图 1开裂安装轴宏观形貌
2025-06-25 14:12:50
30CrMnSiNi2A钢是我国航空工业广泛应用的低合金超高强度钢,其具有较好的淬透性,经热处理后具有较高的强度、塑性和韧性,以及良好的抗疲劳性和断裂韧性,低的疲劳裂纹扩展速率,但对缺口和氢脆(包括环境氢脆)较敏感。起落架是飞机的关键部件之一,可用于支承飞机质量、吸收撞击能量,要求其具有高的强度和韧性、良好的耐腐蚀性和抗疲劳性等,因此常选用超高强度钢制造及装配起落架零件。为充分发挥超高强度钢的优异性能,需要对结构中零件采用不同的处理工艺,通常采用电镀或磷化等表面处理方法提高零件的耐腐蚀性能。但是表面处理工艺与超高强度钢自身对氢脆较敏感,如果工艺设计和实施不当,会导致产品出现质量问题,影响起落架的安全使用。
将安装轴与前起落架轮叉连接,用于安装前机轮,安装轴的材料为30CrMnSiNi2A钢,热处理要求强度为(1 666±98) MPa,外表面杆部镀硬铬,其余表面进行磷化处理。该安装轴大修后随飞机装机并使用一段时间后,经磁粉检测发现在安装轴端头支撑面附近的R角周向有多处裂纹,裂纹断续,长度不等。采用一系列理化检验方法对安装轴裂纹产生的原因进行分析,并提出了改进措施,以避免该类问题再次发生。
