图 1超高压管式反应器实物
2025-08-22 09:28:07
超高压管式反应器(以下简称反应器)在工业聚乙烯生产中应用广泛,是生产装置的核心设备之一。反应管在制造阶段会进行自增强处理[1]以改善内管壁残余应力的分布,提升其弹性承载能力。由于长期在高温、高压、高介质流速的环境下运行,反应器的自增强残余应力在运行一定周期后会发生衰减,从而可能导致反应管内壁出现裂纹、腐蚀等缺陷。
超高压管式反应器是一种呈管状、长径比很大的连续操作反应器,其实物如图1所示。用于生产聚乙烯的反应器管长以公里计,由无缝钢管与U形管连接而成。其结构有单管,也有多管并联,其直管段连接采用透镜面钢法兰,承受压力可达280 MPa。目前,反应器在停车检修期间缺乏有效的检测手段,主要原因有:一是反应器一般设置有夹套管,常规无损检测技术无法使用;二是停车状态下,反应管内壁被大量聚乙烯粉末覆盖,难以完全清除,常规检测手段难以开展。基于此,探索一种适用于反应管裂纹的脉冲涡流检测方法具有重要意义。
脉冲涡流检测技术是一种在涡流检测技术基础上发展起来的新兴技术,可以在不拆除包覆层的情况下对承压设备进行检测,因此适用于飞机蒙皮等非铁磁性材料和容器管道等铁磁性材料的检测。对于不同磁导率材料的脉冲涡流检测,其检测信号特征不同,采用的信号处理方法不同。针对反应器内径小、壁厚较厚、内壁聚乙烯粉末无法完全清除的特点,利用脉冲涡流检测技术可以在一定程度上减少上述因素导致的检测结果不准确问题。
