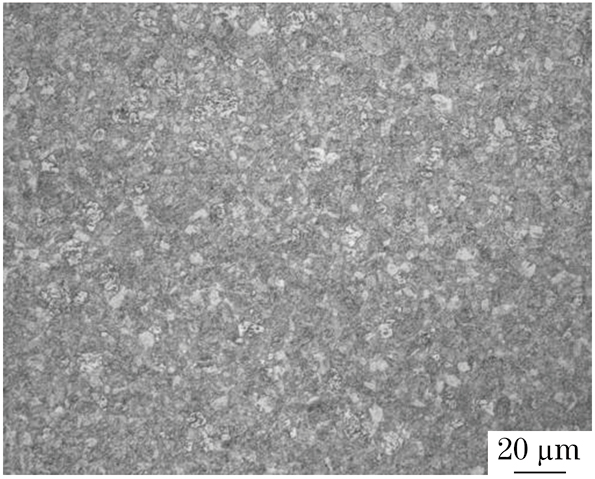
图 1SCR1000马氏体钢的显微组织
Figure 1.Microstructure of SCR1000martensitic steel
2025-09-17 10:47:53
在“双碳”背景下,轻量化是汽车工业发展的目标,尤其是在运输专用车领域,车体轻量化尤为重要。采用超高强度钢制造车体的结构件和安全件,可在保证安全的前提下,实现汽车的轻量化[1-2]。车厢最常用材料为Q235B和Q345C低合金高强钢,但是,这类传统材料存在抗疲劳性、抗冲击性差等问题[3-4]。马氏体钢具有高强度、高韧性和高耐磨性等优点,是制造成形性能要求不高车厢的理想材料,抗拉强度780MPa以上的冷轧马氏体钢在改装车厢制造方面逐渐得到关注[5-8]。
目前,国内外学者对冷轧马氏体钢焊接进行了大量研究[9]。贺地求等[10]研究了电阻点焊焊接参数对MS1300和DP980高强马氏体钢失效模式的影响,在避免界面断裂和飞溅的情况下,获取了最佳电阻点焊工艺参数。在激光焊接领域,李敏等[11]研究发现,增加激光焊接速度可以降低1700MS高强马氏体钢热影响区的软化宽度,从而提升焊接强度。目前,研究多集中于马氏体钢电阻点焊和激光焊接相关领域[12],对于改装车厢制造中使用最多的熔化极气体保护焊工艺和接头性能的报道较少。由于常规熔化极气体保护焊存在焊接飞溅大等缺陷,奥地利福尼斯公司开发了冷金属过渡(CMT)焊接工艺,通过焊丝高速机械式回抽运动实现熔滴稳定向熔池过渡,可大幅度降低焊接热输入,适合高强钢等材料的焊接。但是,目前针对马氏体钢冷金属过渡焊接的报道较少[13-16]。
