条点划伤,点划伤头部发暗,尾部发亮。
3类缺陷样板的化学成分分析结果如表1所示,其中热卷及酸洗板的材料为低碳软钢,锌铁合金板的材料为超低碳钢。
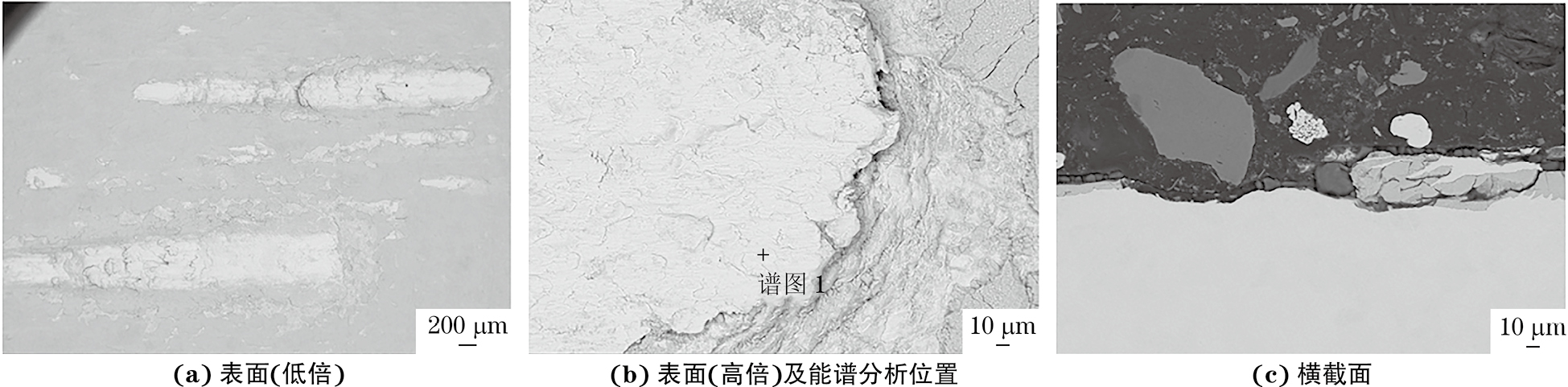
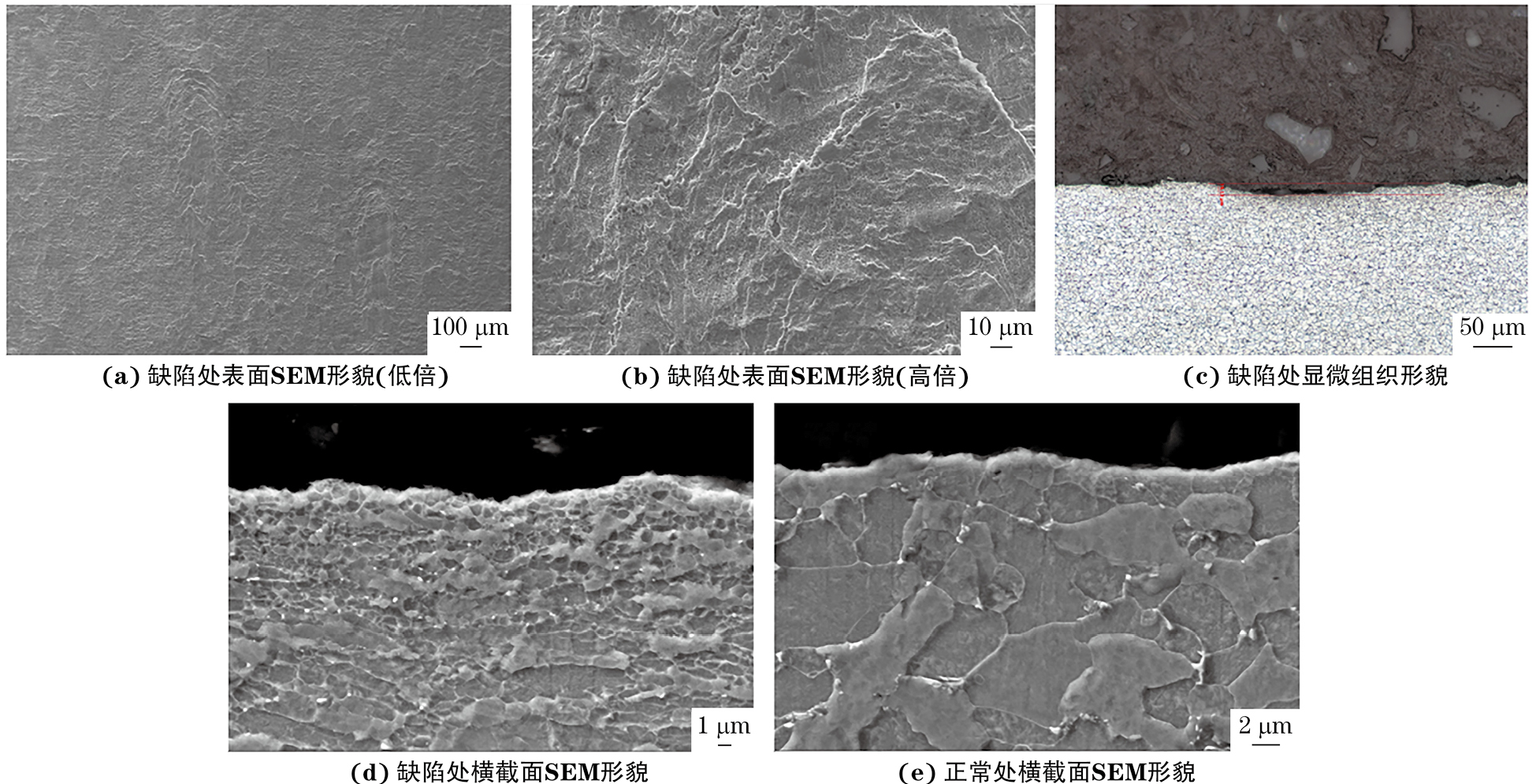
热卷上卷取擦伤缺陷的扫描电镜(SEM)形貌如图2所示。由图2可知:缺陷表面由多个点划伤组成,每个点划伤处呈发白特征,正常位置为灰色,点划伤上有明显的金属堆积,上方氧化铁皮被破坏,而边缘的氧化铁皮呈块状,呈典型的热卷氧化铁皮形貌;观察缺陷处横截面,发现缺陷处呈凹坑状,尾部有块状的金属堆积,凹坑内部无氧化铁,块状金属堆积与基体界面处存在较严重的氧化铁皮,块状金属上方仅部分位置存在少量的氧化铁皮,这与表面看到的微观形貌吻合。
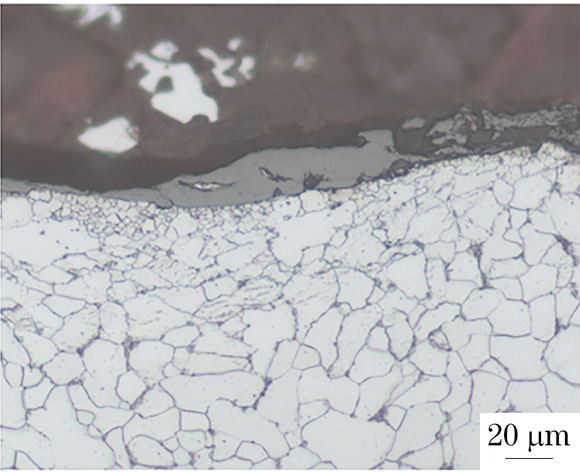
缺陷处的显微组织形貌如图3所示。由图3可知:基体组织为铁素体+少量的珠光体,基本呈等轴状,从基体表层到心部存在3种组织结构,表层为细小的晶粒,观察面细晶深度约为20 µm,下方为轻微变形的晶粒,变形晶粒深度约为50 µm ,最下方为等轴状晶粒。