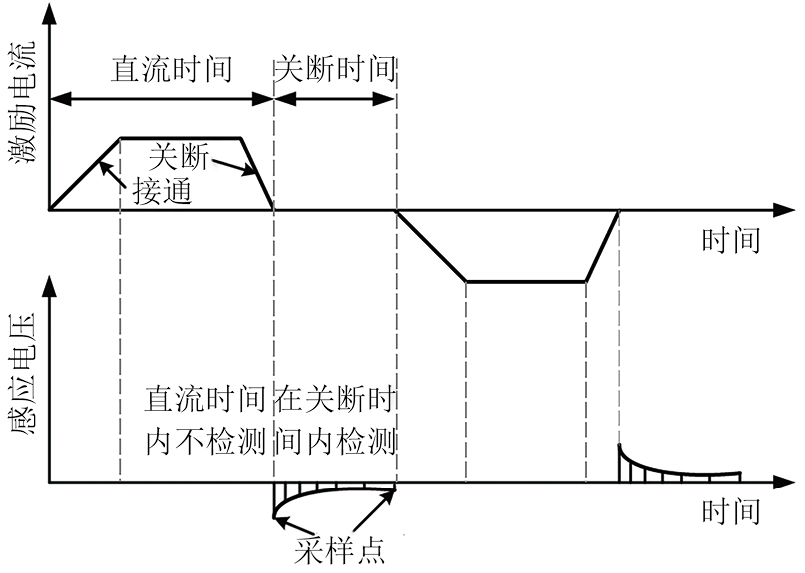
脉冲涡流检测激励和采集原理示意如图2所示。其探头由激励线圈和接收线圈组成,在激励线圈中施加周期性的方波信号,线圈周围产生瞬变磁场,即一次磁场,当激励信号被关断时,周围磁场快速衰减,被检试件会感应出电流,即脉冲涡流,脉冲涡流在一定时间内衰减,产生二次磁场;激励关断后,一次磁场变为零,此时通过接收线圈测量二次磁场的变化,若被检试件存在壁厚变化或缺陷,通过采集接收线圈上的感应电压即可进行判断。
文章中使用有限元仿真构建1/2模型并对所设计的探头建立模型。通过分析有缺陷和无缺陷处管道涡流的分布情况,可判断裂纹对涡流的扰动程度,从而在探头设计上提供参考;通过分析探头在管道内旋转不同角度时的涡流变化,可以确定探头在管道内可检测的内壁面积范围;根据检测信号剖面图中出现的类正弦信号即可确定缺陷位置。
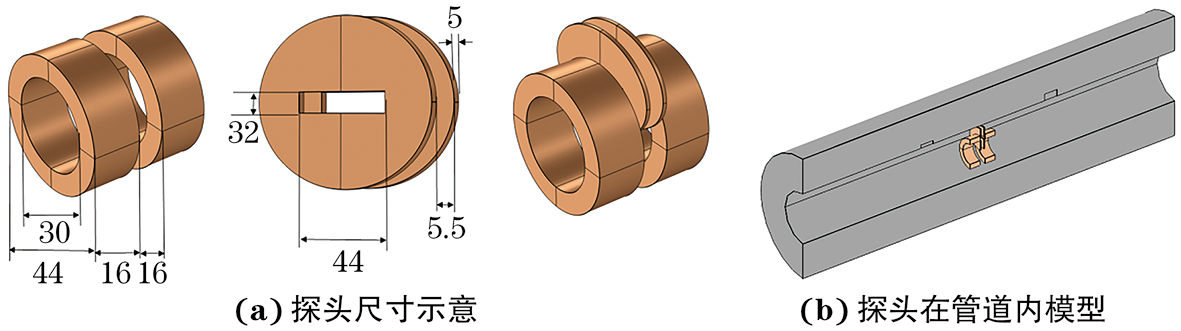