作者对1000MPa级冷轧SCR1000马氏体钢进行冷金属过渡搭接焊,研究了焊接接头的物相组成、显微组织、力学性能和疲劳性能,以期为冷轧马氏体钢冷金属过渡焊接工艺应用提供一定的理论基础和试验依据。
试验用母材为厚1.2mm的1000MPa级冷轧SCR1000马氏体钢板,显微组织见图1,由马氏体和少量铁素体组成;焊接材料为直径1.2mm的ER70S-6焊丝。母材与焊丝的主要化学成分及拉伸性能见表1。焊接前,使用丙酮清洗待焊试样表面油渍和灰尘;采用Fronius CMT 5000 advanced型数字化焊机及ABB机器人进行冷金属过渡焊接,焊枪工作角度为80°,使用夹具固定待焊试样,搭接长度为16mm,装配间隙为0,送丝速度为3m·min−1,焊接速度为8mm·s−1。
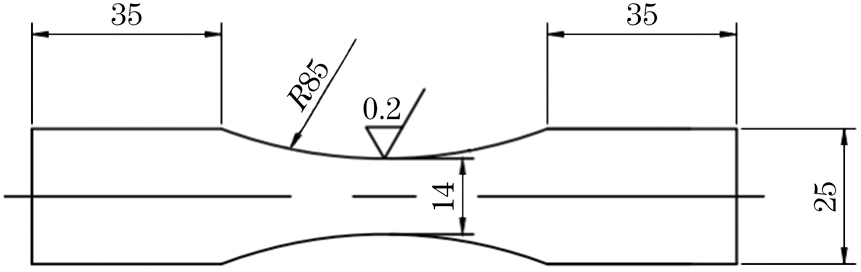
焊接完成后,采用线切割在焊接接头上切取金相试样,经镶嵌、研磨、抛光后用体积分数4%硝酸乙醇溶液腐蚀,采用Leica DMI5000M型光学显微镜观察显微组织。采用MAXima-7000型X射线衍射仪(XRD)进行物相分析,铜靶,Kα射线,加速电压为40kV,电流为40mA,扫描范围为20º~100º,扫描速率为8 (º)·min−1。采用Leica HXD-1000TM型显微硬度测试仪测试显微硬度,测试位置为焊缝、热影响区及母材,测点间距为400μm,载荷为1.96N,保载时间为15s。在焊接接头上垂直焊接方向截取尺寸为210mm×30mm×1.2mm的拉伸剪切试样,采用Zwick-Z50型万能试验机测试拉伸剪切性能,拉伸速度为5mm·min−1,试验后采用S3400N型扫描电镜(SEM)观察拉伸剪切断口形貌。