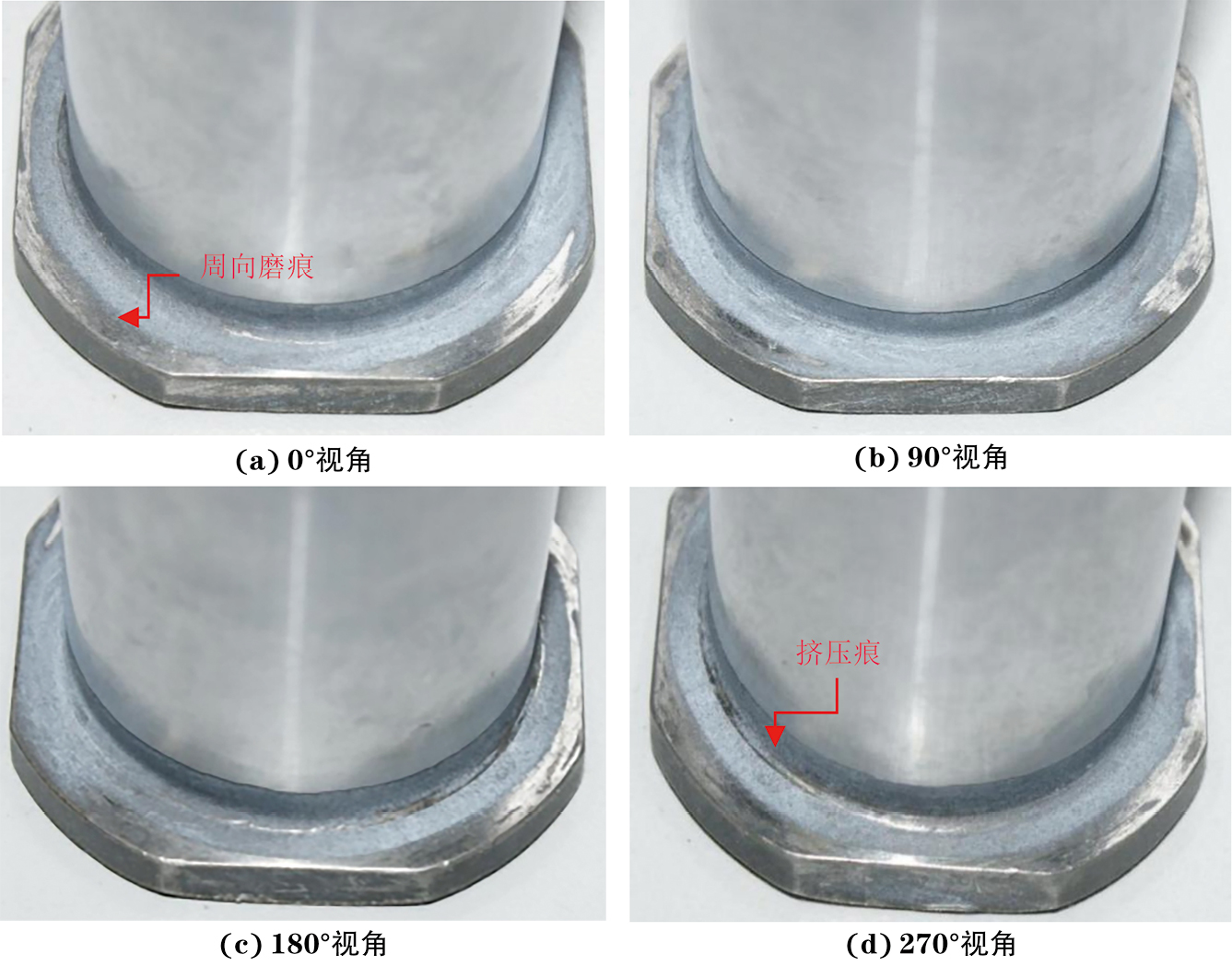
开裂安装轴宏观形貌如图1所示。由图1可知:光杆部位两个镀铬区域光亮,中间段及左侧端头支撑面的亮灰色区为磷化处理表面,镀铬层表面沿周向可见磨损痕,有些磨痕与周向呈倾斜角度。
安装轴支撑面R角周向表面宏观形貌如图2所示。由图2可知:裂纹位于支撑面附近R角区域,目视无法辨识裂纹特征,支撑面约3/4周可见磨损发亮,磨损区宽度相近,局部R角根部有周向挤压痕,端头四方面表面完整,相邻四方面与圆角结合的支撑面局部磨损发亮,表面的磷化层呈亮灰色。
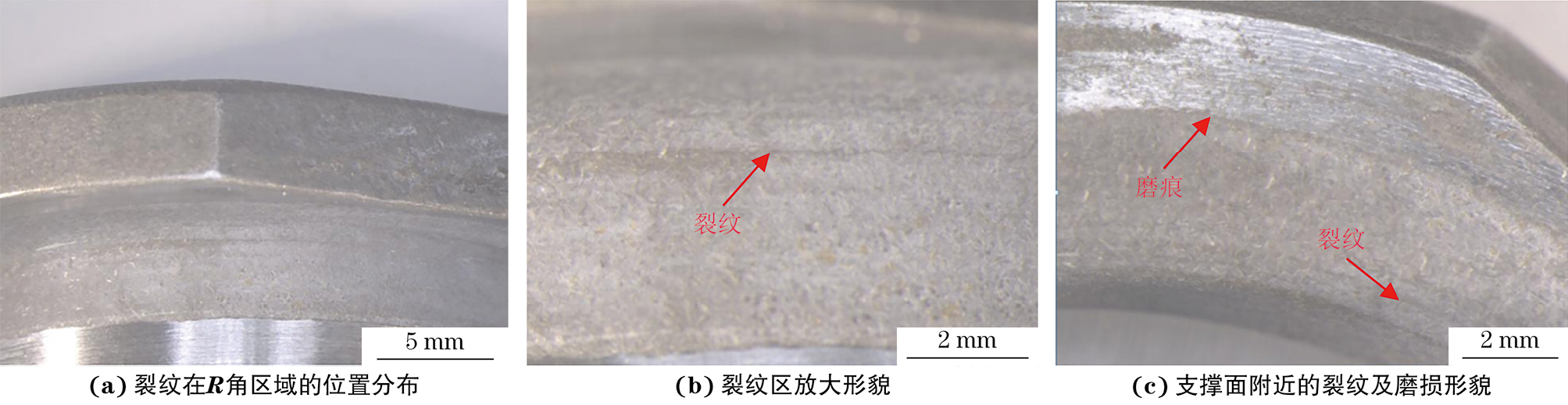
在体视显微镜下对R角区域裂纹进行观察,结果如图3所示。由图3可知:裂纹位于R角区域表面,沿周向呈断续分布,裂纹区约占2/5圆周,在裂纹附近的支撑面上可见周向局部磨损痕,宽度相近,磨损程度逐渐减轻,这些表面磨损痕迹由装配后与机轮等零件配合接触所致。