仿真模型中所用管道和实际试验中的一致。管道内径d为76 mm,外径D为180 mm,管壁厚度T为52.5 mm。管道内壁设置两个缺陷,纵向裂纹宽度为1 mm,深度分别为10 mm和15 mm。使用的脉冲激励频率为4 Hz,激励电流为1.5 A。管道电导率设置为4.46×106S/m,相对磁导率设置为180。探头尺寸示意及探头在管道内的模型如图3所示,激励线圈与管道同轴放置,接收线圈紧贴管壁,探头位于管道内部并紧贴管壁。
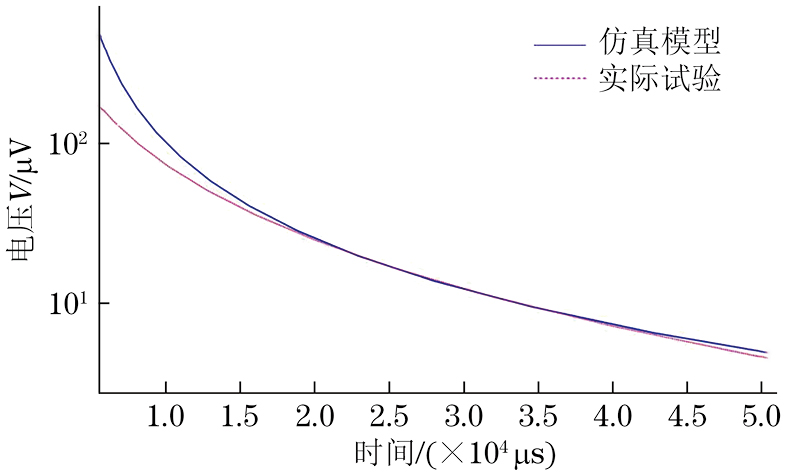
为了验证模型的准确性,文章将探头放进管道内无缺陷处进行检测,将仿真模型中无缺陷处的计算结果与实际的检测结果进行对比。无缺陷处单个接收线圈仿真与试验得到的感应电压衰减曲线如图4所示,可知该模型在中后期的计算结果与试验结果大致重合,验证了文章中数值计算模型的准确性。
96 μs时刻纵向探头涡流分布如图5所示,可知探头在无缺陷处产生了环绕管壁的涡流,由激励场产生的涡流受到裂纹的较大扰动,即在旋转一定的角度后该探头仍能够检测到纵向裂纹。仿真结果表明该探头可以实现管道一半圆周的检测,故采用两对接收单元即可对整个管道圆周进行全面扫查。
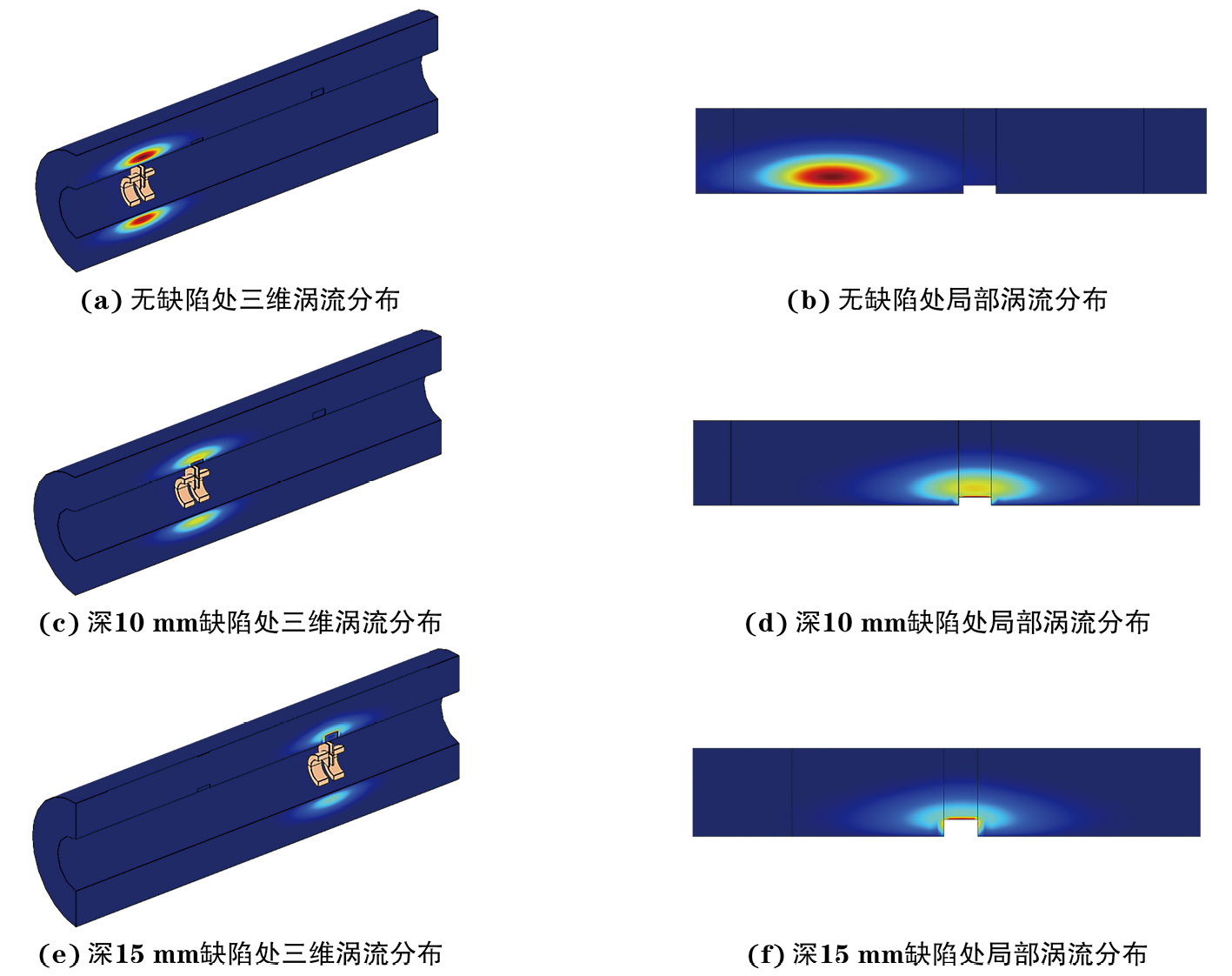
管道无缺陷处、10 mm及15 mm深缺陷处的涡流分布如图6所示,可知在关断激励50 ms内,无缺陷处探头正上方位置涡流分布较集中,有利于探头对局部缺陷的检测;10 mm和15 mm深的裂纹对涡流扰动较大,且15 mm深的裂纹的扰动程度更大。结果表明该探头适用于检测纵向裂纹,且裂纹深度越深,检测灵敏度越高。