在焊接接头上垂直于焊缝制取尺寸如图2所示的疲劳试样,磨削并抛光至表面粗糙度在0.32μm以下,根据GB/T 26077—2010《疲劳试验轴向应变控制方法》,采用Zwick 150kN型高频疲劳试验机进行疲劳试验,应变比为0.1,三角波波形,频率为15Hz,载荷梯度为8000,6000,4000,2000,1000N,疲劳循环次数达到2000000周次试样不断裂结束试验。采用SEM观察疲劳断口形貌。
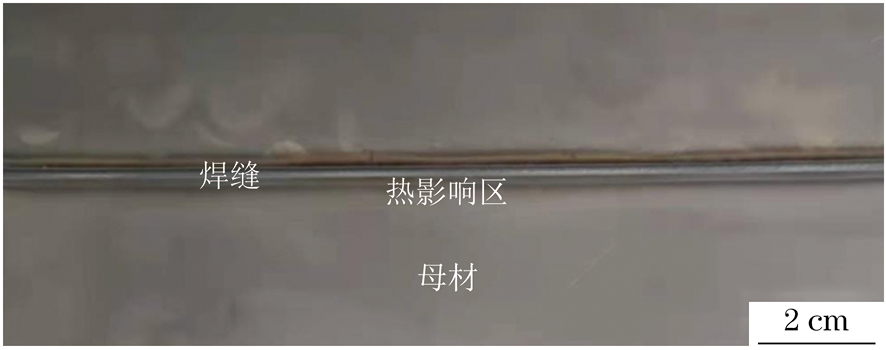
由图3可见:焊接接头焊缝正面成形良好,背面未烧穿,焊缝均匀光滑,无气孔、咬边、飞溅等缺陷,说明焊接质量较好。
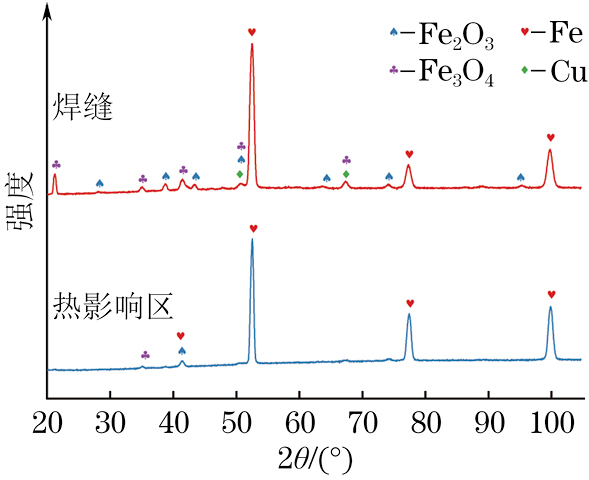
由图4可见:焊接接头焊缝和热影响区表面均以铁、Fe2O3、Fe3O4相为主,且焊缝中的氧化物衍射峰强度更高,说明其氧化层更厚。在焊接过程中,电弧离开区域焊接熔池凝固形成焊道,焊道表面铁元素与空气中的氧元素在高温下形成铁的氧化物;热影响区则因喷嘴气体保护作用较弱而暴露在空气中,在高温下也形成了铁的氧化物。焊缝温度更高,所以氧化物含量也更多。另外,焊缝还含有少量铜,这是由于为提高导电性一般会在焊丝外侧镀一层铜,而铜的密度较小,漂浮在熔池表面,凝固后残留在焊缝表面。
由图5可见:接头焊缝组织为针状铁素体。热影响区粗晶区组织为粗大马氏体,这是由于在焊接热循环中该区域具有高温且高温停留时间长的特点,奥氏体组织得以长大;细晶区组织为细小马氏体,这是由于该区域高温停留时间较短,奥氏体在较快的冷却速率下大部分转变为晶粒尺寸较小的马氏体组织;不完全相变区组织以马氏体和尺寸较小的铁素体为主,这是由于焊接时该区域