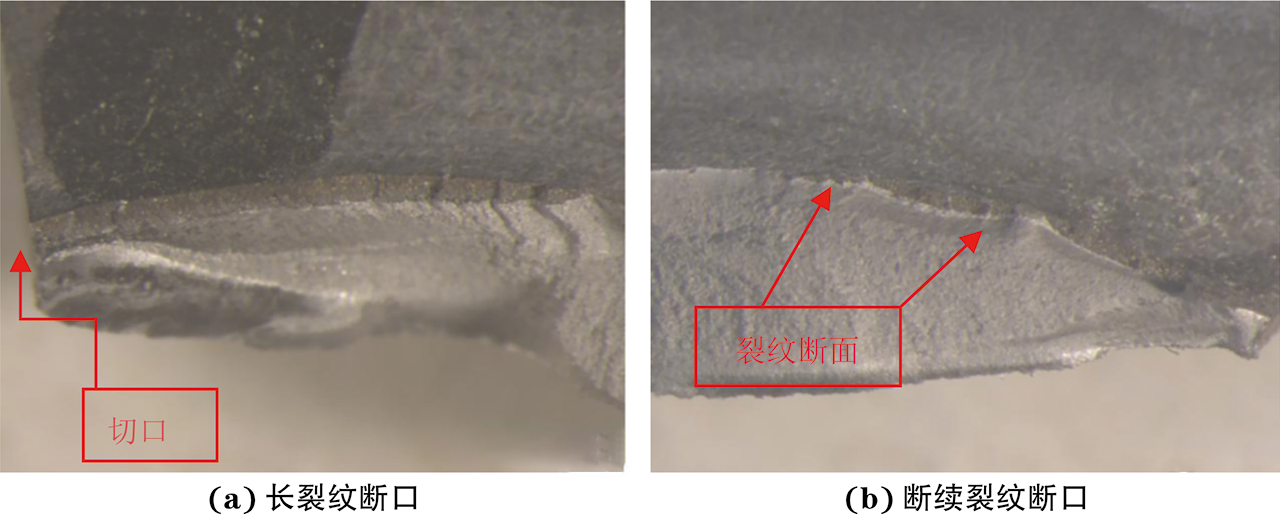
将裂纹区沿纵向垂直表面切割,在裂纹区背面周向用砂轮打磨减薄截面,打断后观察断口的宏观形貌,结果如图4所示。由图4可知:靠近切割边缘的裂纹较长,其断面宽度相近,宽度约为0.39 mm,断面较平齐,表面较粗糙,呈暗褐色;裂纹呈不连续状,伴随出现两处小裂纹断面,裂纹长度分别为2.83,2.16 mm,裂纹深度为0.17 mm,呈暗褐色,打断区呈亮灰金属色,撕裂棱线明显。
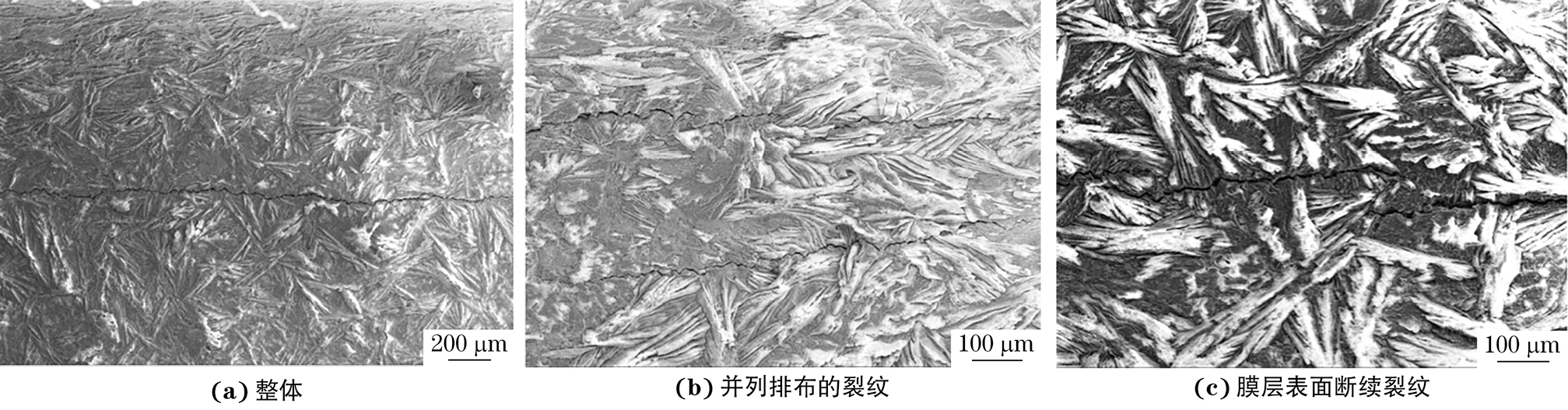
用扫描电镜对裂纹区进行观察,结果如图5所示。由图5可知:表面裂纹沿周向断续分布,局部还出现并列排布裂纹,裂纹附近表面膜层吻合性较好,磷化层表面呈针状形貌,无明显膜层损伤、缺失现象。
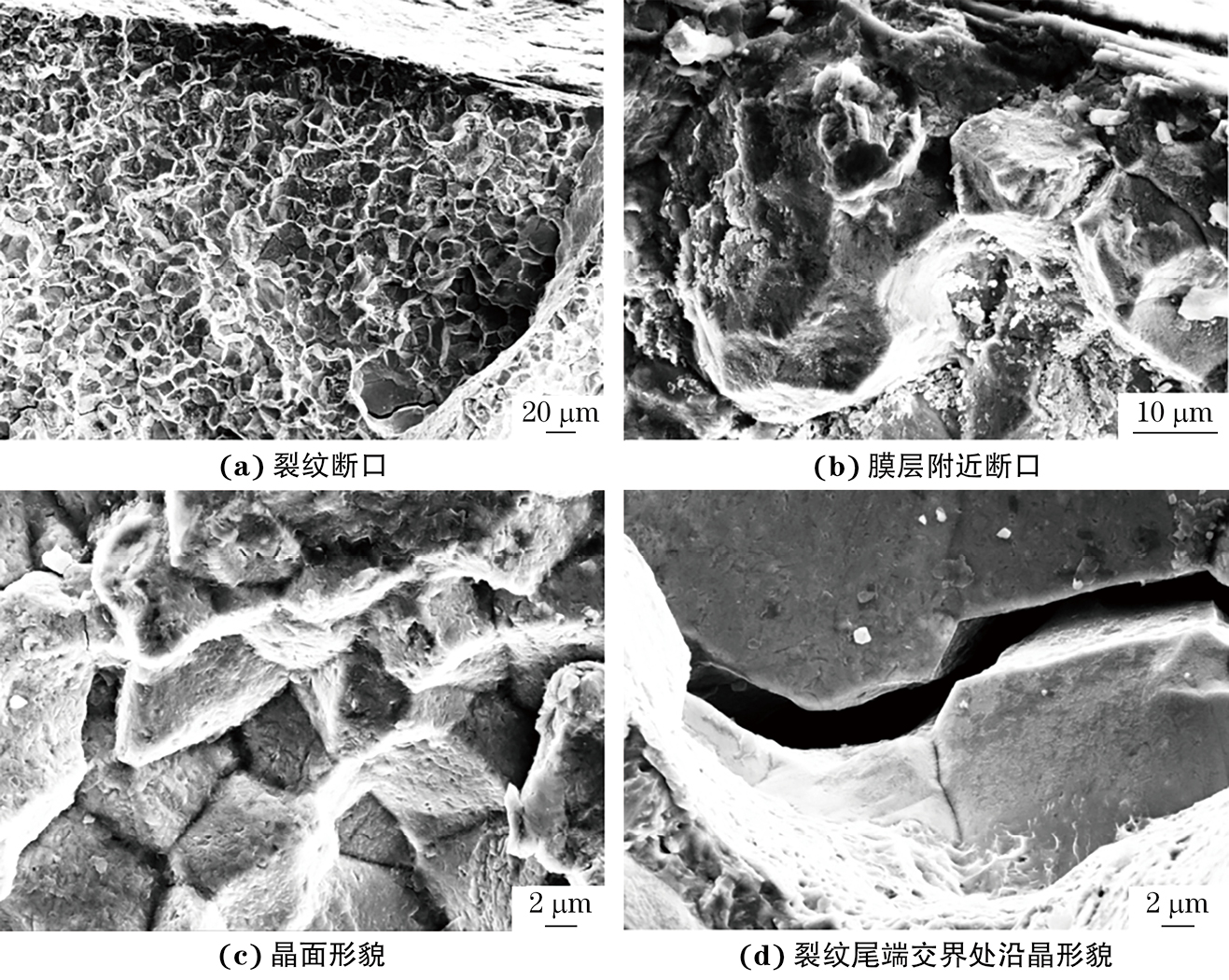
利用扫描电镜对多处裂纹断口进行观察,结果如图6所示。由图6可知:各处裂纹的深度相近,断口呈沿晶形貌,局部可见扩展台阶,附近撕裂棱线明显,靠近膜层的断口晶面上局部有附着物聚集,断口中部区域呈沿晶形貌,晶粒表面较干净;人为打断区和裂纹断面处的分界线明显,形貌由沿晶特征转变为韧窝特征,晶面上可见撕裂棱线形貌,且伴有沿晶二次裂纹。