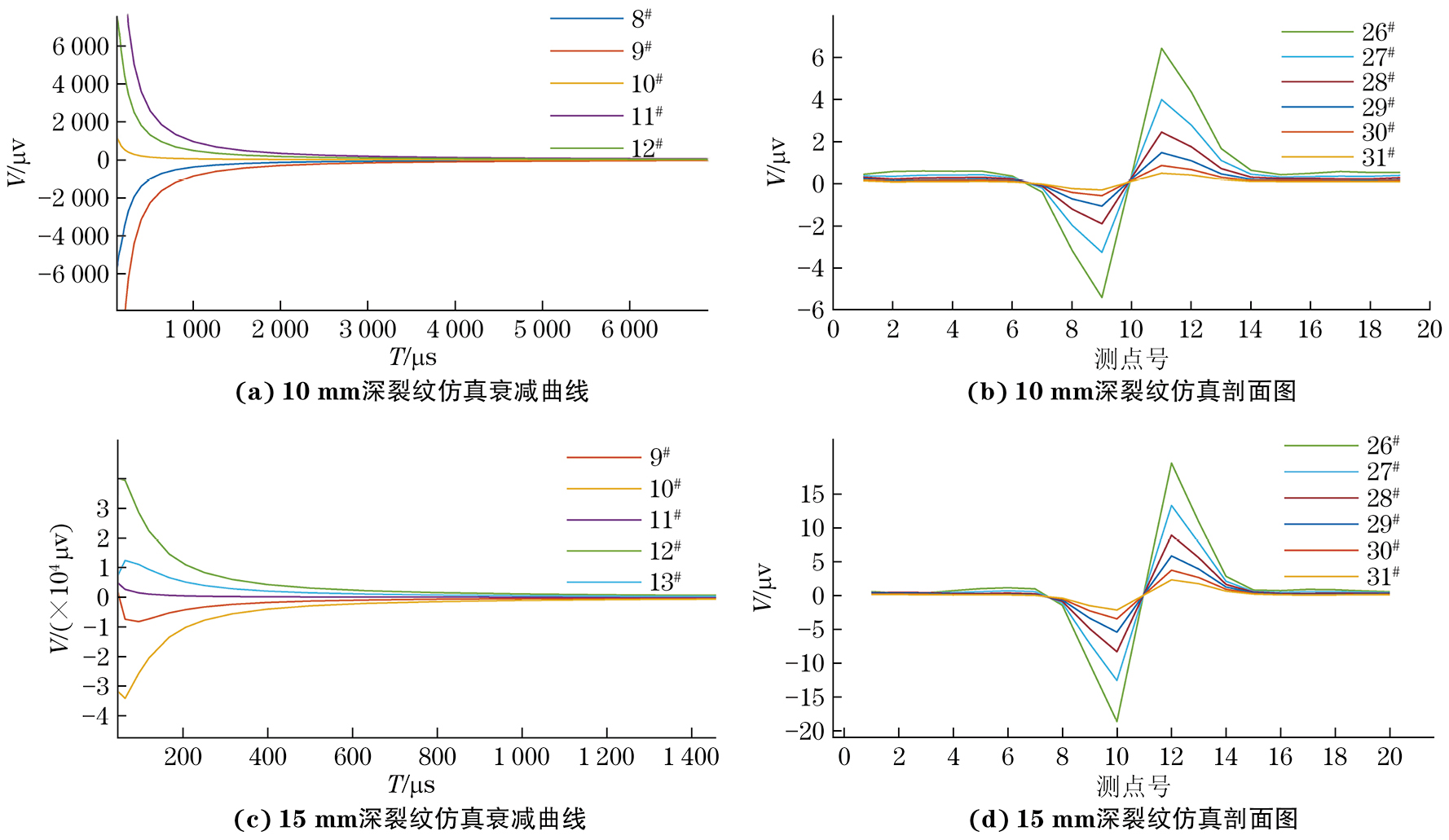
10 mm及15 mm深裂纹的仿真衰减曲线和剖面图如图7所示(图中8#表示探头在裂纹左侧且靠近裂纹1 cm处,9#表示探头接触到裂纹左端,10#表示探头在裂纹中间,11#表示探头接触裂纹右端,12#表示探头在裂纹右侧且距离裂纹1 cm处)。由于探头为差分连接[2],其中一个接收线圈经过裂纹时,其衰减曲线为正,另一个接收线圈再次经过裂纹时,其衰减曲线为负。当探头检测到缺陷时,时间剖面曲线上出现正弦波形信号[3],该信号特征用于缺陷识别,为实际检测中提供参考和依据。由剖面图可知,15 mm深裂纹比10 mm深裂纹的检测灵敏度更高。这是由于裂纹越深,裂纹对涡流的扰动越大,因此检测效果越好。
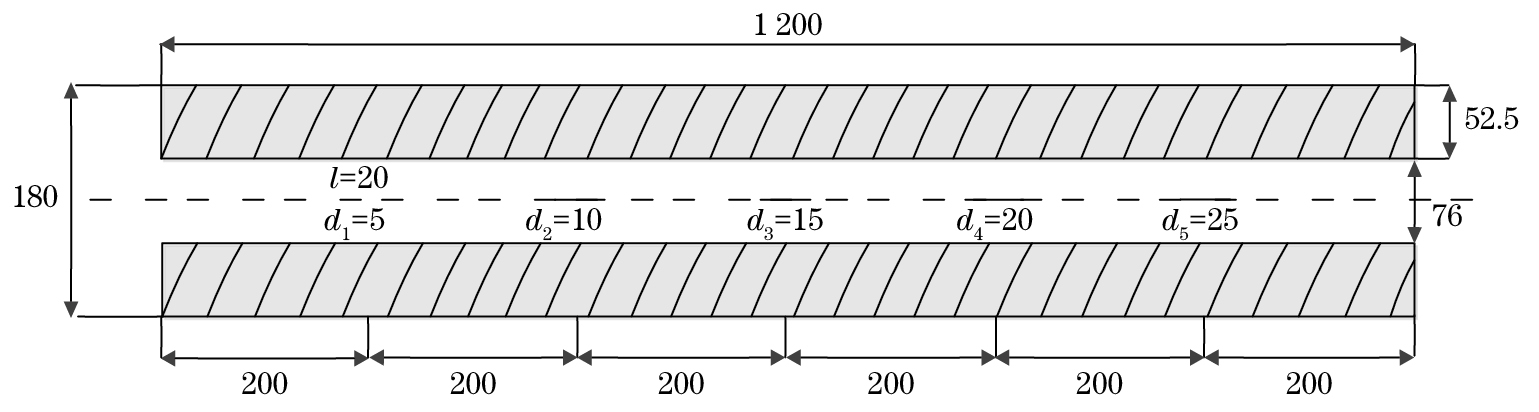
检测试件尺寸示意如图8所示。管道为直管,材料为42CrMO2,其内壁一共有5处纵向裂纹缺陷,各裂纹长度为20 mm,深度d1,d2,d3,d4,d5分别为5,10,15,20,25 mm,各个裂纹中心间距为200 mm。裂纹缺陷宽度为0.5 mm。
