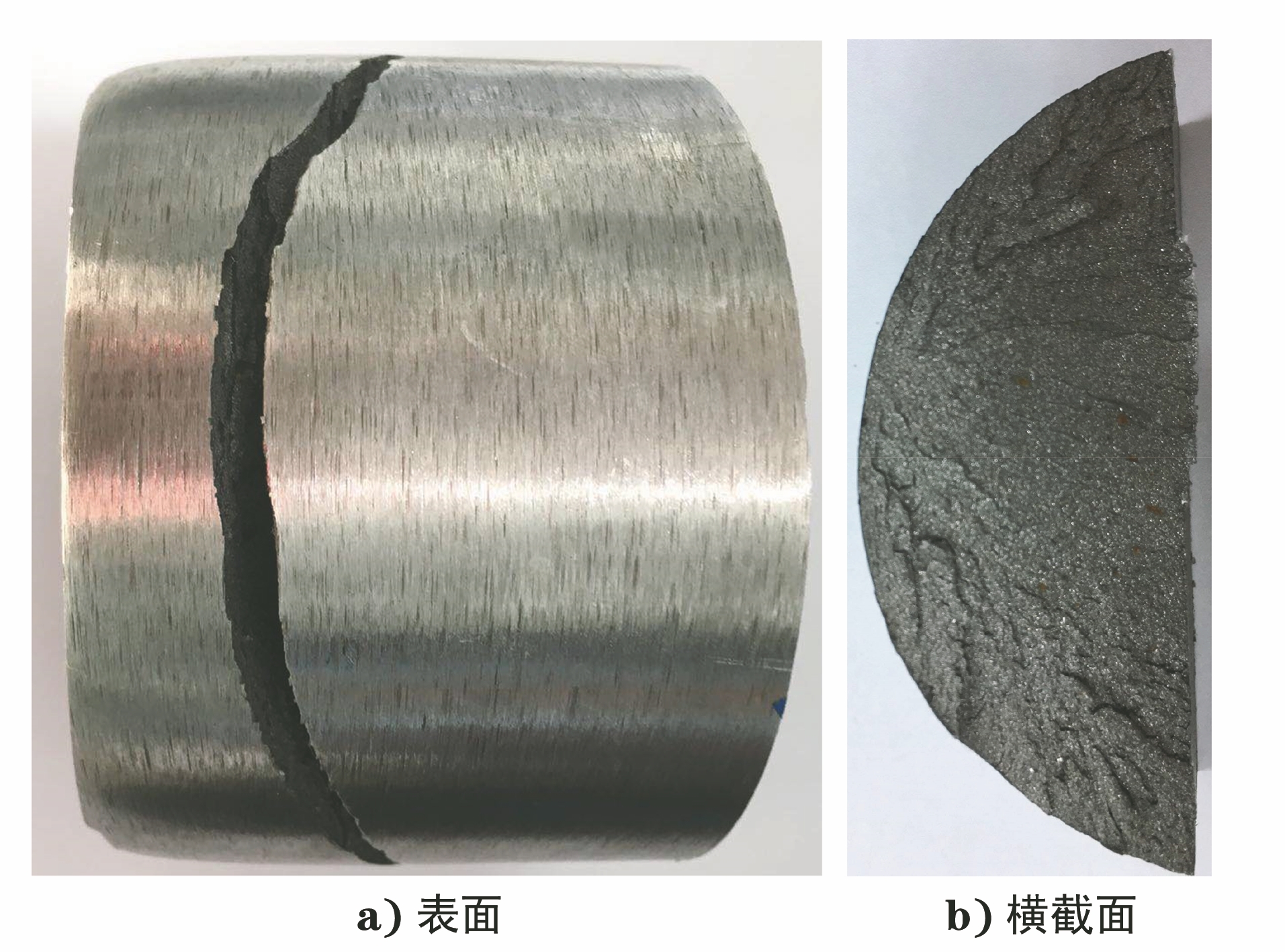
图 1开裂棒材的宏观形貌
2024-10-21 14:53:50
40Cr合金结构钢是机械制造业应用最广泛的钢种之一,经调质处理后其具有良好的低温冲击韧性及切削加工性能,主要被用于制造中速、承受中等载荷的零件,如汽车转向节、后半轴、花键轴等[1]。某公司在对40Cr钢棒材进行剪切下料的过程中,发现部分料段有开裂现象,该批次40Cr钢棒材的生产加工工艺为:电炉连铸→连轧成直径为40 mm圆棒→矫直→表面砂轮扒皮→剪切下料。笔者采用一系列理化检验方法对该棒材开裂的原因进行分析,以避免该类问题再次发生。
开裂棒材的宏观形貌如图1所示。由图1可知:棒材表面为扒皮状态,砂轮扒皮残留的痕迹明显;开裂部位与剪切面有一定距离,裂纹沿料段横向裂开;将开裂部位进一步打开,在横截面处可见裂纹起源于棒材表面。
在开裂棒材上取样,对试样进行化学成分分析,结果如表1所示。由表1可知:该开裂棒材的化学成分满足GB/T 3077—2015 《合金结构钢》的要求。