在断口上从膜层向基体瞬断区,并经过裂纹区取样,对各位置试样分别进行能谱分析,结果如表1所示。由表1可知:膜层表面主要含有磷化处理的相关元素,如P、Zn、K、Ca等元素,其中C、O元素含量较多,与表面裸露有关,膜层附近的断面上存在少量的膜层成分,C、O元素含量变少,说明裂纹开口缝隙的膜层物质转移附着;裂纹区、过渡区断口表面除含有正常基体元素外,还含有C、O元素及微量Zn元素,说明裂纹表面有氧化现象,但未见Cl、S等外来腐蚀介质元素;瞬断区为正常的材料基体成分,由于断面较新鲜,其表面氧元素含量较少。
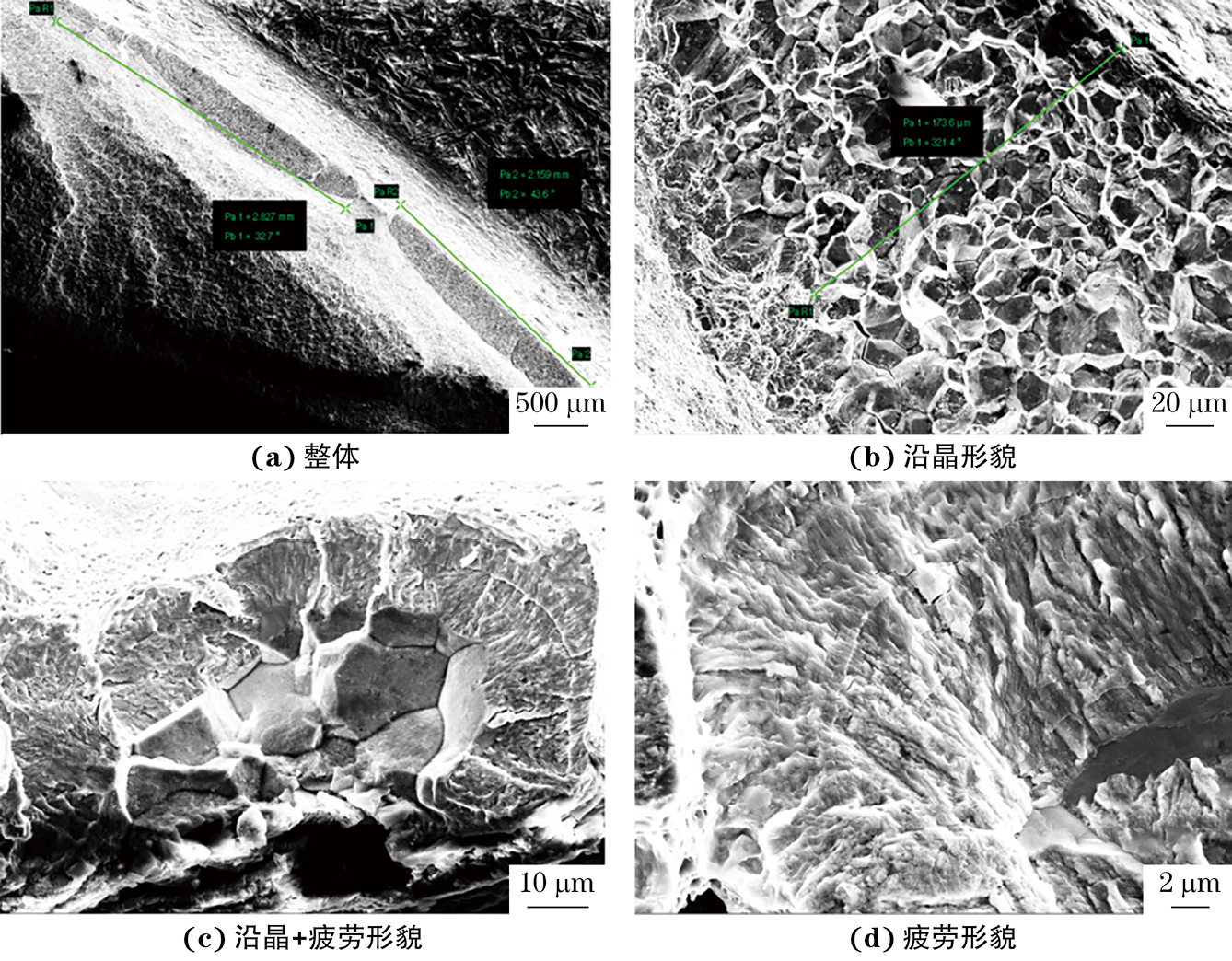
利用扫描电镜对断续裂纹进行观察,结果如图7所示。由图7可知:多处微裂纹断口均呈沿晶特征,但局部裂纹还出现沿晶+疲劳扩展的断口形貌,整个沿晶区由表面向内部分为两个晶粒尺寸不同的区域;由局部的沿晶和疲劳形貌可知,在表层出现了深度较浅的脆性裂纹,且该裂纹尖端受交变载荷作用,进而发生疲劳扩展。