脉冲涡流检测系统平台结构示意及实物如图9所示。系统包括信号发生器、信号采集模块、探头、被检管道。激励设备可发射频率为(1/16)~32 Hz的等宽双极性方波脉冲激励,最大电流为10 A。设备的采集和处理单元可以测量微弱电磁信号。
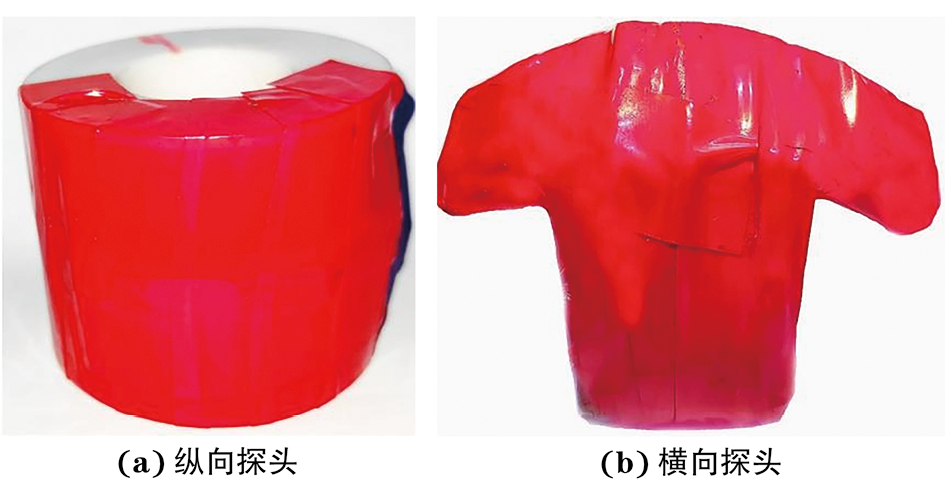
纵向探头及横向探头实物如图10所示。纵向探头由一对激励线圈串联组成,轴线与管道轴线平行放置,接收线圈由2个相同的扁平式椭圆状线圈差分连接。该结构可以使磁场在两激励线圈中间叠加,产生的涡流在缺陷处更加集中,信号灵敏度更高,并且可以减少管道表面不均匀导致的误差以及其他共模噪声的干扰。纵向探头中激励线圈长度均为16 mm,内径均为30 mm,外径均为44 mm,由5层漆包线缠绕而成,每个线圈145匝,共290匝;接收线圈为扁平式椭圆状,其长轴长度为44 mm,短轴长度为32 mm,内部开口近似矩形,长和宽分别为21.95,4.12 mm,由漆包线缠绕而成且两接收线圈相距5.52 mm[4-5]。
横向探头的探头轴线与管道轴线垂直放置。激励线圈由漆包线绕制而成,匝数为400匝,内径为34 mm,外径为52 mm;接收线圈为两个圆弧形的骨架,每个骨架由漆包线绕制而成,匝数为2 000匝,差分连接[6]。两个接收线圈跨接在激励线圈上,相距3 mm。