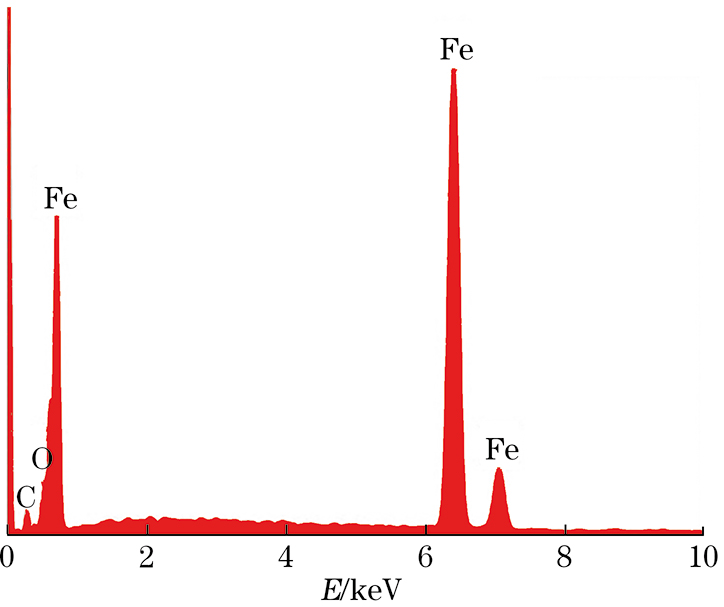
对缺陷处进行能谱分析,分析位置如图2(b)所示,分析结果如图4所示。由图4可知:缺陷处主要成分为Fe元素,仅含有少量的O元素。
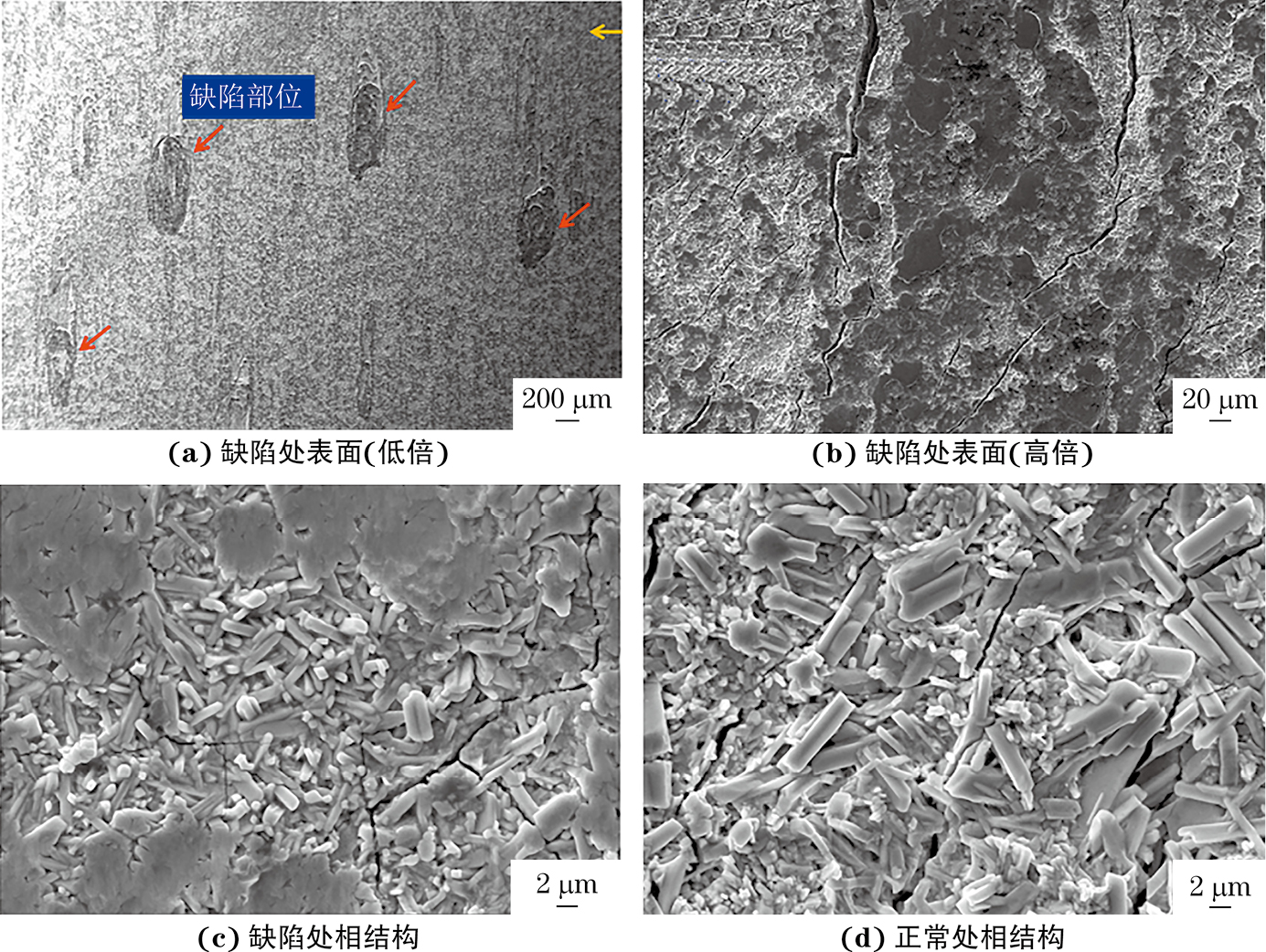
酸洗板上卷取擦伤缺陷处和正常处的微观形貌如图5所示。由图5可知:缺陷处表面基本无氧化铁皮残留,点划伤尾部呈沟壑状,点划伤内部可见明显的酸洗形貌,表面有轻微凸起,由此可以判断该缺陷为酸洗前的擦伤;观察缺陷处横截面,发现缺陷深度约为15 µm,仅发现一个凹坑,未发现氧化铁,由于带钢经过酸洗处理,表面的氧化铁皮或金属堆积脱落,形成凹坑形貌,表层晶粒存在轻微的变形,缺陷处晶粒存在明显的拉长,靠近表层有一层细小晶粒,而正常处的表层未见细小晶粒,由此可以判断该缺陷也为热卷的卷取擦伤,而非酸洗开卷形成。
锌铁合金板上卷取擦伤缺陷处和正常处的SEM形貌如图6所示。由图6可知:点划伤处平整程度更严重,存在大面积的平整印,这导致材料对光线的反射能力增强,对应形成表面发亮的形貌;缺陷处与正常处的相结构均为粒状δ相+棒状ζ相,缺陷处棒状ζ相的尺寸较小,相结构未能很好地长大。