温度介于珠光体向奥氏体转变开始温度至铁素体向奥氏体转变终了温度之间,马氏体转变为奥氏体和部分铁素体,冷却后形成马氏体与铁素体共存结构;回火区组织为回火马氏体和颗粒状碳化物,这是因为焊接时该区域温度在珠光体向奥氏体转变开始温度以下,马氏体组织发生回火,析出颗粒状碳化物。
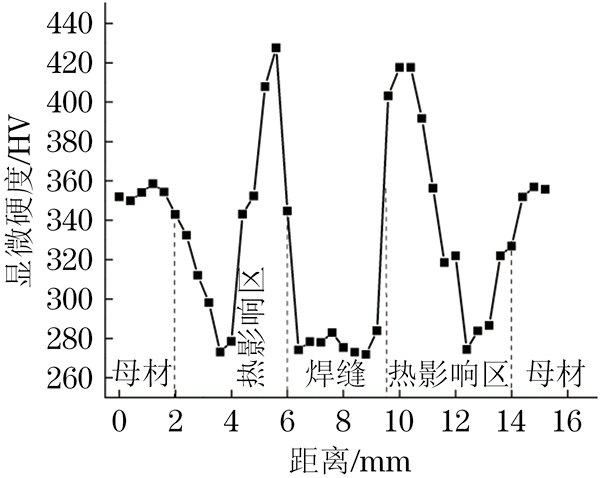
由图6可见:随着距焊缝中心距离增加,焊接接头硬度基本呈先增大后减小再增大的趋势;热影响区粗晶区和细晶区硬度较高,高于母材,这是由于这两区域内生成了硬相马氏体,为焊接硬化区,硬化区宽度约占热影响区的40%;热影响区不完全相变区和回火区硬度较低,低于母材,这是由于这两区域内分别生成了铁素体和回火马氏体,为焊接软化区,软化区宽度约占热影响区的60%;焊缝硬度也较低,低于母材,这是由于焊缝组织为软相铁素体。
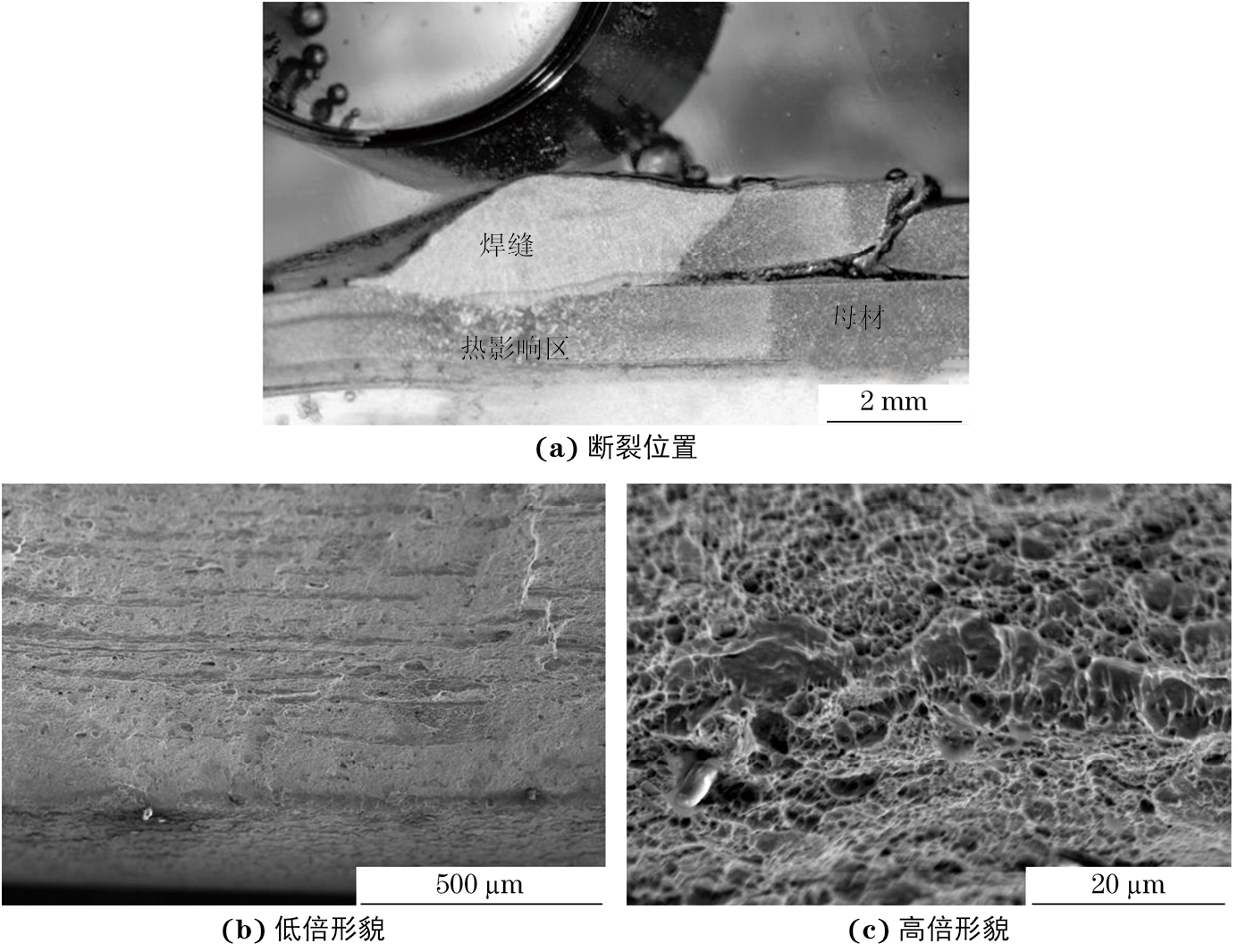
由图7可见:焊接接头拉伸剪切载荷随位移增加而增大,达到最大值后迅速减小,符合高强钢断裂特点;其拉伸剪切强度为707 MPa,断裂吸收功为51.223J。
由图8可见:焊接接头于靠近母材的热影响区软化区处发生拉伸剪切断裂,说明该区域为焊接接头的薄弱区域。在搭接焊接条件下,采用低强焊丝填充的焊缝不是薄弱区域,说明使用低成本的ER70S-6焊丝可以满足焊接接头的强度要求。拉伸剪切断口为灰黑色,无金属光泽,存在大量韧窝,呈韧性断裂特征,铁素体与马氏体相界面产生微裂纹,形成裂纹源。在拉伸剪切过程中软化区内等轴铁素体发生变形,当其达到变形极限时产生微裂纹。由于软化区中铁素体和马氏体并非均匀分布,铁素体的塑性有限,因此变形不一致,该区域内产生多个裂纹源。此外,由于软化区宽度较窄,软化区紧邻的细晶区和母材区马氏体含量高,抗裂性强,裂纹无法无限扩展,只在软化区扩展、合并,最终导致焊接接头在焊接软化区发生断裂。
