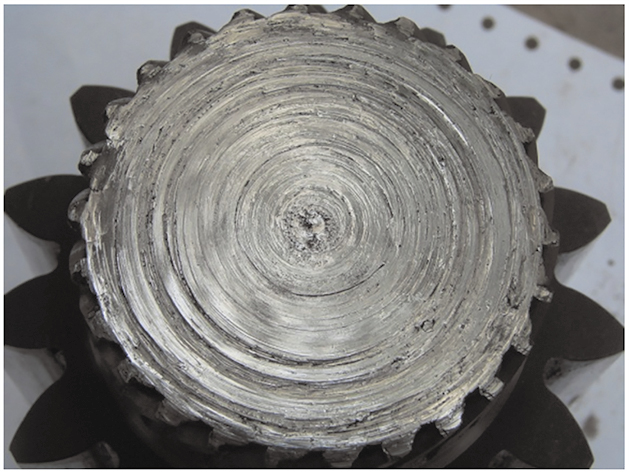
图 1采煤机花键轴脆性扭转过载断裂宏观形貌
2025-08-05 10:58:36
采煤机是煤矿机械综采设备成套系统中的核心设备之一,随着无人化、少人化、高产高效综采工作的发展,对采煤机综合性能的要求越来越高,需要采煤机具有跑得快、割得动、可靠性高等特点,而花键轴是采煤机行走系统的关键零部件之一,起到传递扭矩、弹性缓冲、过载保护等作用[1],可直接将扭矩传递到行走轮上,使采煤机行走割煤。另外,采煤机还可使牵引部太阳轮、行星轮等其他零件免受过载冲击,提供过载保护;但花键轴频繁断裂或异常断裂会使采煤机无法行走采煤,不良的断裂形式不仅起不到保护作用,还会损坏其他零部件。为了提高采煤机花键轴的设计、选材和制造质量,笔者针对花键轴的断裂原因及断裂机制进行分析,并提出了预防花键轴断裂的有效预防及改进措施。
花键联接靠的是轴和毂上纵向齿的互压传递扭矩,可用于静联接或动联接。按照齿形的不同,花键联接分为矩形花键连接和渐开线花键联接两种。采煤机花键轴的花键是渐开线式的,渐开线联接指的是靠作用于齿面上压力的自动平衡来定心,渐开线和齿轮的制造工艺完全相同,压力角有30°和45°两种。采煤机花键轴的压力角均为30°,齿根有平齿根和圆齿根两种。为便于加工,一般选用平齿根,但圆齿根有利于降低产生应力集中和淬火裂纹的可能性。
采煤机渐开线花键联接具有承载力大、使用寿命长、定心精度高等特点,宜用于载荷较大、尺寸也较大的联接。在目前生产过程中,采煤机花键轴是外径定心的,这时需要用专用的滚刀和插齿切齿,常用于径向载荷较大的动联接。与平键联接相比,花键联接有以下优点:① 齿对称布置,使轴毂受力均匀;② 齿轴一体而且齿槽较浅,齿根的应力较小,被联接件的强度削弱较少;③ 齿数多,总接触面积大,压力分布较均匀。这些都使联接具有较高的承载能力。此外,可利用较完善的工艺制造齿,被联接件才能得到较好的定心,轴上零件沿轴向移动时才能得到较好的引导,而且也容易保证零件的互换性。
采煤机花键轴共计约160种,可分为有剪切槽与无剪切槽两类。花键轴一端与牵引行星减速器行星架内花键相联,另一端与驱动轮内花键相联,其主要作用是传动扭矩,其次有弹性缓冲与过载保护的作用。当实际载荷大于额定载荷的2~3倍时,花键轴由扭矩轴槽处断裂,对采煤机的机械传动起到保护作用。
采煤机花键轴主要传递扭矩,所受到的力主要为交变扭矩及交变应力,应力从花键轴外圆表面向里依次递减;另外,花键轴与行星架内花键或驱动轮内花键啮合间隙不当时,会产生机械激振力,这种啮合不当主要与花键的加工尺寸、形位公差、配合要求和装配过程有关[2]。因此,采煤机花键轴的断裂形式主要为脆性扭转过载断裂、韧性扭转过载断裂、扭转疲劳断裂,这几种采煤机花键轴断裂形式的宏观形貌如图1~3所示。
花键轴扭转断裂后,从断裂面的破断情况可判断金属的性能和产生破断的原因(是韧性断裂还是脆性断裂,是正应力断裂还是切应力产生的破断)。扭转时圆柱形轴表面的最大切应力与正应力相等,夹角为45°,因此圆柱形试样在扭转时,最大切应力发生在靠近试样表面和径向截面上,而最大正应力则发生在试样表面处与试样轴线成45°倾角的斜截面上[3]。