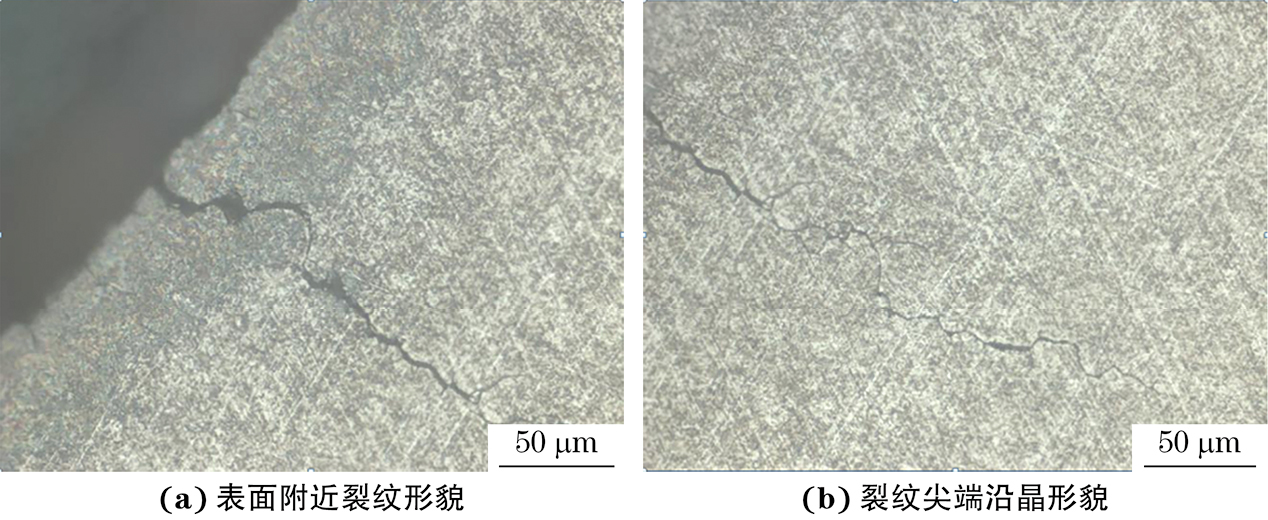
在安装轴的裂纹区纵向切取金相试样,使用体积分数为4%的硝酸乙醇溶液腐蚀试样,将试样置于光学显微镜下观察,结果如图8所示。由图8可知:裂纹在R区弧面与切向垂直向内分布,裂纹起始端缝隙较大,呈沿晶特征,裂纹向内呈沿晶分叉状扩展,裂纹两侧组织无脱碳,基体组织为回火马氏体,未见冶金缺陷。
对金相试样进行显微硬度测试,结果显示:试样的硬度平均值为519 HV0.5,换算成强度为1 757 MPa,结果符合要求。
采用光谱分析方法对安装轴基体材料进行化学成分分析,结果如表2所示。由表2可知:安装轴基体的化学成分符合GJB 1951—1994 《航空用优质结构钢棒规范》对30CrMnSiNi2A钢的要求。
由宏观观察结果可知:裂纹位于支撑面端头附近R角区域,沿R角弧面周向断续分布,裂纹区约占2/5圆周,在裂纹附近的支撑面上可见周向局部磨损痕迹,痕迹的宽度相近,磨损程度逐渐减轻。扫描电镜分析结果显示,裂纹附近表面膜层较完整,局部裂纹呈并列排布,磷化层表面呈针状形貌,无明显膜层损伤、缺失现象;裂纹断面宽度相近,断面较平齐,表面较粗糙,呈暗褐色,裂纹呈现不连续状分布,裂纹长度较短、深度较浅。