检测时,将探头固定,从距离直管端点一定距离处开始检测。在实际工况中,清理后的反应器内仍留下约1 mm厚的聚乙烯粉末层,因此试验中使用厚度为2 mm的探头推进装置用于模拟实际工况存在的聚乙烯粉末层。
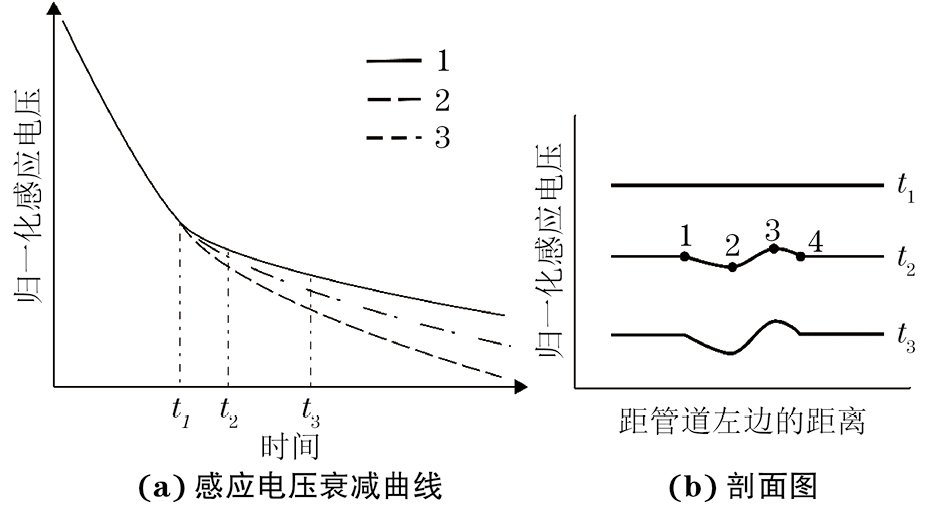
使用实验室脉冲涡流检测仪进行检测,激励频率选用4 Hz的方波信号,激励电流为1.5 A,采用连续测量方式。一定提离下探头检测有无缺陷试件的归一化感应电压(感应电压除以激励电流)衰减曲线(纵轴对数表示)以及相应的时间剖面曲线[7]如图11所示(图中1,2,3分别表示不同厚度的衰减曲线,且检测厚度逐渐减小)。
由于接收线圈产生的电压信号动态范围较大,因此将每个测点采集到的数据按照对数标准划分为若干个数据块;每个测点的衰减曲线大致呈现对数形状,因此划分数据块的时间也呈对数增长,将每个数据块称之为时窗。第i个测点处得到的电压矢量为
式中:N为脉冲周期关断后每个测点的衰减曲线划分的时窗总数,取31。
假设总共测量M个点,则M个测点的电压矢量可以合成为矩阵W,表示为
式中:矩阵W的第i行代表第i个测点。
可以从矩阵W中得到第j个时窗的切片矢量
式中:Sj表示在不同测点的衰减曲线上取同一个时间点采集到的电压[7]。