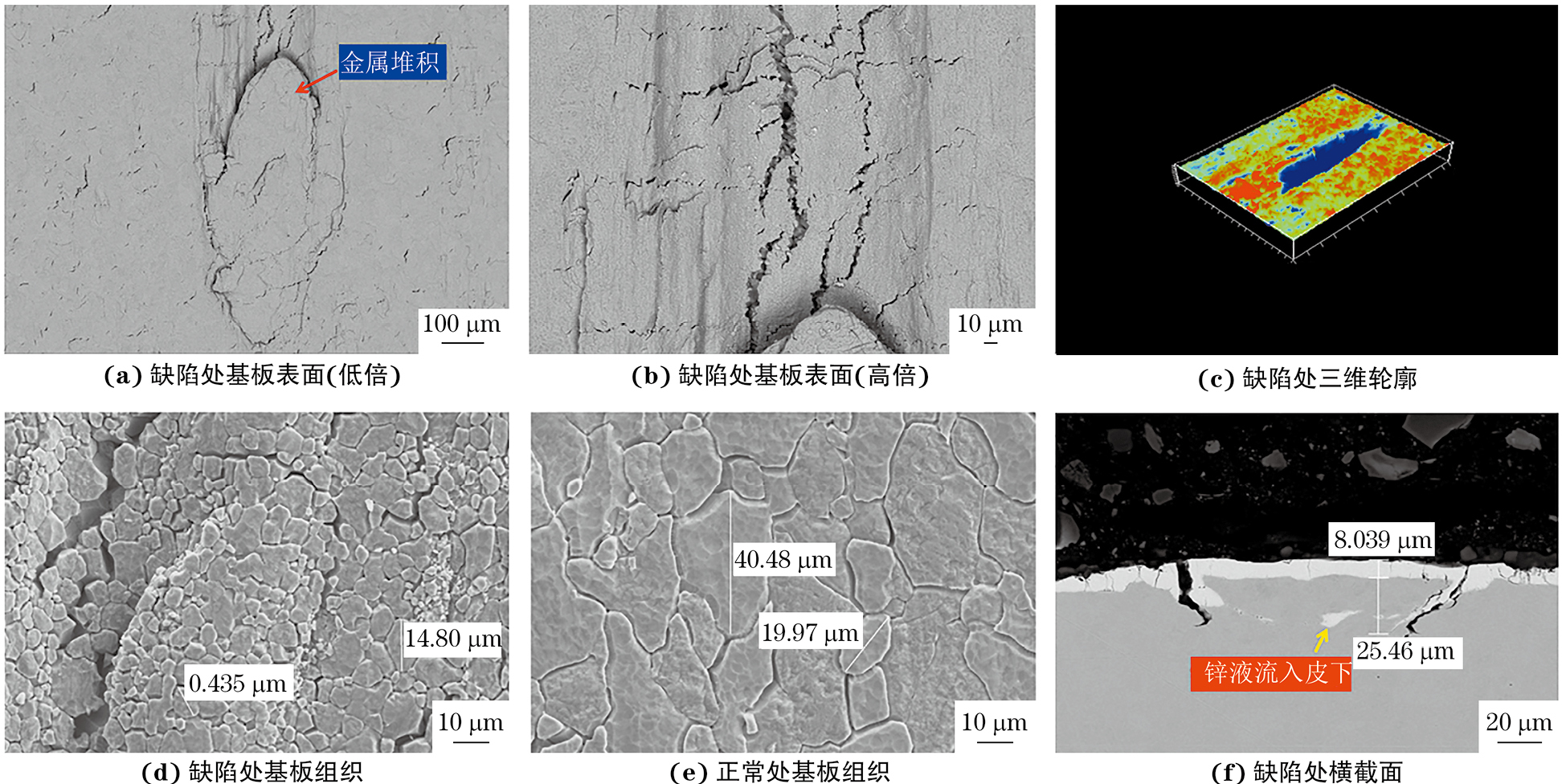
使用17%(体积分数)的盐酸水溶液溶解掉锌层,暴露出基板,基板的SEM形貌及三维轮廓分析结果如图7所示。由图7可知:点划伤处头部存在明显的凹坑,尾部存在块状的金属堆积,金属堆积处对应镀层表面平整印较多的位置;凹坑的最大深度达到37 µm;点划伤处的晶粒呈细小等轴状,晶粒尺寸约为5~20 µm,而正常处的晶粒尺寸呈粗大等轴状,晶粒尺寸为20~40 µm;缺陷处存在倒八字形的块状结疤,表层与基板脱离,内部与基板还有一定的连接,结疤与基板的界面处存在锌层,根据表面形貌和晶粒特征可以判断该缺陷为热卷的卷取擦伤。
由上述的分析可知,热卷上卷取擦伤缺陷的表现形式为横向分布的多个点划伤,表面氧化铁皮被破坏,部分位置存在金属堆积,缺陷处组织存在微量的回复与再结晶形貌,该组织在热态下才能形成,热卷的卷取温度高于600 ℃,且卷取后有一定的升温,使得点划伤处有发生再结晶的条件,组织从刚划伤时的变形态转变为再结晶态,由此可以判断该缺陷为热卷卷取时形成的擦伤,而产生缺陷的材料卷取温度为660 ℃,过高的卷取温度可能不利于热卷卷紧,导致带钢松动,发生擦伤。