裂纹呈沿晶形貌,局部可见扩展台阶,撕裂棱线明显,由表面向内部的晶面及附着物除含有基体元素外,还含有O、P、Zn等元素,说明断面上的附着物主要为表面膜层成分,无明显外来腐蚀性元素。打断区和裂纹沿晶形貌的界限明显,晶面上出现撕裂棱线特征。裂纹在R区弧面与切向垂直向内分布,裂纹起始端缝隙较大,呈沿晶特征,裂纹向内呈沿晶分叉状扩展,裂纹两侧组织无脱碳现象。说明安装轴开裂性质为沿晶脆性开裂。
超高强度钢零件服役过程中产生沿晶裂纹的主要原因有应力腐蚀、氢脆和回火脆等。上述理化检验结果表明,该安装轴不具备应力腐蚀的环境条件,且不存在回火脆。安装轴上裂纹所在的R角表面经过磷化处理工艺,且之前还经历了镀铬工序,表面处理过程存在氢元素进入材料基体的条件,且热处理强度较高,对氢脆敏感,结合裂纹的分布特征及断口形貌可确定,安装轴发生了氢脆开裂[1]。
安装轴支撑面约3/4周可见磨损发亮,磨损区宽度相近,局部R角根部有周向挤压痕迹,表明轴装配使用中支撑面发生了局部偏磨现象,断口呈沿晶+疲劳扩展形貌,表明安装轴在使用中受到交变应力作用,早期的沿晶裂纹发生疲劳扩展。较长的裂纹深度较深,其沿晶形貌和瞬断韧窝界线明显,未出现疲劳扩展,说明安装轴在大修安装后受力状态改变,局部位置产生较大的交变应力,该位置与表面脆性微裂纹区吻合,也表明安装轴支撑面的预紧应力较小。
安装轴装配后,机轮在机构中旋转,光杆表面主要受剪切应力的作用,轴的端面支撑面仅起到位置限定的作用,虽然R角根部为应力集中位置,但是应力较小,因此表面较深的沿晶裂纹未发生明显的疲劳扩展。
该开裂安装轴的热处理强度符合标准要求,组织为回火马氏体,未见冶金缺陷,表明其热处理状态正常。
安装轴的R角根部表面转角区经磷化处理以及表面镀铬处理后,产生了早期氢脆裂纹,安装轴在大修安装后受力状态改变,裂纹发生疲劳扩展,最终导致安装轴开裂。
建议在零件制造过程中对轴的R角进行挤压强化处理,严格控制表面处理工艺中的消除残余应力和除氢工序,对工艺过程进行氢脆性评定,以防止安装轴产生氢脆裂纹;应避免支撑面区域在使用过程中出现偏磨等问题,以降低该区域的交变应力水平。
文章来源——材料与测试网