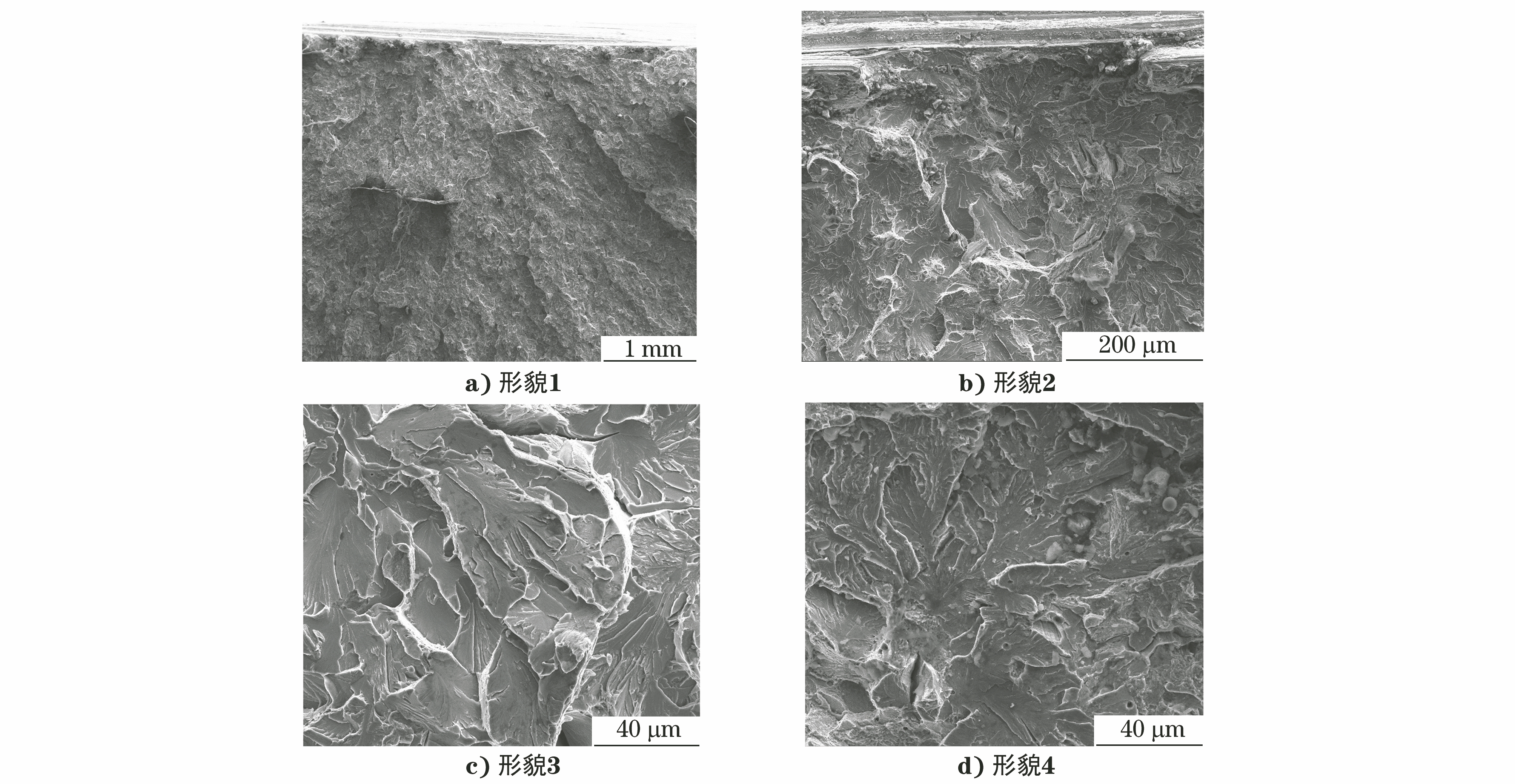
在棒材断口处取样,将试样进行超声波清洗后,用扫描电镜观察其微观形貌,结果如图2所示。由图2可知:开裂起源于表面,呈河流状解理断裂特征,未见夹杂物、陈旧性裂纹等冶金缺陷。
在棒材起裂源表面处取样,对试样进行SEM分析,结果如图3所示。由图3可知:起裂源表面呈撕裂特征,未见明显的冶金缺陷。
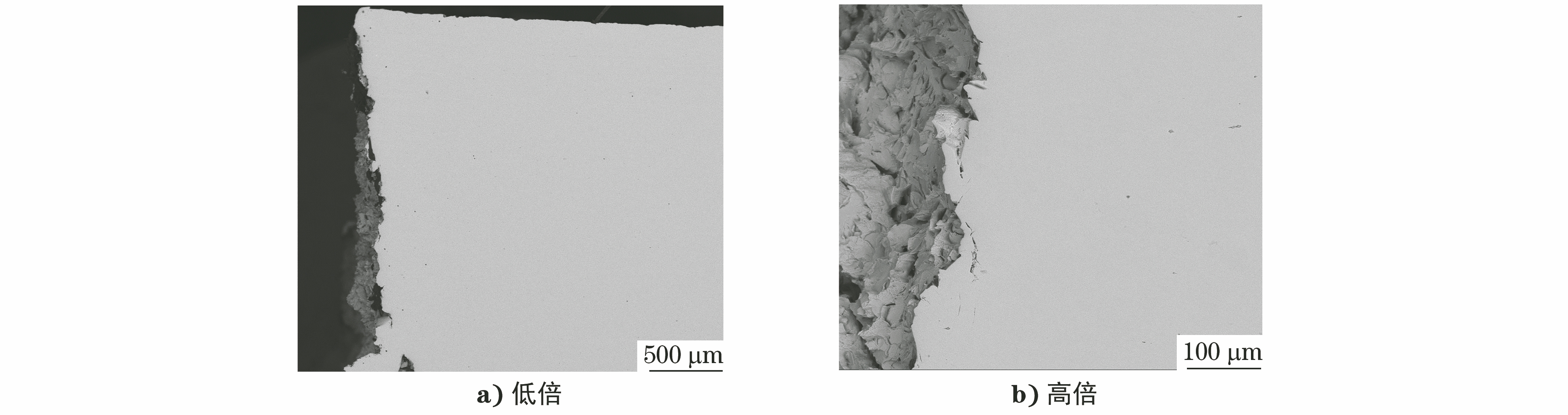
沿起裂源部位剖开试样,在试样纵截面上取样,对试样进行金相检验。结果如图4所示。由图4可知:裂纹断口边缘呈锯齿状,未见氧化铁、非金属夹杂物等缺陷,说明裂纹产生于剪切过程。
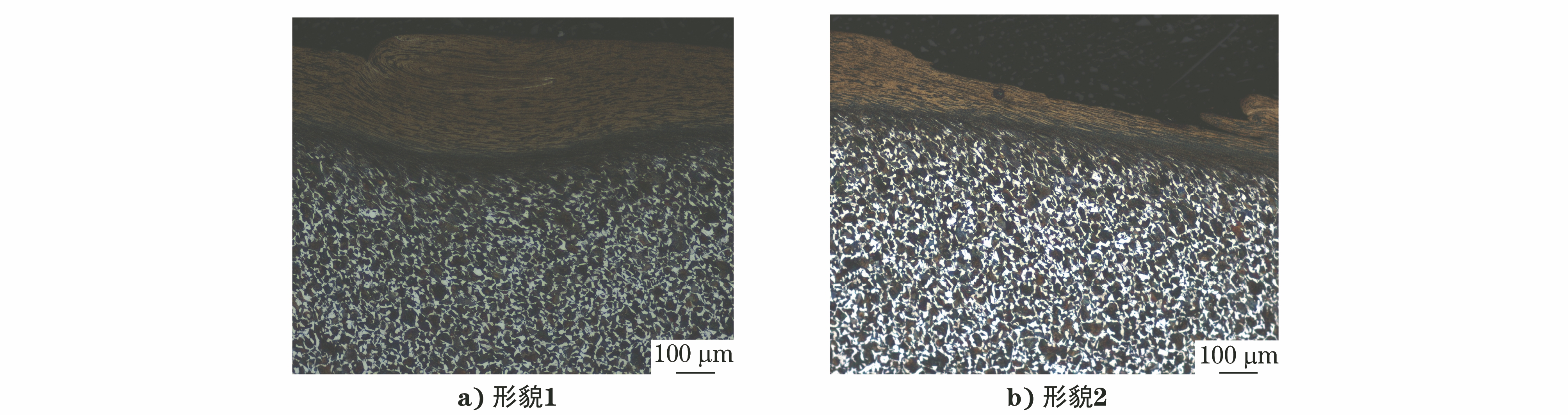
试样的显微组织形貌如图5所示。由图5可知:起裂源附近表面有一层异常组织,该层组织有明显的金属流变线;内部组织为铁素体+珠光体,为正常的热轧状态组织。