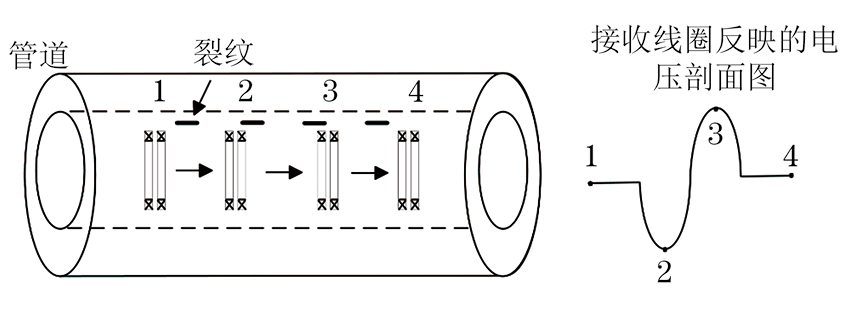
所设计的探头检测信号变化过程如图12所示。探头依次经过位置1,2,3,4,产生一个类似正弦波的信号。1和4处为无缺陷区域,2和3位置处恰好有一个接收线圈接触裂纹,因此接收线圈采集到的电压剖面图为一个类似正弦信号的波形。
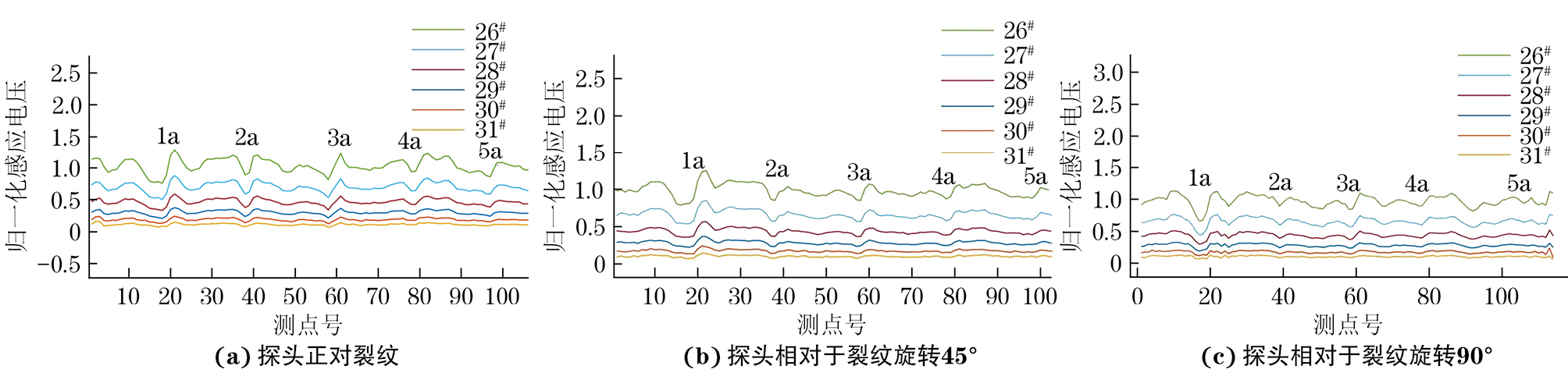
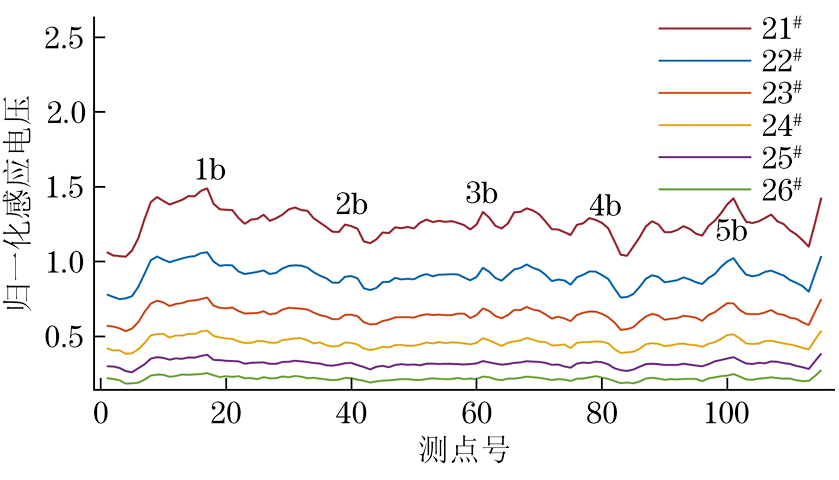
纵向探头正对裂纹及相对于裂纹旋转45°和90°的检测结果如图13所示。由图13可知,1a,2a,3a,4a,5a分别对应测点号为20,40,60,80,100的位置(测点号为检测时探头至管道左端距离),该探头可以检测出5条纵向裂纹,缺陷特征为类正弦波形。差分横向探头接收线圈正对于裂纹的检测结果如图14所示,1b,2b,3b,4b,5b分别对应测点号为20,40,60,80,100的位置。差分探头检测管道时,利用类正弦波曲线特征识别缺陷,当接收线圈分别经过狭窄的裂纹时会出现类似正弦波形的缺陷信号,当接收线圈中轴线处于裂纹位置时,即为正弦波曲线的零点。
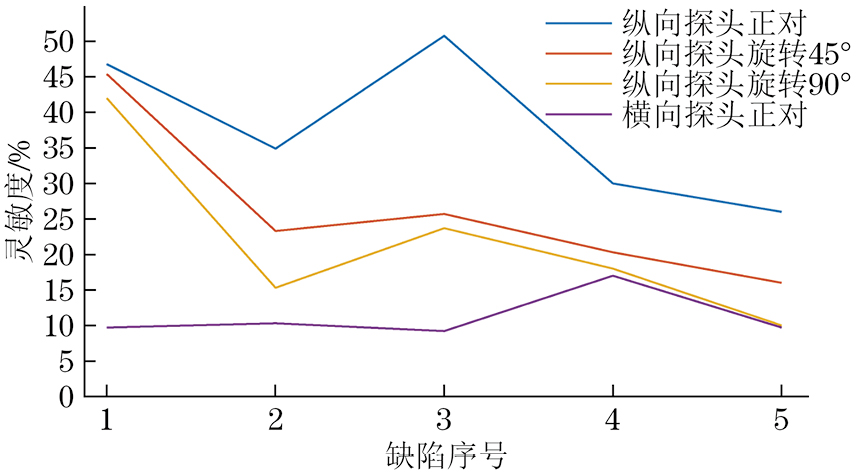