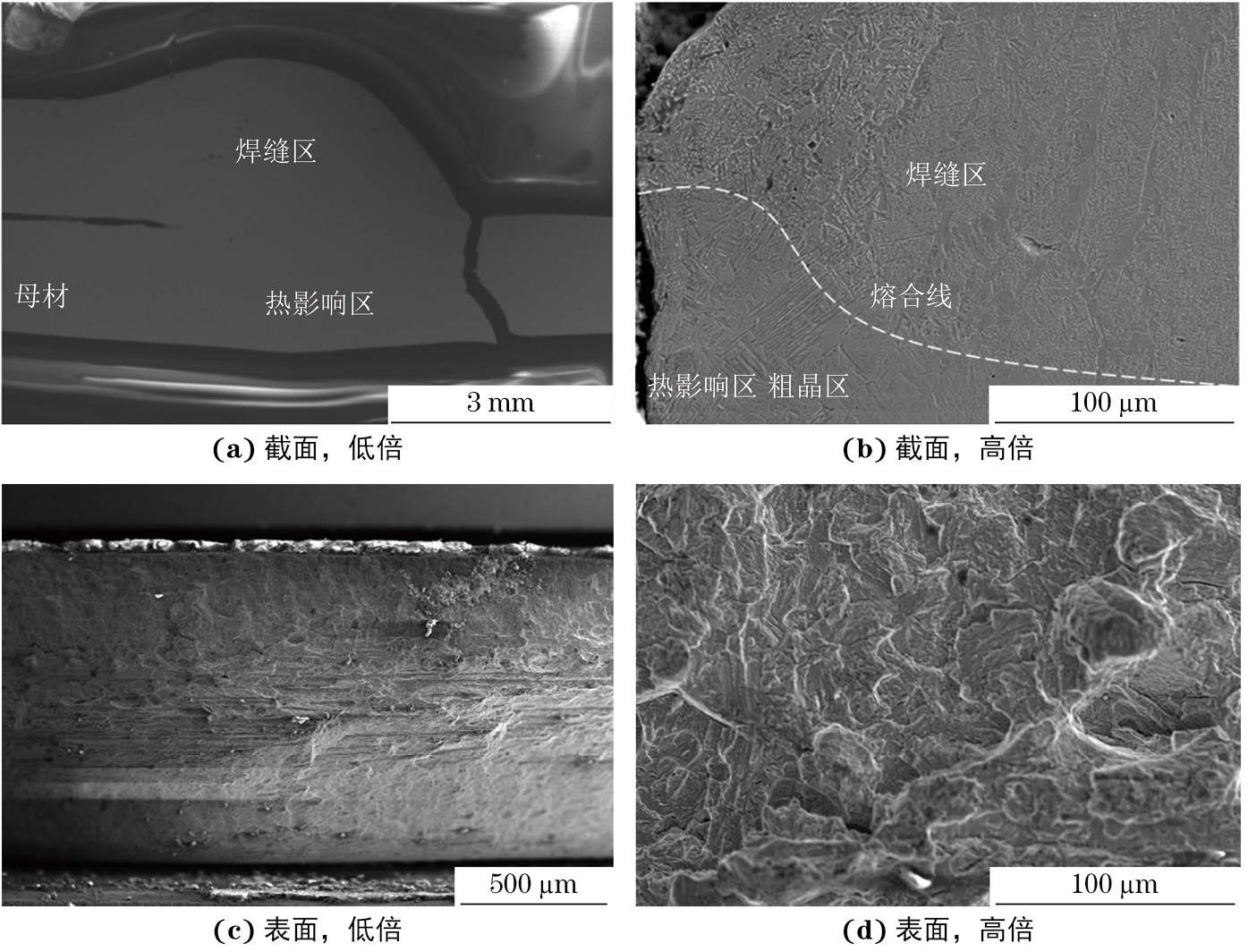
试验可得,焊接接头的疲劳强度为54MPa。由图9可见:焊接接头于焊趾处发生疲劳断裂,起裂后裂纹向焊接热影响区纵向扩展,这是因为在搭接形式下,应力集中最高的区域为焊趾,并且焊趾位于焊缝与热影响区粗晶区交界区域,焊缝塑性较好,热影响区粗晶区强度高但塑性差,两区域强塑性的不同,使得焊趾在循环塑性变形条件下的服役性能变差;疲劳断口中心区域存在近似相互平行并向外凸出的横向条纹,方向垂直于裂纹扩展方向,为典型疲劳辉纹;疲劳断口处还存在平坦的灰白区域,为脆性断裂形成的解理面,这是由于热影响区粗晶区以马氏体组织为主,韧性较差。
(1)SCR1000马氏体钢冷金属过渡搭接焊接头焊缝和热影响区均主要由铁、Fe2O3、Fe3O4相组成。焊缝组织为针状铁素体,热影响区粗晶区组织为粗大马氏体,细晶区组织为细小马氏体,不完全相变区组织以马氏体和尺寸较小的铁素体为主,回火区组织为回火马氏体和颗粒状碳化物。
(2)随着距焊缝中心距离增加,焊接接头硬度基本呈先增大后减小再增大的趋势,热影响区粗晶区和细晶区的硬度高于母材,为硬化区,不完全相变区、回火区以及焊缝的硬度低于母材,为软化区。焊接接头拉伸剪切强度为707MPa,断裂吸收功为51.223J,断裂位置为靠近母材的软化区,拉伸剪切断口有大量韧窝,呈韧性断裂特征。焊接接头疲劳强度为54MPa,断裂位置为焊趾,疲劳断口存在疲劳辉纹和脆性断裂形成的解理面。
文章来源——材料与测试网