综合上述理化检验结果可知,该开裂棒材的化学成分满足标准要求。棒材表面可见金属光泽,且有沿棒材圆周方向分布的机械加工痕迹,该类痕迹为棒材热轧之后,采用砂轮机进行表面扒皮后留下的加工痕迹;裂纹起源于棒材表面[2]。断口呈解理断裂特征,未见非金属夹杂物、陈旧性裂纹等缺陷,说明剪切开裂与钢中的夹杂物及棒材表面开放性缺陷无关,裂纹产生于剪切过程[3]。起裂源附近表面组织存在明显异常,有明显的金属流线,属于冷加工过程中形成的加工硬化组织,内部组织为铁素体+珠光体,为正常的热轧组织。
表面异常的加工硬化组织为棒材发生剪切开裂的主要原因。结合该棒材的生产工艺流程可知,矫直及砂轮打磨工序均属于冷加工,异常的加工硬化组织应形成于这两个工序过程中。
热轧钢材加热后的原料存在一定的内外温度差、上下表面温度差,且轧制过程降温不均匀、压下控制不合理等均会造成轧件延伸不均匀,从而导致棒材的平直度较差。为了保证棒材的出厂质量,必须对热轧棒材进行矫直。根据棒材的规格及钢种可选择不同的矫直机及矫直方式。