文章定义检测灵敏度去评估每个裂纹的检出率,即灵敏度等于类正弦信号的峰值电压除以两峰值电压的中值。纵向探头正对裂纹和相对于裂纹旋转45°时,管道的5个裂纹均可被清晰识别;纵向探头旋转90°时,前4个缺陷均可被清晰识别,最后一个缺陷检测效果较差;横向探头正对裂纹检测时,后4个缺陷可以较清晰地识别出,第一个缺陷检测灵敏度不高,易被噪声淹没[8]。检测灵敏度统计结果如表1所示,变化趋势如图15所示。横向探头检测纵向裂纹的检测灵敏度远低于纵向探头的,该试验结果与仿真结果吻合。这是因为横向探头产生平行于管道轴线的涡流[9],纵向裂纹对平行于裂纹的涡流扰动不明显,因此检测灵敏度不高;纵向探头产生环绕管壁的涡流,纵向裂纹对该环向涡流产生了明显的扰动,因此检测灵敏度较高。
(1)通过设计的纵向差分探头对纵向裂纹进行检测,可以实现较高灵敏度的检测。
(2)横、纵向探头检测灵敏度的对比结果表明,对于纵向裂纹,纵向探头比横向探头具有更好的检测效果。
(3)将设计的纵向差分探头在管道内进行旋转检测,结合数值仿真结果可得,该探头检测覆盖面能达到管道内壁的一半,故后续可考虑多加一对接收线圈实现管道全覆盖检测。
(4)对脉冲涡流和多频涡流检测进行理论分析,可知,采用脉冲涡流内检测在一定程度上可以克服反应器中聚乙烯粉末层厚度不均而导致结果受到干扰的问题。
文章来源——材料与测试网