酸洗板上发现的卷取擦伤缺陷与热卷表面的卷取擦伤缺陷形貌基本一致,但酸洗板上未发现明显的氧化铁皮残留,因为带钢经过酸洗,大部分氧化铁皮均已被洗掉,而金属堆积处界面存在氧化铁,酸液溶解氧化铁后导致堆积的金属与基板脱离,根据表面形貌,结合晶粒特征,可以判断该缺陷的形成原因与热卷卷取擦伤缺陷一致。
锌铁合金板上的卷取擦伤缺陷表现形式与热卷、酸洗板上的相似,均呈横向、点状分布,利用该形貌特征可以很容易辨别出该缺陷,但经过不同的工序,缺陷的微观形貌有些许变化,锌铁合金板经过轧制、退火、镀锌和合金化处理,表层的晶粒回复更充分,基本看不到变形的晶粒;镀层表面较平,因为带钢经过平整,而点划伤处厚度局部偏厚,导致平整时压入量更大,平整痕迹更明显;由于镀层偏厚,镀层表面的合金化程度不同,导致点划伤处的合金化较正常处轻,相颗粒尺寸更小。
卷取擦伤缺陷产生的阶段较多,热卷的卷取、酸洗的卷取、轧硬卷的卷取等工序都会产生卷取擦伤缺陷,每一个环节产生的缺陷特征都会有差异,但若要准确地进行工序分离,判断缺陷具体产生的位置,需要用微观分析的方式来判断,借助扫描电镜、光学显微镜等工具,由缺陷表面金属堆积的特征及氧化铁残留的痕迹,结合显微组织的分析,来确定缺陷具体产生的位置。