实际生产过程中,采用两辊矫直机对开裂棒材进行冷矫直。在矫直过程中,两辊矫直机依靠两辊缝内部弯曲的曲率变化达到将棒材矫直的目的,因此在矫直过程中棒材承受了很大的矫直力,从而导致其表面形成加工硬化层。设置合理的参数可避免矫直后棒材表面形成异常的加工硬化层。
砂轮打磨精扒皮可快速、高效地去除表面的脱碳层、裂纹等缺陷,达到较好的精度和粗糙度,但是不合理的打磨速率会导致钢材内部晶粒产生位错滑移过变形,发生过度的冷加工硬化现象,从而造成钢材的硬度、强度显著提高,塑性、韧性显著降低,甚至出现细微裂纹等缺陷[4-6]。
该棒材发生了剪切开裂,裂纹起源于表面的解理断口,未见夹杂等缺陷,起裂源附近表面组织为冷加工过程中形成的加工硬化组织,表明表面异常的加工硬化组织为导致棒材发生剪切开裂的主要原因。
在对棒材进行矫直时,应选用合适的辊缝、角度及打磨速率,避免棒材表面形成加工硬化层。在对棒材进行砂轮打磨精扒皮时,应注意控制砂轮的打磨速率,避免因打磨过快或者过慢而使棒材表面产生过加工硬化现象。
文章来源——材料与测试网