由于表面有渗碳层,材料的抗拉强度比抗剪强度低,所以破断在受拉应力最大的部位发生,即沿与试样轴线成45°倾角的螺旋面上发生正断破坏[4](见图1)。
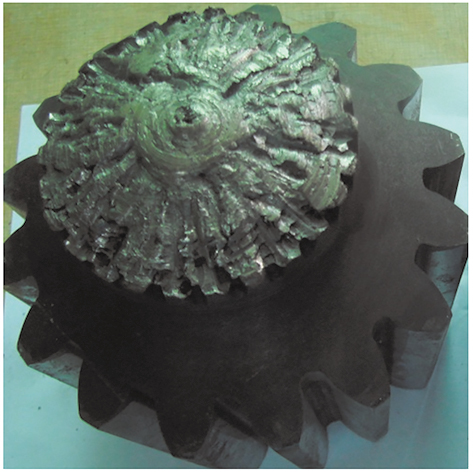
由于低碳钢等塑性材料的抗剪强度低于它们的抗(拉)压强度,所以在切应力最大处容易发生破断,即沿与轴线垂直的横截面发生剪切破断,这种断口平整,有塑性滑移痕迹(见图2)。
在扭转疲劳条件下,裂纹形核后可能沿两个方向扩展。沿与最大拉伸正应力相垂直的方向扩展称为正断型(常发生于脆性材料);沿最大切应力方向扩展称为剪断型或切断型(常发生于延性材料)(见图3)。
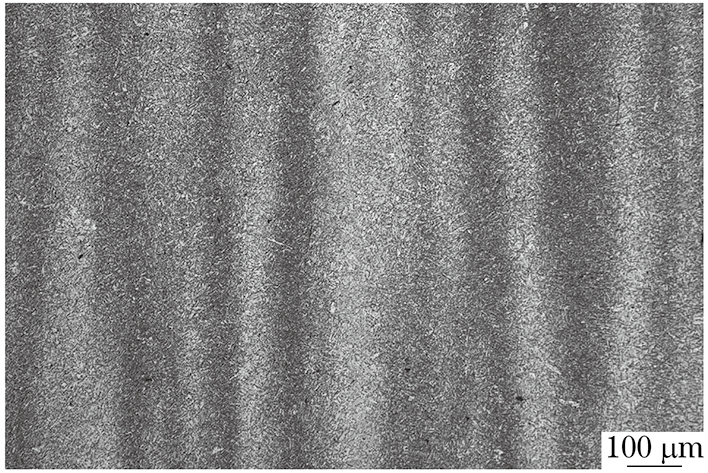
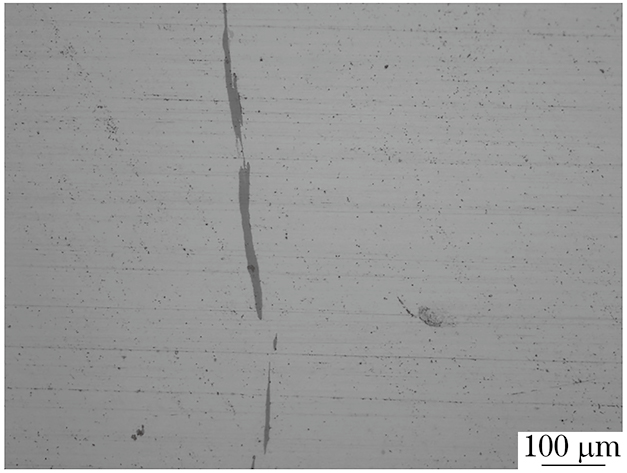
采煤机花键轴有时也会发生复合扭转疲劳断裂(见图4),这种断裂形式为两个相互平行的断裂面间有约45°的连接面,两个平行断裂面为疲劳断口。对该断口进行理化检验后,发现花键轴存在纵向带状组织偏析及非金属夹杂,按照GB/T 34474.1—2017《钢中带状组织的评定 第1部分:标准评级图法》及GB/T 10561—2023《钢中非金属夹杂物含量的测定 标准评级图显微检验法》进行检测,将花键轴纵向带状组织评为4级,将非金属评为C3级(见图5~6)。由于花键轴存在纵向带状组织及非金属夹杂物,其纵向及横向的剪应力具有不同的数值,花键轴受扭后,根据剪应力互等定理,不仅横截面上产生剪应力,而且包含轴线的纵截面上也会产生剪应力。横截面上的剪应力沿径向线性分布,纵截面上的剪应力也沿径向线性分布,而且二者具有相同的最大值,而花键轴沿带状组织方向的许用剪应力小于沿横截面方向的许用剪应力,导致花键轴沿纵向截面开裂,发生复合扭转疲劳断裂,这种断裂形式属于不良扭转断裂。
(1)设计方面:采用有限元软件对花键轴的尺寸和受力状态进行模拟分析,以获得合适的外形尺寸及剪切槽。
(2)选材及锻造方面:花键轴所用材料需经过锻造,使其纵向带状组织不大于2级,非金属夹杂物满足A≤2.0级、B≤1.5级、C≤1.5级、D≤1.0级。
(3)理化试验方面:对花键轴的材料进行热处理及理化检验,获得准确的扭转剪切强度。
(4)热处理方面:在花键轴热处理过程中,防止花键轴表面渗碳。
(5)加工方面:对剪切槽处磨圆滚光,使剪切槽表面粗糙度符合图纸的要求。
根据花键轴的断裂机制,找到花键轴发生断裂的主要原因为纵向非金属夹杂物及带状组织,次表面有渗碳层,以及存在设计不合理的剪切槽。采取的改进措施有优化设计、加强原材料控制、改进锻造和热处理工艺等,从设计、制造、热处理等方面对160余种采煤机花键轴进行了优化。经过2a多的使用,花键轴寿命是原来的1.5~2.0倍,且断裂形式均为良性断裂,未出现复合扭转疲劳及脆性扭转过载断裂,未对其他零件造成二次损坏,获得了良好的使用效果。
文章来源——材料与测试网