笔者分析的卷取擦伤缺陷均为热卷卷取过程产生,在热卷、酸洗板、锌铁合金板上均发现细小的再结晶晶粒,由此来作为特征依据,结合表面形貌,最终判断出缺陷的产生机制,以实现工序分离和生产指导。
带钢表面的卷取擦伤缺陷是由钢卷的塔形、运输方式、卷取温度等因素的共同作用所致。当钢卷存在明显的塔形,尤其是钢卷内外圈端部突起高度超过30 mm时,易发生卷取擦伤,存在明显塔形时,操作人员干预自动卸卷过程,实施卷筒对内圈的倒松作业,导致材料形成擦伤缺陷;热轧卷的头尾部松卷、卷筒打滑、助卷辊压尾位置偏差、捆带脱落等因素易造成材料产生卷取擦伤缺陷;热轧的卷取温度越高,卷取擦伤的程度越严重,头部缺陷长度越长。
通过对热卷、酸洗板、锌铁合金板上的卷取擦伤缺陷进行分析,确定了该缺陷在热轧和冷轧全工序过程中的表现,3种缺陷的宏观形貌相近,但微观形貌不同,可以根据晶粒特征来判定缺陷的来源,当晶粒存在再结晶时,缺陷为热态下产生,当晶粒变形时,缺陷为冷态下产生。
文章来源——材料与测试网